Konsep Kunci CNC No. 1—Dasar-Dasar Kontrol Numerik Komputer
 Kredit Foto:Getty Images
Kredit Foto:Getty Images
Ini adalah artikel pertama dalam seri 10 bagian tentang Konsep Kunci Kontrol Numerik Komputer. Untuk pengenalan pendekatan seri ini baca artikel ini .
Apa manfaat kontrol numerik komputer?
Manfaat pertama yang ditawarkan oleh semua bentuk peralatan mesin CNC adalah peningkatan otomatisasi. Intervensi operator terkait dengan produksi benda kerja dapat dikurangi atau dihilangkan. Banyak mesin CNC dapat berjalan tanpa pengawasan selama seluruh siklus pemesinan mereka, membebaskan operator untuk melakukan tugas lain. Ini memberi pengguna CNC beberapa keuntungan sampingan termasuk mengurangi kelelahan operator, lebih sedikit kesalahan yang disebabkan oleh kesalahan manusia, dan waktu pemesinan yang konsisten dan dapat diprediksi untuk setiap benda kerja. Karena mesin akan berjalan di bawah kendali program, tingkat keterampilan yang dibutuhkan operator CNC (berkaitan dengan praktik pemesinan dasar) juga berkurang dibandingkan dengan masinis yang memproduksi benda kerja dengan perkakas mesin konvensional.
Manfaat utama kedua dari teknologi CNC adalah benda kerja yang konsisten dan akurat. Mesin CNC saat ini membanggakan akurasi dan spesifikasi pengulangan yang hampir luar biasa. Ini berarti bahwa setelah sebuah program diverifikasi, dua, sepuluh, atau seribu benda kerja yang identik dapat dengan mudah diproduksi dengan presisi dan konsistensi.
Manfaat ketiga yang ditawarkan oleh sebagian besar bentuk peralatan mesin CNC adalah fleksibilitas. Karena mesin ini dijalankan dari program, menjalankan benda kerja yang berbeda hampir semudah memuat program yang berbeda. Setelah program diverifikasi dan dijalankan untuk satu kali produksi, program tersebut dapat dengan mudah dipanggil kembali saat benda kerja akan dijalankan berikutnya. Ini mengarah pada manfaat lain, perubahan cepat.
Karena mesin ini sangat mudah diatur dan dijalankan, dan karena program dapat dengan mudah dimuat, mereka memungkinkan waktu pengaturan yang sangat singkat. Ini sangat penting dengan persyaratan produksi tepat waktu saat ini.
Kontrol Gerakan—Inti dari CNC
Fungsi paling dasar dari setiap mesin CNC adalah kontrol gerak otomatis, presisi, dan konsisten. Semua bentuk peralatan CNC memiliki dua atau lebih arah gerak, yang disebut sumbu. Sumbu-sumbu ini dapat diposisikan secara tepat dan otomatis sepanjang perjalanannya. Dua jenis sumbu yang paling umum adalah linier (digerakkan di sepanjang jalur lurus) dan putar (digerakkan di sepanjang jalur melingkar).
Alih-alih menyebabkan gerakan dengan memutar engkol dan roda tangan secara manual seperti yang diperlukan pada peralatan mesin konvensional, mesin CNC memungkinkan gerakan digerakkan oleh servomotor di bawah kendali CNC, dan dipandu oleh program bagian. Secara umum, jenis gerakan (cepat, linier, dan melingkar), sumbu untuk bergerak, jumlah gerakan, dan kecepatan gerak (kecepatan gerak) dapat diprogram dengan hampir semua peralatan mesin CNC.
Perintah CNC yang dijalankan di dalam kontrol (biasanya melalui program) memberi tahu motor penggerak untuk memutar beberapa kali dengan tepat. Rotasi motor penggerak pada gilirannya memutar sekrup bola. Dan ballscrew menggerakkan sumbu linier. Perangkat umpan balik di ujung sekrup bola memungkinkan kontrol untuk mengonfirmasi bahwa jumlah rotasi yang diperintahkan telah terjadi.
Meskipun analogi yang agak kasar, gerakan linier dasar yang sama dapat ditemukan pada catok meja yang umum. Saat Anda memutar engkol ragum, Anda memutar sekrup timah yang, pada gilirannya, menggerakkan rahang yang dapat digerakkan pada ragum. Sebagai perbandingan, sumbu linier pada alat mesin CNC sangat presisi. Jumlah putaran motor penggerak sumbu secara tepat mengontrol jumlah gerakan linier di sepanjang sumbu.
