Perbedaan Antara Jig dan Perlengkapan &Pertimbangan Desainnya
Apa perbedaan antara jig dan fixture? Sudah biasa melihat mereka bersama. Namun, mereka tidak dapat dipertukarkan meskipun tujuan mereka sebanding. Meneliti bagaimana mereka digunakan untuk meningkatkan kualitas manufaktur, memotong biaya produksi, dan mengotomatisasi pekerjaan akan membantu kita lebih memahami variasi halus antara berbagai teknologi manufaktur.
Konsep manufaktur yang inovatif seperti Lean Production System, Cellular Manufacturing, Single Minute Exchange of Dies, dan Takt Time Analysis telah diperkenalkan ke dalam proses produksi. Untuk pendekatan inovatif ini, diperlukan sejumlah instrumen yang efektif dan berbiaya rendah serta perangkat penahan kerja. Baca terus untuk mengetahui lebih lanjut tentang perbedaan antara jig dan fixture.
Apa itu jig?
Jig adalah alat yang digunakan untuk menahan dan menemukan benda kerja selama proses produksi, serta untuk memandu alat pemotong.
Dengan kata lain, jig menahan benda kerja dan memandu pahat untuk meningkatkan reproduktifitas, presisi, dan produktivitas suku cadang yang diproduksi.
Jig bor adalah contoh umum dari jig. Mereka memandu bor saat membuat lubang di lokasi yang diinginkan. Memanfaatkan jig bor secara signifikan meningkatkan kecepatan produksi.
Jenis Jig
Di bawah ini adalah jenis-jenis jig.
1. Template jig
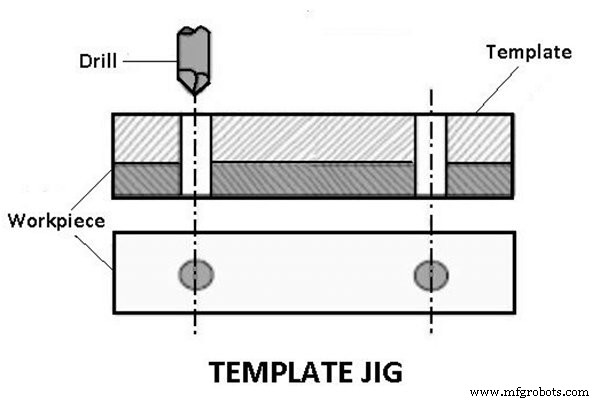
Model yang paling sederhana adalah template jig. Pelat, yang memiliki dua lubang, berfungsi sebagai templat untuk bagian yang akan dikerjakan dan dipasang padanya. Lubang template digunakan sebagai panduan untuk bor, dan lubang pada benda kerja dibor pada posisi relatif yang sama dengan yang ada di template.
2. Piring jig
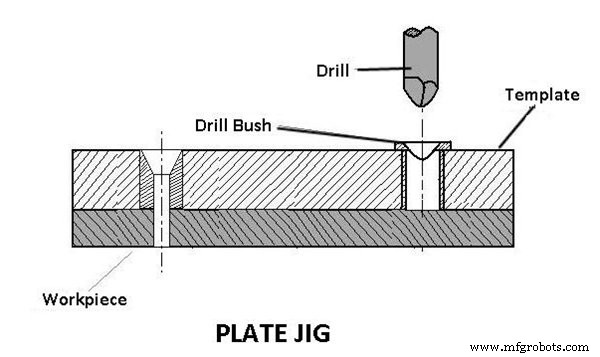
Jig pelat sudut digunakan untuk memperbaiki jig templat, lubang bor ditambahkan ke permukaan templat. Dengan jig pelat, jarak lubang yang tepat dapat dipertahankan saat mengebor komponen besar.
3. Saluran jig
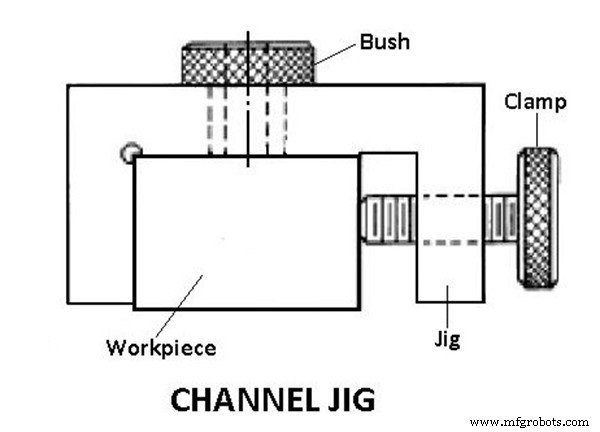
Jig saluran memiliki penampang yang menyerupai saluran. Memutar kenop knurled menempatkan dan menjepit komponen di dalam saluran. Semak bor berfungsi sebagai panduan untuk instrumen.
