Kode-G Dijelaskan | Daftar Perintah G-code Paling Penting
Jika pekerjaan atau hobi Anda berkorelasi dengan mesin CNC atau printer 3D, maka memahami apa itu kode-G dan cara kerjanya sangat penting bagi Anda. Jadi, dalam tutorial ini kita akan mempelajari dasar-dasar bahasa G-code, apa perintah G-code yang paling penting atau umum dan kami akan menjelaskan cara kerjanya.
Apa itu G-code?
G-kode adalah bahasa pemrograman untuk mesin CNC (Computer Numerical Control). G-code adalah singkatan dari "Geometric Code". Kami menggunakan bahasa ini untuk memberi tahu mesin apa yang harus dilakukan atau bagaimana melakukan sesuatu. Perintah kode-G menginstruksikan mesin ke mana harus bergerak, seberapa cepat bergerak, dan jalur apa yang harus diikuti.
Dalam kasus perkakas mesin seperti bubut atau gilingan, pahat pemotong digerakkan oleh perintah ini untuk mengikuti jalur pahat tertentu, memotong material untuk mendapatkan bentuk yang diinginkan.
Demikian pula, dalam hal manufaktur aditif atau printer 3D, perintah kode-G menginstruksikan mesin untuk menyimpan material, lapis demi lapis, membentuk bentuk geometris yang presisi.
Bagaimana cara membaca Perintah G-code?
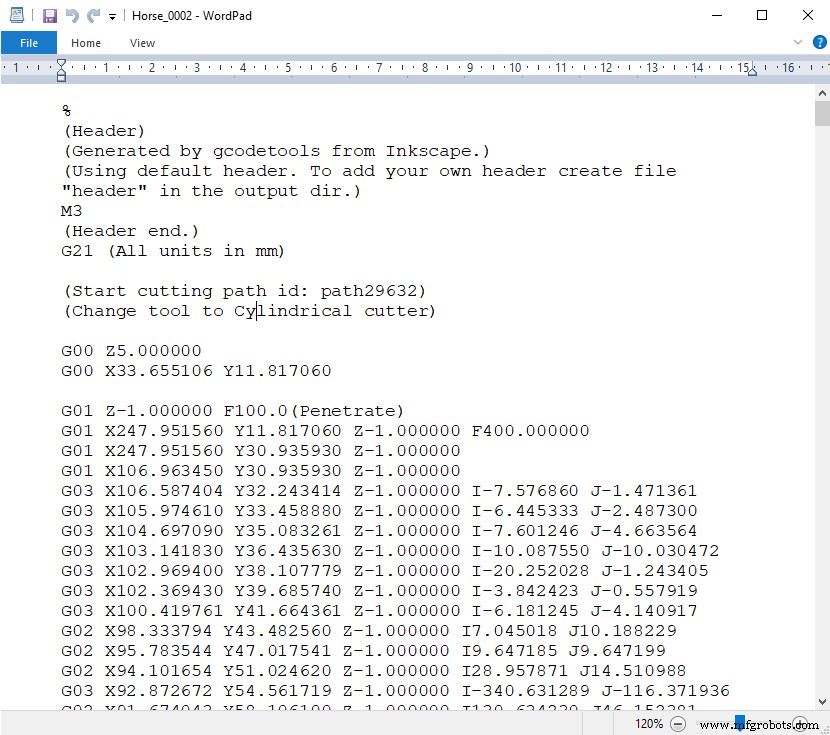
Sekilas, ketika Anda melihat file G-code, mungkin terlihat cukup rumit tetapi sebenarnya tidak terlalu sulit untuk dipahami.
Jika kita melihat lebih dekat pada kode, kita dapat melihat bahwa sebagian besar baris memiliki struktur yang sama. Tampaknya bagian "rumit" dari kode-G adalah semua angka yang kita lihat, yang hanya merupakan koordinat Cartesian.
Mari kita lihat satu baris dan jelaskan cara kerjanya.
G01 X247.951560 Y11.817060 Z-1.000000 F400.000000
Baris memiliki struktur sebagai berikut:
G## X## Y## Z## F##
Pertama adalah perintah kode-G dan dalam hal ini adalah G01 yang berarti “bergerak dalam garis lurus ke posisi tertentu”.
Kami menyatakan posisi atau koordinat dengan X , Y dan Z nilai.
Terakhir, dengan F nilai kami menetapkan kecepatan umpan , atau kecepatan eksekusi gerakan.
Sebagai penutup, garis G01 X247.951560 Y11.817060 Z-1.000000 F400 memberi tahu mesin CNC untuk bergerak lurus dari posisinya saat ini ke koordinat X247.951560, Y11.817060 dan Z-1.000000 dengan kecepatan 400 mm / menit Satuannya adalah mm/mnt karena jika kita melihat kembali gambar contoh kode G, kita dapat melihat bahwa kita telah menggunakan perintah G21 yang menetapkan satuan ke mililimiter. Jika kita menginginkan satuan dalam inci, kita gunakan perintah G20 sebagai gantinya.