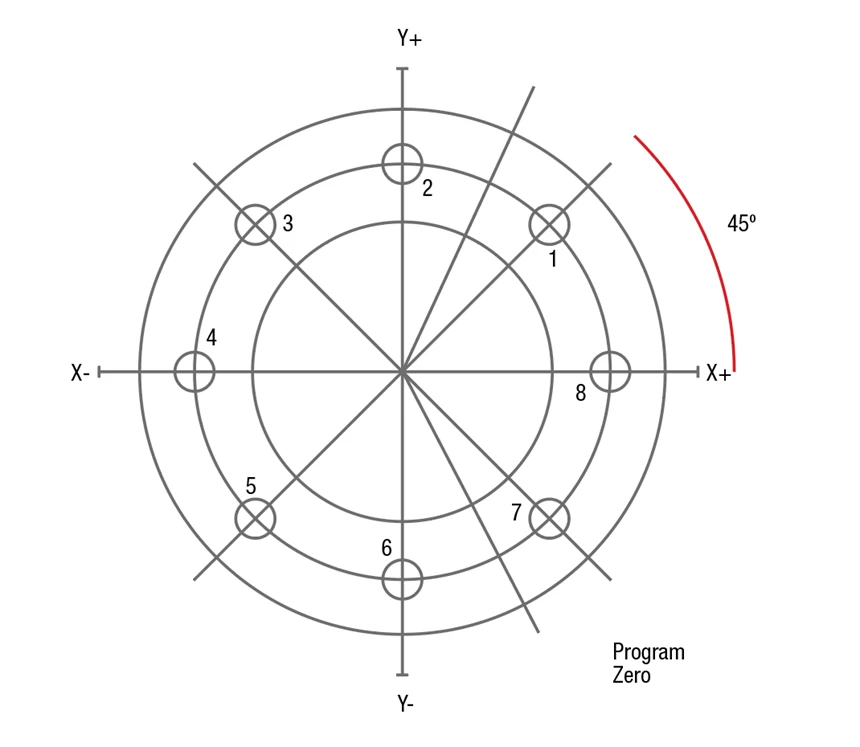
Gambar 1:Dalam contoh ini, program nol ditempatkan di tengah ring. Perhatikan bahwa setiap koordinat di sebelah kiri, atau di bawah, program nol ditentukan sebagai posisi negatif.
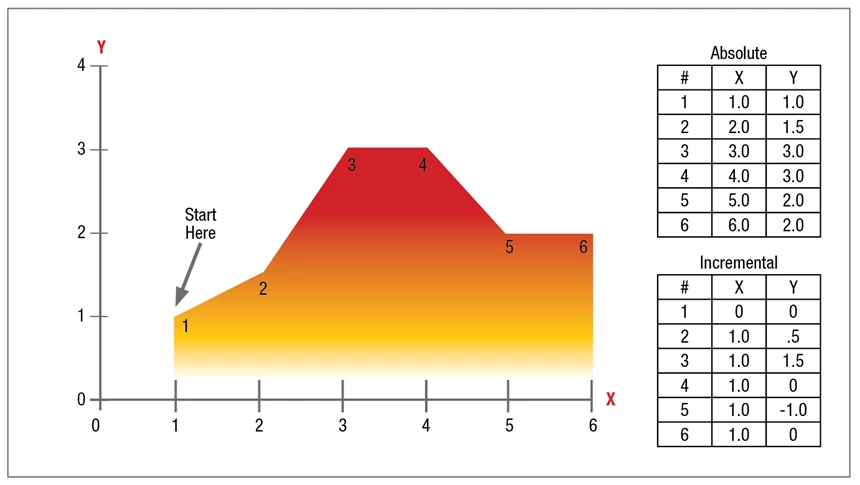
Gambar 2:Sangat mudah untuk mengetahui lokasi alat yang tepat dalam perintah apa pun yang diberikan dalam mode absolut. Dalam mode inkremental, sangat sulit untuk menentukan posisi pahat saat ini untuk perintah gerakan yang diberikan.