4. Diameter jig
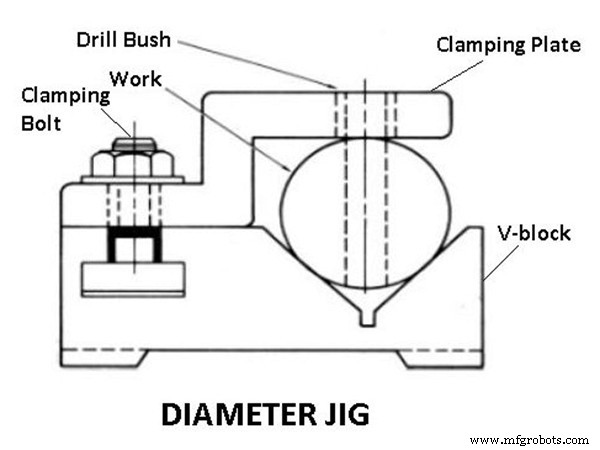
Pengeboran lubang radial pada benda kerja berbentuk silinder atau bola dapat dilakukan dengan jig diameter.
5. Daun jig
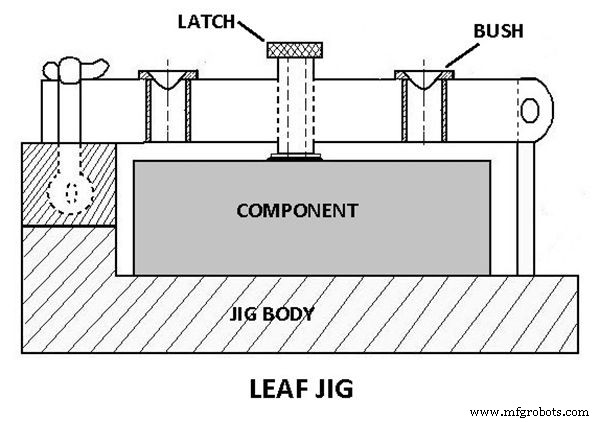
Bongkar muat dapat dilakukan dengan menggunakan daun pada jig.
6. Cincin jig
Untuk mengebor lubang pada benda dengan flens melingkar, digunakan ring jig. Lubang dibor dengan mengarahkan pahat melalui semak bor sementara benda kerja terpasang dengan aman ke badan bor.
7. Jig kotak
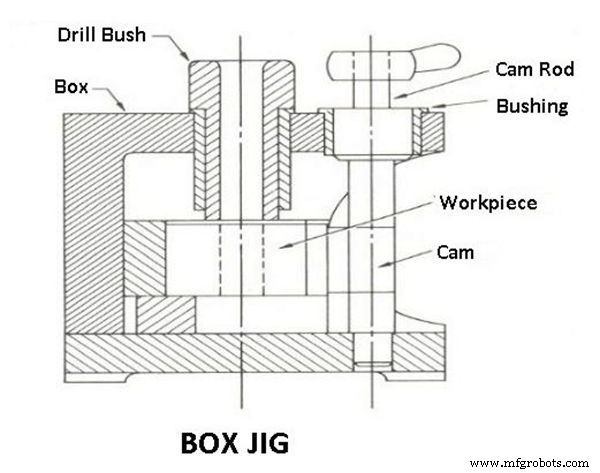
Jig jenis ini memiliki desain seperti kotak di mana benda tersebut dipegang erat sehingga dapat dibor atau dikerjakan dari berbagai sudut pada saat yang bersamaan.
Apa itu perlengkapan?
Perlengkapan digunakan dalam alat manufaktur yang memungkinkan otomatisasi dalam proses produksi. Ketika berbicara tentang proses industri otomatis, Anda akan kesulitan menemukannya tanpa perlengkapan. Perlengkapan yang menahan dan memandu mobil selama proses pengelasan dan perakitan.