Perintah Kode-G yang Paling Penting/ Umum
Jadi, sekarang setelah kita mengetahui cara membaca baris kode-G, kita dapat melihat perintah kode-G yang paling penting atau umum digunakan. Kita akan mempelajari bagaimana masing-masing dari mereka bekerja melalui beberapa contoh, dan pada akhir tutorial ini kita akan dapat memahami sepenuhnya bagaimana G-code bekerja, bagaimana membaca, bagaimana memodifikasi dan bahkan bagaimana menulis G-code kita sendiri.
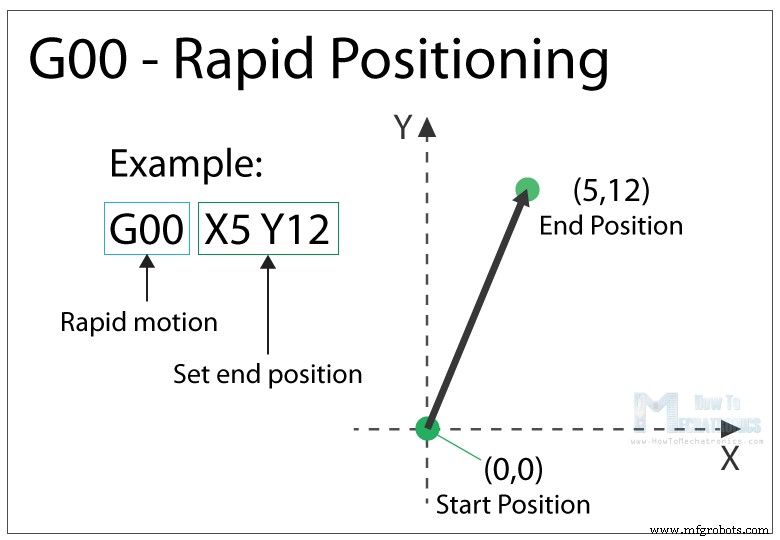
G00 – Penentuan Posisi Cepat
G00 perintah menggerakkan mesin dengan kecepatan perjalanan maksimum dari posisi saat ini ke titik tertentu atau koordinat yang ditentukan oleh perintah. Mesin akan menggerakkan semua sumbu secara bersamaan sehingga mereka menyelesaikan perjalanan secara bersamaan. Ini menghasilkan pergerakan garis lurus ke titik posisi baru.
G00 adalah gerakan non-pemotongan, dan tujuannya adalah untuk memindahkan mesin dengan cepat ke posisi yang diinginkan untuk memulai beberapa jenis pekerjaan, seperti memotong atau mencetak.
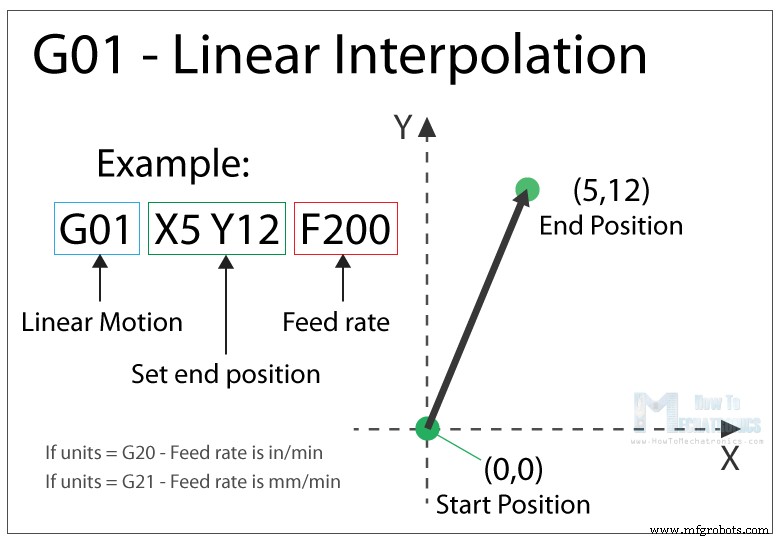
G01 – Interpolasi Linier
G01 Perintah kode-G menginstruksikan mesin untuk bergerak dalam garis lurus pada laju atau kecepatan umpan yang ditetapkan. Kami menentukan posisi akhir dengan X , Y dan Z nilai, dan kecepatan dengan F nilai. Pengontrol mesin menghitung (menginterpolasi) titik-titik perantara yang harus dilalui untuk mendapatkan garis lurus itu. Meskipun perintah kode-G ini sederhana dan cukup intuitif untuk dipahami, di belakangnya, pengontrol mesin melakukan ribuan kalkulasi per detik untuk membuat gerakan ini.