Sebelumnya Berikutnya
Bagaimana Gerakan Sumbu Diperintahkan—Memahami Sistem Koordinat
Tidak mungkin bagi pengguna CNC untuk menyebabkan gerakan sumbu dengan mencoba memberi tahu setiap motor penggerak sumbu berapa kali berputar untuk memerintahkan jumlah gerakan linier yang diberikan. (Ini seperti harus mencari tahu berapa banyak putaran pegangan pada catok meja yang akan menyebabkan rahang yang dapat digerakkan bergerak tepat satu inci!) Sebagai gantinya, semua kontrol CNC memungkinkan gerakan sumbu diperintahkan dengan cara yang jauh lebih sederhana dan lebih logis dengan memanfaatkan beberapa bentuk sistem koordinat. Dua sistem paling populer yang digunakan dengan mesin CNC adalah sistem koordinat persegi panjang—atau "kartesian"—dan sistem koordinat kutub. Sejauh ini, yang paling umum adalah sistem koordinat persegi panjang.
Salah satu aplikasi yang sangat umum untuk sistem koordinat persegi panjang adalah grafik.
Mari kita ambil apa yang sekarang kita ketahui tentang grafik dan menghubungkannya dengan gerakan sumbu CNC. Alih-alih merencanakan titik teoretis untuk mewakili ide konseptual, pemrogram CNC akan merencanakan titik akhir fisik untuk gerakan sumbu. Sumbu dipecah menjadi bertahap. Tetapi alih-alih dipecah menjadi peningkatan ide konseptual seperti waktu dan produktivitas, setiap sumbu linier dari sistem koordinat persegi panjang mesin CNC dipecah menjadi peningkatan pengukuran. Dalam mode inci, kenaikan terkecil mungkin 0,0001 inci. Dalam mode metrik, kenaikan terkecil mungkin 0,001 milimeter. (Omong-omong, untuk sumbu putar kenaikannya adalah 0,001
derajat.)
Setiap sumbu dalam sistem koordinat mesin CNC harus dimulai di suatu tempat. Untuk tujuan CNC, titik asal ini biasa disebut program nol titik (juga disebut kerja nol , bagian nol , atau asal program ). Biasanya, program titik nol dipilih sebagai titik di mana semua dimensi dimulai.
Dengan teknik ini, jika pemrogram ingin alat dikirim ke posisi satu inci di sebelah kanan titik nol program, X1.0 diperintahkan. Jika pemrogram menginginkan alat untuk pindah ke posisi satu inci di atas titik nol program, Y1.0 diperintahkan. Kontrol secara otomatis akan menentukan berapa kali untuk memutar setiap motor penggerak sumbu dan sekrup bola untuk membuat sumbu mencapai titik tujuan yang diperintahkan. Ini memungkinkan gerakan sumbu perintah programmer dengan cara yang sangat logis.
Dengan contoh-contoh yang diberikan sejauh ini, semua titik kebetulan berada di atas dan di sebelah kanan program titik nol. Area di atas dan di sebelah kanan program titik nol ini disebut kuadran (dalam hal ini, kuadran nomor satu). Tidak jarang pada mesin CNC bahwa titik akhir yang dibutuhkan dalam program berada di kuadran lain. Ketika ini terjadi, setidaknya salah satu koordinat harus ditentukan sebagai minus. Gambar 1 menunjukkan satu aplikasi umum ketika titik akhir berada di keempat kuadran dan koordinat negatif harus ditentukan.
Gerakan Absolut Versus Inkremental
Semua diskusi sampai saat ini mengasumsikan bahwa mode pemrograman absolut digunakan. Dalam mode absolut, titik akhir untuk semua gerakan akan ditentukan dari titik nol program. Untuk pemula, ini biasanya merupakan metode terbaik dan termudah untuk menentukan titik akhir untuk perintah gerak. Namun, ada cara lain untuk menentukan titik akhir untuk gerakan sumbu.
Dalam mode inkremental, titik akhir untuk gerakan ditentukan dari posisi pahat saat ini, bukan dari program nol. Dengan metode perintah gerak ini, programmer harus selalu bertanya, "Seberapa jauh saya harus memindahkan alat?" Meskipun ada kalanya mode inkremental bisa sangat membantu, secara umum, ini adalah metode yang lebih rumit dan sulit.