Misalnya, Hal ini diperlukan untuk jalur perakitan mobil. Untuk memeriksa kualitas proses manufaktur, mereka juga dapat digunakan untuk menahan produk di tempatnya sementara pemindaian optik atau laser memeriksanya. Hampir tidak mungkin berjalan melalui fasilitas produksi tanpa menghadapi semacam perlengkapan.
Jenis perlengkapan
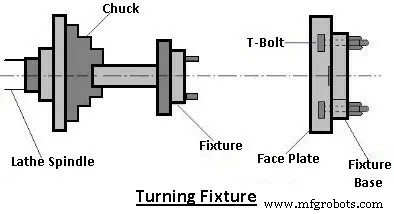
1. Perlengkapan belok
Mesin bubut memiliki perangkat penahan pekerjaan yang khas seperti chuck dan kolektor, di antara bagian tengah dan pada mandrel atau pelat muka, sehingga memudahkan untuk memegang benda kerja biasa. Namun, memegang komponen berbentuk aneh bisa menjadi tantangan.
Dalam chuck empat rahang atau menggunakan rahang lunak berbentuk, proyek berbentuk aneh sederhana juga dapat dipertahankan dalam chuck. Sebaliknya, benda kerja dengan bentuk kompleks harus tetap di tempatnya dengan bantuan perlengkapan putar. Benda kerja diamankan di tempatnya dengan perlengkapan ini, yang biasanya dipasang pada hidung spindel atau pelat muka.
2. Perlengkapan penggilingan
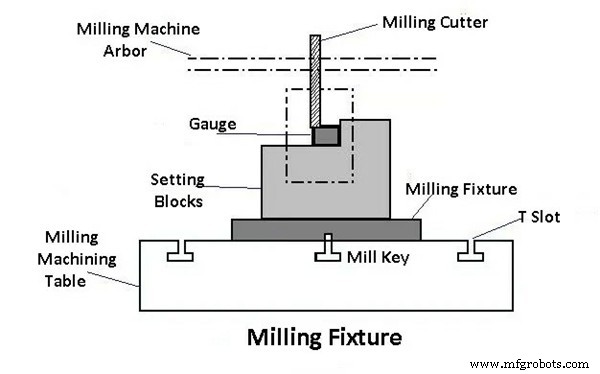
Benda kerja ditahan di tempatnya dengan perlengkapan penggilingan, yang biasanya dipasang pada hidung spindel atau pelat muka. Meja digeser dan diposisikan dalam kaitannya dengan pemotong untuk mencapai hasil yang diinginkan. Sebelum memulai proses, benda kerja ditempatkan di dasar fixture dan dijepit.
3. Perlengkapan memulai
Untuk menemukan, menahan, dan menopang benda kerja selama pengoperasian seperti alur alur pasak dan alur lubang, perlengkapan ini digunakan pada berbagai jenis mesin penggali. Pengeboran lubang tipe tarik internal dengan pelat penjepit sebagai perlengkapan.
4. Perlengkapan penggilingan
Mesin gerinda menggunakan berbagai perlengkapan untuk menemukan, menahan, dan menopang benda kerja saat sedang digiling. Perangkat penahan kerja seperti chuck, mandrel, dan sejenisnya dapat digunakan bersama dengan perlengkapan ini.
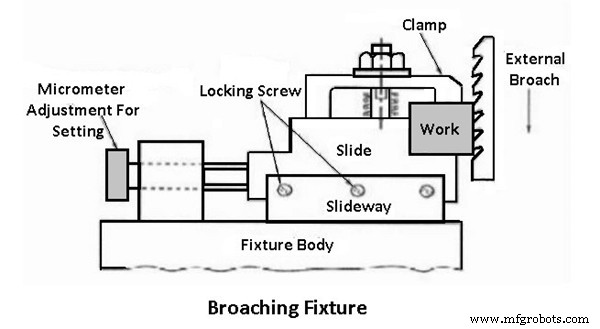
5. Perlengkapan membosankan
Konstruksi perlengkapan ini tidak perlu sekuat perlengkapan penggilingan karena tidak akan pernah mengalami beban pemotongan berat yang sama dengan perlengkapan penggilingan.
