Contoh Pemrograman Sinumerik 810 Pabrik CNC
Contoh pemrograman Siemens Sinumerik 810 untuk menunjukkan bagaimana masinis cnc dapat menyudutkan Radius.
Kontrol CNC Sinumerik 810 menggunakan U+ untuk radius (lihat contoh di bawah).
Kontrol CNC Sinumerik 810 menggunakan U- untuk talang.
U harus berupa nilai numerik positif seperti misalnya U5, ini akan menggambar radius 5 mm.
Untuk setting tool offset pada Sinumerik 810 baca Work Offset Setting pada Hermle UWF 851 CNC Mill with Sinumerik Control
Contoh pemrograman cnc ini berfungsi pada,
- SINUMERIK 810G
- SINUMERIK 820G
Contoh Pemrograman Sinumerik 810
Contoh Pemrograman Sinumerik 810
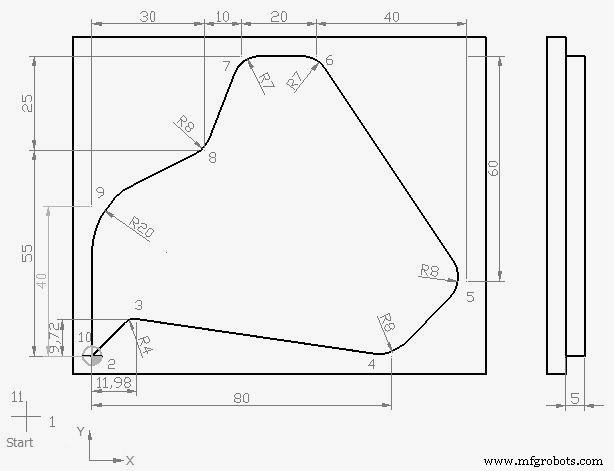
N5 G00 G54 G64 G90 G17 X-20 Y-20 Z50
N10 S450 M03 F250 D01 (12.5 MM DIA)
N15 C0
N20 Z5
N25 G01 Z0
N30 Z-5
N35 G42 X0 Y0
N40 X10 Y10 U4
N45 X80 Y0 U8
N50 X100 Y20 U8
N55 X60 Y80 U7
N60 X40 Y80 U7
N65 X30 Y55 U8
N70 X0 Y40 U20
N80 X0 Y0
N85 G40 X-20 Y-20
N90 G00 Z50
N95 Y100
N100 M30
Penjelasan Sinumerik 810 G-Codes
G00 :Lintasan cepat.
G54 :Nol Offset No. 1.
G64 :Operasi jalur berkelanjutan.
G90 :Sistem dimensi absolut.
G17 :Pemilihan rencana X-Y.
G42 :Aktivasi kompensasi radius pemotong (pergerakan sisi kanan)
G40 :Kompensasi radius pemotong tidak aktif
S :Kecepatan spindel
F :Pengumpan gerakan sumbu
M :Gerakan pemotong (3=searah jarum jam, 4=berlawanan arah jarum jam)
D :Alat no
M30 :Akhir dari program utama