Berhati-hatilah saat membuat perintah gerak. Pemula memiliki kecenderungan untuk berpikir secara bertahap. Jika bekerja dalam mode absolut (seperti yang seharusnya dilakukan oleh pemula), programmer harus selalu bertanya "Ke posisi apa alat harus dipindahkan?" Posisi ini relatif terhadap program nol, bukan dari posisi alat saat ini. Gambar 2 menunjukkan dua rangkaian gerakan yang identik, satu dalam mode inkremental dan yang lainnya dalam mode absolut.
Selain membuatnya sangat mudah untuk menentukan posisi saat ini untuk perintah apa pun, manfaat lain dari bekerja dalam mode absolut berkaitan dengan kesalahan yang dibuat selama perintah gerak. Dalam mode absolut, jika kesalahan gerakan dibuat dalam satu perintah program, hanya satu gerakan yang salah. Di sisi lain, jika kesalahan dibuat selama gerakan tambahan, semua gerakan dari titik kesalahan juga akan salah.
Menetapkan Nol Program
Ingatlah bahwa kontrol CNC harus diberi tahu lokasi program titik nol dengan satu atau lain cara. Bagaimana hal ini dilakukan bervariasi secara dramatis dari satu mesin CNC dan kontrol ke yang lain. Metode yang lebih lama adalah menetapkan program nol dalam program. Dengan metode ini, programmer memberi tahu kontrol seberapa jauh jarak dari titik nol program ke posisi awal mesin. Ini biasanya dilakukan dengan perintah G92 (atau G50) setidaknya di awal program dan mungkin di awal setiap alat.
Cara yang umumnya lebih baik untuk menetapkan program nol adalah melalui beberapa bentuk offset. Produsen kontrol pusat permesinan biasanya menyebut offset yang digunakan untuk menetapkan program nol offset fixture . Produsen pusat pembubutan biasanya menyebut offset yang digunakan untuk menetapkan nol program untuk setiap alat offset geometri . Lebih lanjut tentang bagaimana program nol dapat ditetapkan akan disajikan selama konsep kunci nomor empat.

Kredit Foto:Getty Images
Poin Lain Tentang Gerak Sumbu
Sampai saat ini, perhatian utama kami adalah menunjukkan kepada Anda bagaimana menentukan titik akhir dari setiap perintah gerak. Seperti yang telah Anda lihat, melakukan ini membutuhkan pemahaman tentang sistem koordinat persegi panjang. Namun, ada kekhawatiran lain tentang bagaimana mosi akan berlangsung. Misalnya, jenis gerakan (cepat, garis lurus, melingkar, dll.), dan kecepatan gerak (kecepatan umpan) juga akan menjadi perhatian programmer. Kami akan membahas pertimbangan lain ini selama konsep kunci nomor tiga.
Program CNC
Hampir semua kontrol CNC saat ini menggunakan format alamat kata untuk pemrograman. (Satu-satunya pengecualian untuk ini adalah kontrol percakapan tertentu.) Dengan format alamat kata, yang kami maksud adalah bahwa program CNC terdiri dari perintah seperti kalimat. Setiap perintah terdiri dari kata-kata CNC, yang masing-masing memiliki alamat surat dan nilai numerik. Alamat huruf (X, Y, Z, dll.) memberi tahu kontrol jenis kata dan nilai numerik memberi tahu kontrol nilai kata. Digunakan seperti kata-kata dan kalimat dalam bahasa Inggris, kata-kata dalam perintah CNC memberi tahu mesin CNC apa yang ingin kita lakukan saat ini.
Setiap kata memiliki alamat surat dan nilai numerik. Alamat surat memberitahu kontrol jenis kata. Pabrikan kontrol CNC berbeda-beda dalam hal bagaimana mereka menentukan nama kata (alamat surat) dan artinya. Pemrogram CNC pemula harus mengacu pada manual pemrograman produsen kontrol untuk menentukan nama dan arti kata. Berikut adalah daftar singkat dari beberapa jenis kata dan spesifikasi alamat surat yang umum.
Seperti yang Anda lihat, banyak alamat surat dipilih secara logis (T untuk pahat, S untuk spindel, F untuk laju umpan, dll.). Beberapa membutuhkan menghafal.