Berbeda dengan perintah G00 yang digunakan hanya untuk penentuan posisi, perintah G01 digunakan saat mesin melakukan pekerjaan utamanya. Untuk mesin bubut atau gilingan, memotong bahan dalam garis lurus, dan untuk printer 3D, mengekstrusi bahan dalam garis lurus.
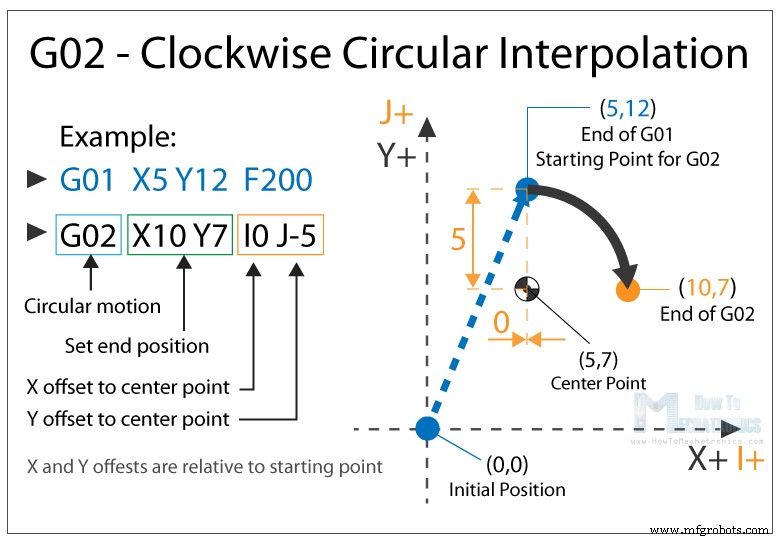
G02 – Interpolasi Melingkar Searah Jarum Jam
G02 perintah memberitahu mesin untuk bergerak searah jarum jam dalam pola melingkar. Ini adalah konsep yang sama dengan perintah G01 dan digunakan saat melakukan proses pemesinan yang sesuai. Selain parameter titik akhir, di sini kita juga perlu menentukan pusat putaran, atau jarak titik awal busur dari titik pusat busur. Titik awal sebenarnya adalah titik akhir dari perintah sebelumnya atau titik saat ini.
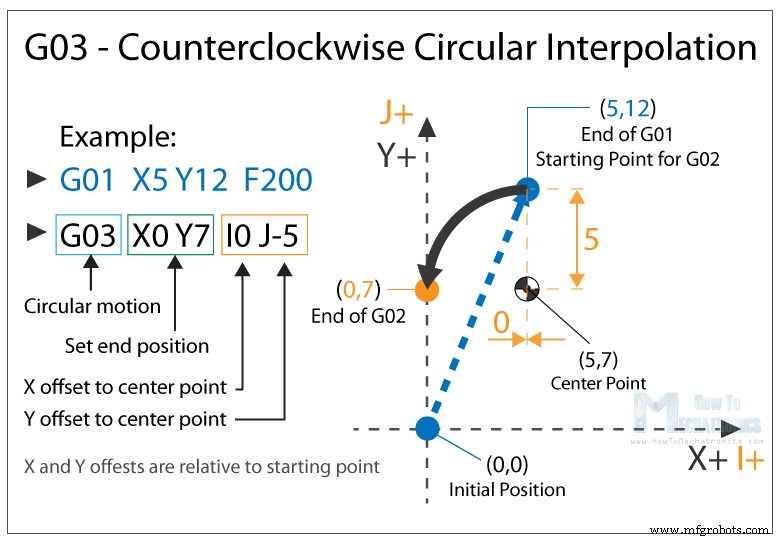
Untuk pemahaman yang lebih baik, kita akan menambahkan perintah G02 setelah perintah G01 dari contoh sebelumnya.
Jadi, dalam contoh pertama kita memiliki perintah G01 yang memindahkan mesin ke titik X5, Y12. Sekarang ini akan menjadi titik awal untuk perintah G02. Dengan parameter X dan Y dari perintah G02 kami menetapkan titik akhir. Sekarang untuk sampai ke titik akhir ini menggunakan gerakan melingkar atau menggunakan busur, kita perlu menentukan titik pusatnya. Kami melakukannya dengan menggunakan parameter I dan J. Nilai I dan J relatif terhadap titik awal, atau titik akhir dari perintah sebelumnya. Jadi, untuk mendapatkan titik tengah ke X5 dan Y7, kita perlu membuat offset 0 sepanjang sumbu X, dan offset -5 sepanjang sumbu Y.
