G75 Contoh Pemrograman Grooving CNC Siklus Kalengan
G75 adalah siklus alur dalam sumbu x.
Untuk deskripsi lengkap tentang grooving siklus G75, baca G75 Grooving Cycle ini.
Untuk format satu baris (one-block format) Fanuc G75 baca Fanuc G75 Grooving Cycle One-Line Format.
Anda mungkin menemukan contoh pemrograman cnc siklus grooving G75 lainnya di sini Contoh Program CNC Siklus Grooving G75 Fanuc.
Penjelasan Parameter Siklus Grooving Fanuc G75
N10 G75 R
N20 G75 X Z P Q R
G75 Blok Pemrograman CNC Pertama
R =Jumlah pengembalian
G75 Blok Pemrograman CNC Kedua
X =Kedalaman Alur.
Z =Posisi alur terakhir pada sumbu z.
P =Peck increment pada sumbu x
Q =Melangkah dalam z- axis.
R =Jumlah relief di akhir pemotongan.
G75 Contoh Pemrograman Grooving CNC Cycle Grooving
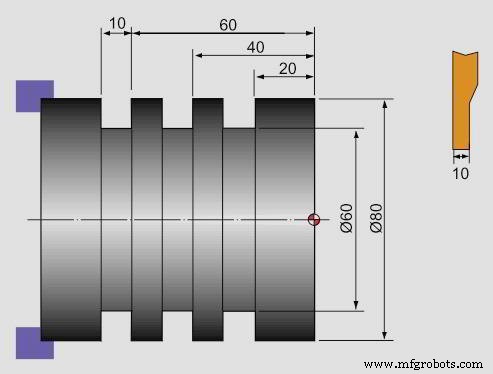
Contoh Pemrograman CNC Grooving Siklus Kalengan G75
N10 G50 S500 T0100
N20 G97 S400 M03
N30 G00 X90.0 Z1.0 T0101
N40 X82.0 Z-60.0
N50 G75 R1.0
N60 G75 X60.0 Z-20.0 P3000 Q20000 F0.1
N70 G00 X90.0
N80 X200.0 Z200.0 T0100
N90 M30