Ada dua alamat surat (G dan M) yang memungkinkan fungsi khusus untuk ditunjuk. Fungsi persiapan (G) menentukan biasanya digunakan untuk mengatur mode. Kami telah memperkenalkan mode absolut, yang ditentukan oleh G90 dan mode tambahan, ditentukan oleh G91. Ini hanyalah dua dari fungsi persiapan yang digunakan. Anda harus merujuk manual pabrikan kontrol Anda untuk menemukan daftar fungsi mesin Anda.
Seperti fungsi persiapan, fungsi lain-lain (M kata) memungkinkan berbagai fungsi khusus. Fungsi lain-lain biasanya digunakan sebagai sakelar yang dapat diprogram (seperti spindel on/off, coolant on/off, dan sebagainya). Mereka juga digunakan untuk memprogram banyak fungsi lain yang dapat diprogram dari peralatan mesin CNC.
Bagi seorang pemula, semua ini mungkin tampak seperti pemrograman CNC membutuhkan banyak hafalan. Tapi yakinlah bahwa hanya ada sekitar 30-40 kata berbeda yang digunakan dengan pemrograman CNC. Jika Anda dapat menganggap belajar pemrograman manual CNC seperti belajar bahasa asing yang hanya memiliki 40 kata, seharusnya tidak terlalu sulit.
Pemrograman titik desimal
Alamat surat tertentu (kata-kata CNC) memungkinkan spesifikasi bilangan real (angka yang memerlukan bagian dari bilangan bulat). Contohnya termasuk penunjuk sumbu X (X), penunjuk sumbu Y (Y), dan penunjuk jari-jari (R). Hampir semua kontrol CNC model saat ini memungkinkan titik desimal digunakan dalam spesifikasi setiap alamat huruf. Misalnya, X3.0625 dapat digunakan untuk menentukan posisi di sepanjang sumbu X.
Di sisi lain, beberapa alamat surat digunakan untuk menentukan bilangan bulat. Contohnya termasuk penunjuk kecepatan spindel (S), penunjuk stasiun pahat (T), nomor urut (N), fungsi persiapan (G), dan fungsi lain-lain (M). Untuk jenis kata ini, sebagian besar kontrol tidak memungkinkan titik desimal yang akan digunakan. Pemrogram pemula harus mengacu pada manual pemrograman pabrik kontrol CNC untuk mengetahui kata mana yang memungkinkan penggunaan titik desimal.
Fungsi lain yang dapat diprogram
Semua kecuali mesin CNC yang paling sederhana memiliki fungsi yang dapat diprogram selain hanya gerakan sumbu. Dengan peralatan CNC yang canggih saat ini, hampir semua hal tentang mesin dapat diprogram. Pusat permesinan CNC, misalnya, memungkinkan kecepatan dan arah spindel, cairan pendingin, penggantian pahat, dan banyak fungsi mesin lainnya untuk diprogram. Dengan cara yang sama, pusat pembubutan CNC memungkinkan kecepatan dan arah spindel, cairan pendingin, indeks turret, dan tailstock untuk diprogram. Dan semua bentuk peralatan CNC akan memiliki serangkaian fungsi yang dapat diprogram. Selain itu, aksesori tertentu seperti sistem probing, sistem pengukuran panjang pahat, pengubah palet, dan sistem kontrol adaptif mungkin juga tersedia dan memerlukan pertimbangan pemrograman.
Daftar fungsi yang dapat diprogram akan sangat bervariasi dari satu mesin ke mesin berikutnya, dan pengguna harus mempelajari fungsi yang dapat diprogram ini untuk setiap mesin CNC yang akan digunakan. Dalam konsep kunci nomor dua , kita akan melihat lebih dekat apa yang biasanya dapat diprogram pada berbagai bentuk peralatan mesin CNC.
Pelajari lebih lanjut tentang konsep kunci kontrol numerik komputer:
Konsep Kunci CNC #2—Kenali Mesin Anda
Konsep Kunci CNC #3—Memahami Jenis Gerak CNC
Konsep Kunci CNC #4—Bentuk Kompensasi
Konsep Kunci CNC #5—Pentingnya Pemformatan Program
Konsep Kunci CNC #6—Metode Untuk Pemrograman CNC
Konsep Kunci CNC #7—Mengetahui Mesin Dari Sudut Pandang Operator
Konsep Kunci CNC #8—Mode Pengoperasian Mesin
Konsep Kunci CNC #9—Urutan Kunci Operasi
Konsep Kunci CNC #10—Memverifikasi Program CNC dengan Aman