Tentu saja, kita dapat mengatur titik pusat di tempat lain, sehingga kita akan mendapatkan busur berbeda yang berakhir di titik akhir yang sama. Ini contohnya:
Jadi, di sini kita masih memiliki titik akhir yang sama seperti contoh sebelumnya (X10, Y7), tetapi titik pusatnya sekarang berada di posisi yang berbeda (X0, Y2). Dengan ini kami mendapatkan busur yang lebih lebar dibandingkan dengan yang sebelumnya.
Lihat juga: Cara Menyiapkan GRBL &Mengontrol Mesin CNC dengan Arduino
G00, G01, G02 Contoh – Pemrograman G-code Manual
Mari kita lihat contoh penggilingan CNC sederhana menggunakan tiga perintah kode-G utama ini, G00, G01 dan G02.
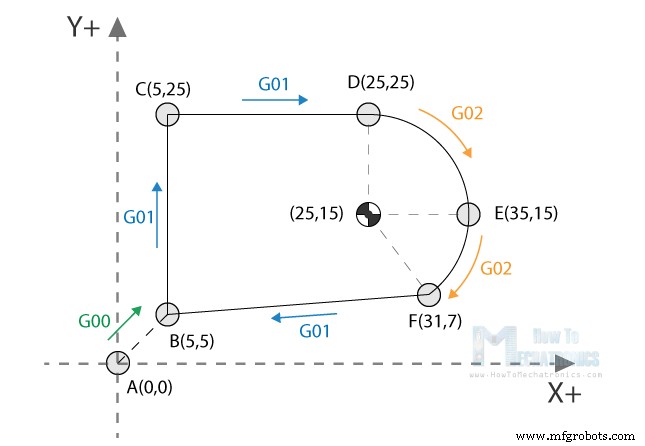
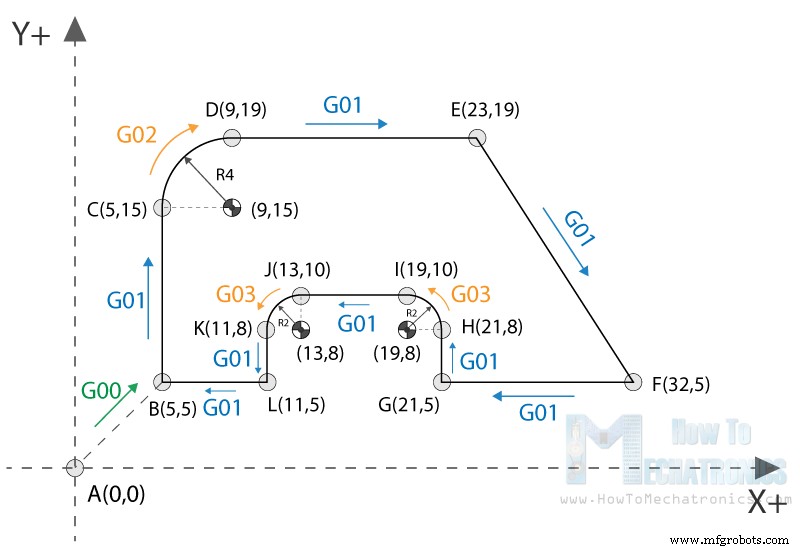
Untuk mendapatkan toolpath untuk bentuk yang ditunjukkan pada gambar di atas kita perlu mengikuti perintah G-code:
G00 X5 Y5 ; point B
G01 X0 Y20 F200 ; point C
G01 X20 Y0 ; point D
G02 X10 Y-10 I0 J-10 ; point E
G02 X-4 Y-8 I-10 J0 ; point F
G01 X-26 Y-2 ; point BCode language: Arduino (arduino)
Dengan G00 pertama perintah, kami dengan cepat membawa mesin dari rumah atau posisi awal ke titik B(5,5). Dari sini kita mulai dengan "memotong" pada laju umpan 200 menggunakan G01 memerintah. Kita dapat mencatat di sini bahwa untuk mendapatkan dari titik B(5,5) ke titik C(5,25) kita menggunakan nilai untuk X dan Y relatif terhadap titik awal B. Jadi, +20 satuan dalam arah Y akan membawa kita ke titik C(5,25). Sebenarnya, ini tergantung apakah kita telah memilih mesin untuk menginterpretasikan koordinat sebagai absolut atau relatif. Kami akan menjelaskannya di bagian selanjutnya.
Setelah kita mencapai titik C(5,25), kita memiliki perintah G01 lain untuk mencapai titik D(25,25). Kemudian kita menggunakan perintah G02, gerakan melingkar, untuk sampai ke titik E (35,15), dengan titik pusat (25,15). Kami sebenarnya memiliki titik pusat yang sama (25,15) untuk perintah G02 berikutnya, untuk sampai ke titik F (31,7). Namun, kita harus mencatat bahwa parameter I dan J berbeda dari perintah sebelumnya, karena kita mengimbangi pusat dari titik akhir terakhir atau titik E. Kita menyelesaikan toolpath dengan perintah G01 lain yang membawa kita dari titik F(31, 7) kembali ke poin B(5,5).
Jadi, begitulah cara kita memprogram G-code secara manual untuk membuat bentuk ini. Padahal, kita perlu mencatat bahwa ini bukan G-code yang lengkap, karena kita kehilangan beberapa perintah dasar. Kami akan membuat kode-G lengkap dalam contoh selanjutnya karena kami harus terlebih dahulu menjelaskan perintah kode-G tersebut.
G03 – Interpolasi Melingkar Berlawanan arah jarum jam
Sama seperti G02, G03 Perintah G-code mendefinisikan mesin untuk bergerak dalam pola melingkar. Satu-satunya perbedaan di sini adalah bahwa gerakannya berlawanan arah jarum jam. Semua fitur dan aturan lainnya sama dengan perintah G02.
Jadi, dengan tiga perintah kode-G utama ini, G01 , G02 dan G03 kita dapat menghasilkan jalur alat untuk, secara harfiah, bentuk apa pun yang kita inginkan. Anda mungkin bertanya-tanya sekarang bagaimana mungkin, tetapi itu sebenarnya tugas yang mudah untuk komputer dan perangkat lunak CAM. Ya, memang benar terkadang kami dapat membuat program kode-G secara manual, tetapi sebagian besar waktu kami melakukannya dengan perangkat lunak yang sesuai yang jauh lebih mudah dan aman.
Namun demikian, sekarang jelaskan beberapa perintah yang lebih penting dan umum digunakan dan pada akhirnya buat contoh kode-G yang nyata.
G20/ G21 – Pemilihan Unit
Perintah G20 dan G21 menentukan unit kode-G, baik inci atau milimeter.
G20 =inci
G21 =milimeter
Kita perlu mencatat bahwa unit harus ditetapkan di awal program. Jika kita tidak menentukan unit, mesin akan mempertimbangkan set default oleh program sebelumnya.
G17/ G18/ G18 – Pemilihan Bidang G-code
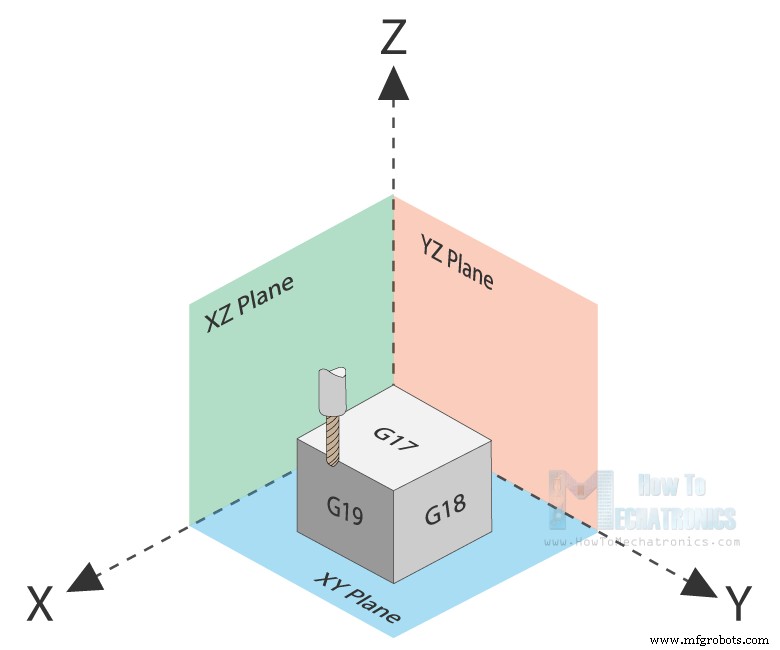
Dengan perintah kode-G ini, kami memilih bidang kerja mesin.
G17 – bidang XY
G18 – pesawat XZ
G19 – pesawat YZ
G17 adalah default untuk sebagian besar mesin CNC, tetapi dua lainnya juga dapat digunakan untuk mencapai gerakan tertentu.
G28 – Pulang ke Rumah
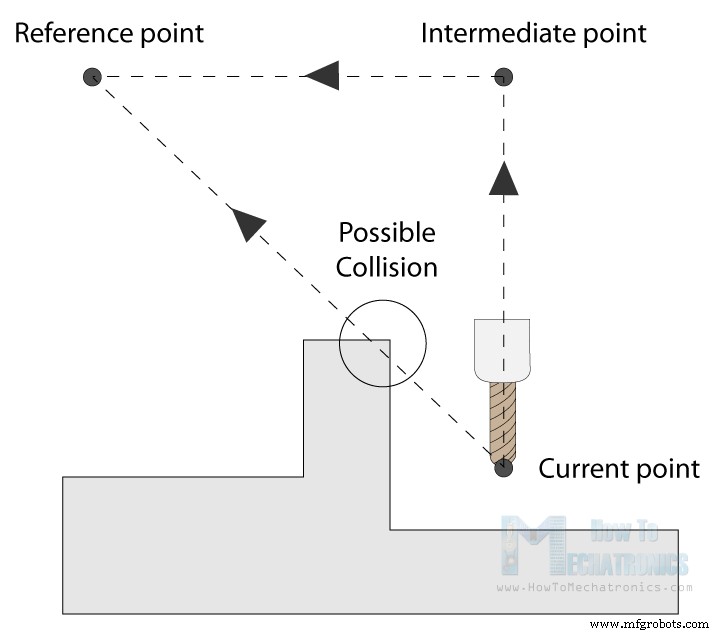
G28 perintah memberitahu mesin untuk memindahkan alat ke titik referensi atau posisi awal. Untuk menghindari tabrakan, kita dapat memasukkan titik perantara dengan parameter X, Y dan Z. Alat akan melewati titik tersebut sebelum menuju ke titik referensi. G28 X## Y## Z##
Posisi home dapat ditentukan dengan perintah G28.1 X## Y## Z## .
G90/ G91 – Memposisikan perintah kode-G
Dengan perintah G90 dan G91, kami memberi tahu mesin cara menafsirkan koordinat. G90 adalah untuk mode absolut dan G91 adalah untuk mode relatif .
Dalam mode absolut, posisi pahat selalu dari titik absolut atau nol. Jadi perintah G01 X10 Y5 akan membawa alat ke titik yang tepat (10,5), terlepas dari posisi sebelumnya.
Di sisi lain, dalam mode relatif, posisi alat relatif terhadap titik terakhir. Jadi jika mesin saat ini di titik (10,10), perintah G01 X10 Y5 akan membawa alat ke titik (20,15). Mode ini juga disebut “mode tambahan”.
Perintah dan Aturan Lainnya
Jadi, perintah G-code yang kami jelaskan di atas adalah yang paling umum tetapi masih banyak lagi. Ada perintah seperti kompensasi pemotong, penskalaan, sistem koordinat kerja, tempat tinggal, dll.
Selain kode-G, ada juga perintah kode-M yang digunakan saat membuat program kode-G yang lengkap. Berikut adalah beberapa perintah kode-M yang umum:
M00 – Program berhenti
M02 – Akhir program
M03 – Spindle AKTIF – searah jarum jam
M04 – Spindle AKTIF – berlawanan arah jarum jam
M05 – Penghenti spindel
M06 – Perubahan alat
M08 – Genangan banjir AKTIF
M09 – Banjir colant MATI
M30 – Akhir program
Untuk printer 3D:
M104 – Mulai pemanasan alat ekstruder
M109 – Tunggu sampai extruder mencapai T0
M140 – Mulai pemanasan tempat tidur
M190 – Tunggu sampai tempat tidur mencapai T0
M106 – Setel kecepatan kipas
Beberapa dari perintah ini membutuhkan parameter yang sesuai. Misalnya, saat menyalakan spindel dengan M03, kita dapat mengatur kecepatan spindel menggunakan parameter S. Jadi, baris M30 S1000 akan menyalakan spindel dengan kecepatan 1000 RPM.
Kami juga dapat mencatat bahwa banyak kode yang modal , yang berarti kode tersebut tetap berlaku hingga dibatalkan atau diganti dengan kode lain. Misalnya, kita memiliki kode untuk gerakan pemotongan linier G01 X5 Y7 F200 . Jika gerakan selanjutnya lagi pemotongan linier, kita cukup mengetikkan koordinat X dan Y, tanpa tulisan G01 di depan.
Hal yang sama berlaku untuk parameter laju umpan F. Kita tidak harus menyertakannya di setiap baris kecuali jika kita ingin mengubah nilainya.
Di beberapa file G-code Anda juga dapat melihat “N## ” di depan perintah. Kata N sederhana untuk memberi nomor pada baris atau blok kode. Itu dapat membantu untuk mengidentifikasi baris tertentu jika terjadi kesalahan dalam program besar.
Contoh Program G-code Sederhana
Namun demikian, setelah membaca semua ini, sekarang kita dapat secara manual membuat kode yang nyata dan aktual. Ini contohnya:
%
G21 G17 G90 F100
M03 S1000
G00 X5 Y5 ; point B
G01 X5 Y5 Z-1 ; point B
G01 X5 Y15 Z-1 ; point C
G02 X9 Y19 Z-1 I4 J0 ; point D
G01 X23 Y19 Z-1 ; point E
G01 X32 Y5 Z-1 ; point F
G01 X21 Y5 Z-1 ; point G
G01 X21 Y8 Z-1 ; point H
G03 X19 Y10 Z-1 I-2 J0 ; point I
G01 X13 Y10 Z-1 ; point J
G03 X11 Y8 Z-1 I0 J-2 ; point K
G01 X11 Y5 Z-1 ; point L
G01 X5 Y5 Z-1 ; point B
G01 X5 Y5 Z0
G28 X0 Y0
M05
M30
%Code language: Arduino (arduino)
Deskripsi program kode-G:
Inisialisasi kode. Karakter ini (%) selalu ada di awal dan di akhir program.
Garis pengaman:Setel pemrograman dalam sistem metrik (semua dimensi dalam mm), bidang XY, pemosisian absolut, dan laju umpan 100 inci/menit.
Putar searah jarum jam dengan kecepatan 1000 RPM.
Pemosisian cepat ke B(5,5).
Gerakan terkontrol pada posisi yang sama, tetapi menurunkan alat ke -1.
Gerakan pemotongan linier ke posisi C(5,15).
Gerakan melingkar searah jarum jam ke titik D(9,19), dengan titik pusat di (9,15).
Pemotongan linier ke titik E(23,19).
Pemotongan linier ke titik F(32,5).
Pemotongan lurus yang sama ke titik G (21,5).
Satu potong lurus lagi ke titik H(21,8).
Interpolasi melingkar berlawanan arah jarum jam ke posisi I(19,10), dengan titik pusat di (19,8).
Pemotongan linier ke titik J(13,10).
Pemotongan melingkar berlawanan arah jarum jam ke posisi K(11,8), dengan titik tengah di (13,8).
Pemotongan linier ke posisi L(11,5).
Gerakan pemotongan linier terakhir ke posisi B(5,5).
Bangun alatnya.
Pergi ke posisi awal.
Berputar.
Program utama berakhir.
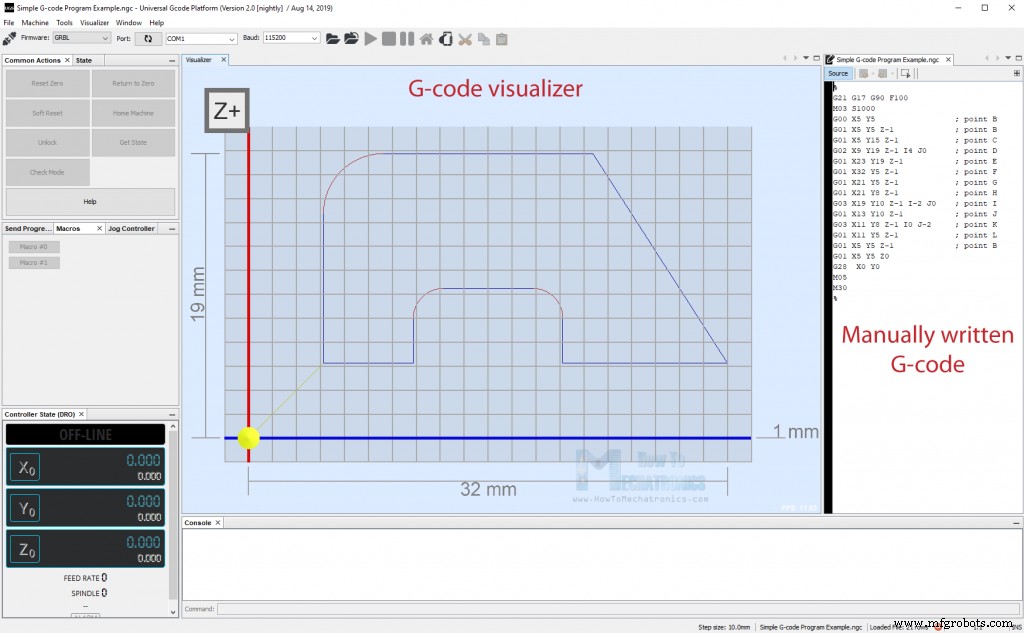
Berikut tampilan kode yang siap dikirim ke mesin CNC kami melalui perangkat lunak Universal G-code Sender:
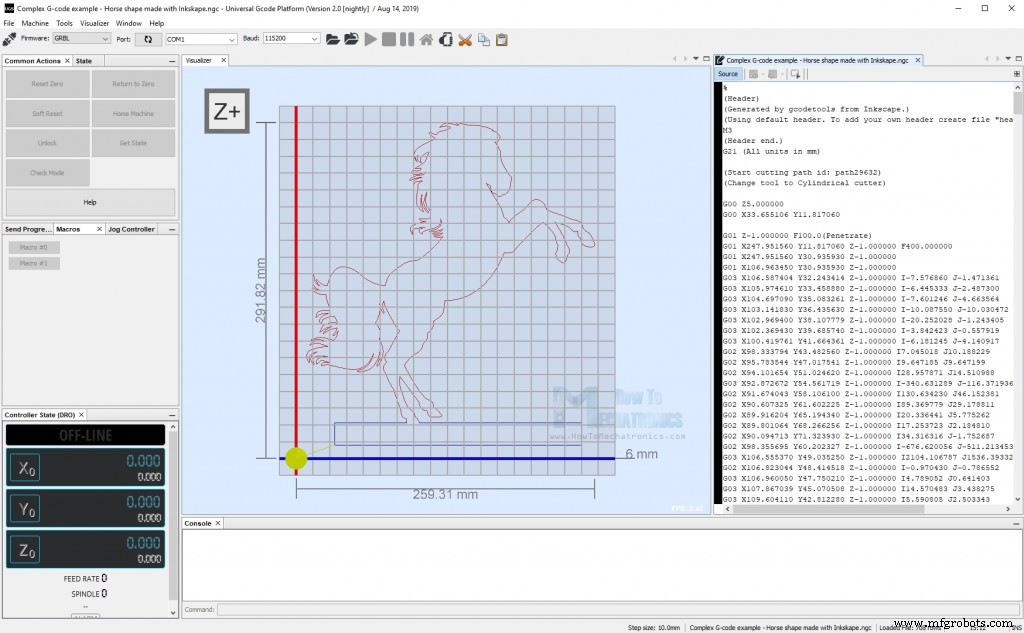
Jadi, dengan menggunakan perintah kode-G utama yang dijelaskan di atas, kami berhasil menulis kode-G kami sendiri yang lengkap. Tentu saja, contoh ini cukup sederhana dan untuk bentuk yang lebih kompleks kita pasti perlu menggunakan perangkat lunak CAM. Berikut ini contoh kode-G kompleks dari bentuk Kuda:
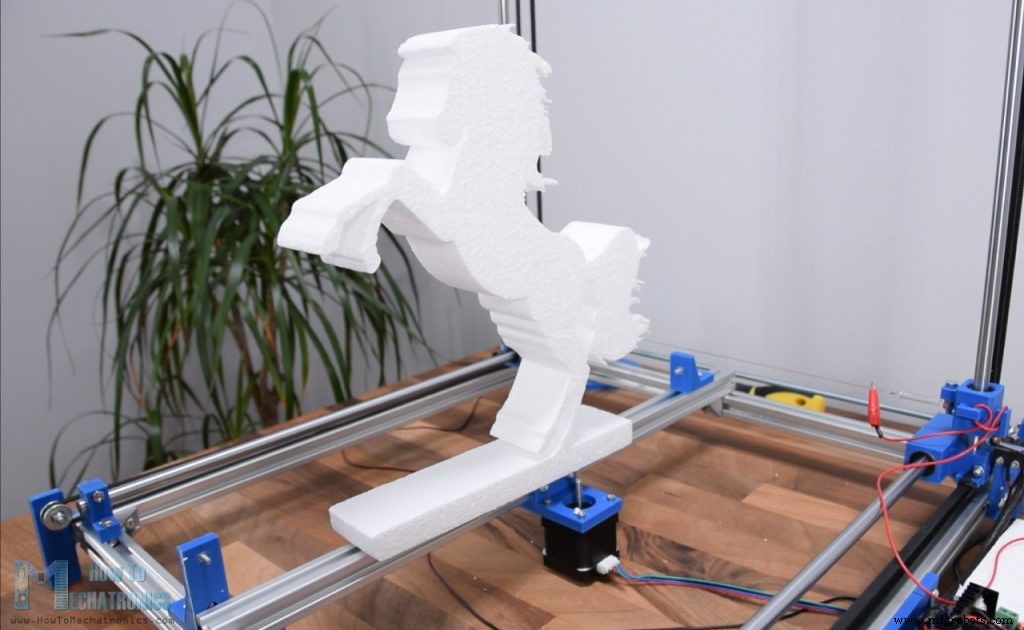
Sebagai perbandingan, kode ini memiliki sekitar 700 baris, tetapi semuanya dihasilkan secara otomatis. G-code dibuat menggunakan Inkscape sebagai contoh untuk Mesin Pemotong Busa CNC Arduino DIY saya. Berikut bagaimana bentuknya:
Anda dapat memeriksa tutorial khusus saya untuk detail lebih lanjut tentang mesin ini.
Kesimpulan
Jadi, kami membahas dasar-dasar kode-G, menjelaskan perintah kode-G yang paling penting dan umum, dan secara manual membuat kode-G kami sendiri. Lagi pula, saya pikir memahami kode-G tidak terlalu sulit. Tentu saja, ada begitu banyak perintah dan fitur lain yang digunakan dalam permesinan CNC atau pencetakan 3D yang harus kita ketahui, tetapi lebih banyak tentang itu di beberapa tutorial lainnya.
Jika Anda merasa artikel ini bermanfaat, bagikan kepada penggemar pencetakan CNC dan 3D lainnya. Juga jangan ragu untuk mengajukan pertanyaan apa pun di bagian komentar di bawah.