6. Perlengkapan pengindeksan
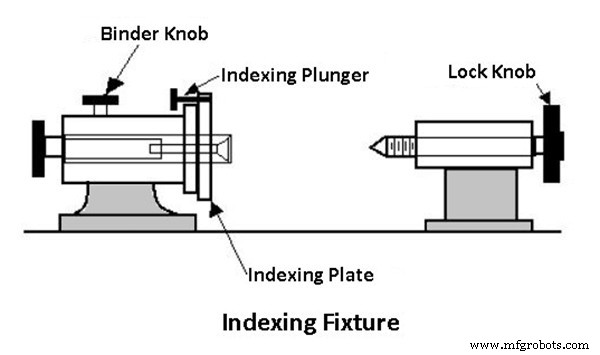
Beberapa komponen harus dikerjakan pada berbagai permukaan agar permukaan atau bentuknya yang dikerjakan memiliki jarak yang seragam. Untuk membuat permukaan sebanyak mungkin, elemen-elemen ini harus diindeks beberapa kali. Mekanisme pengindeksan yang sesuai dibangun di dalam perangkat penahan (jig atau perlengkapan). Perlengkapan pengindeksan adalah perlengkapan yang menyertakan perangkat yang dapat digunakan untuk mengindeks data.
7. Perlengkapan penyadapan
Untuk memotong ulir internal di lubang yang dibor, perlengkapan sadap dirancang untuk menahan dan menstabilkan komponen kerja yang identik. Bentuk yang tidak rata dan bagian yang tidak seimbang akan selalu memerlukan penggunaan perlengkapan tertentu, terutama bila diperlukan penyadapan yang diproduksi secara massal.
8. Perlengkapan dupleks
Perlengkapan yang menahan dua komponen identik pada saat yang sama dan memungkinkan mereka untuk dikerjakan secara bersamaan di dua stasiun yang berbeda dikenal sebagai perlengkapan dupleks.
9. Perlengkapan las
Perlengkapan untuk pengelasan dimaksudkan untuk menjaga struktur yang dilas dari distorsi selama proses karena mereka menahan dan mendukung berbagai komponen. Penjepitan harus ringan tetapi kuat, dan bagian penjepit harus ditempatkan cukup jauh dari area pengelasan agar dapat bekerja. Untuk bertahan dari gaya pengelasan, perlengkapan harus sangat kokoh dan kaku.
10. Perlengkapan perakitan
Tujuan dari fitting ini adalah untuk menahan berbagai bagian rakitan pada posisi relatif yang benar.
Jig vs. Fixtures:Apa Bedanya?
Jig vs fixture, apa bedanya ? Ada dua instrumen utama yang digunakan dalam proses produksi massal:jig dan fixture. Adalah umum bagi orang untuk salah menggunakan kedua nama tersebut sebagai sinonim, padahal sebenarnya keduanya menjalankan fungsi yang berbeda.
Jig memandu alat potong ke titik tertentu pada benda kerja yang telah ditentukan sebelumnya. Benda kerja ditopang dan ditempatkan dengan menggunakan perlengkapan. Tidak seperti jig, perlengkapan tidak menahan pahat pada tempatnya pada benda kerja.
Jika dibandingkan dengan perlengkapan, jig lebih kompak dan membutuhkan lebih sedikit bobot agar stabil saat mengalami tekanan pemotongan dan getaran yang tinggi. Berbeda dengan perlengkapan, jig dapat dipegang atau dilekatkan ke meja tergantung pada tugas yang ada dan tidak memerlukan alat tambahan.
Mengapa Jig Dan Perlengkapan Penting Dalam Pemesinan CNC?
Pemilihan jig dan perlengkapan yang cermat akan meningkatkan penghematan proses fabrikasi secara signifikan dengan memungkinkan pengoperasian yang lancar, produksi yang disederhanakan, dan transisi proses yang cepat. Jig dan perlengkapan membantu mengkompensasi kendala mesin CNC dalam bekerja dengan bagian. Mereka dirancang untuk memberikan pemasangan yang aman dan menjaga keandalan lokasi bagian selama proses pemesinan. Di bawah ini dijelaskan berbagai peran perkakas dan pemasangan untuk pemesinan CNC kustom:
1. Penahanan Bagian
Salah satu tujuan utama dari jig dan perlengkapan adalah untuk menyediakan pemasangan yang aman dari bagian selama proses pemesinan. Mereka dirancang khusus agar sesuai dengan bagian tertentu yang sedang dikerjakan. Mereka menyediakan penahan bagian khusus setiap kali bagian mungkin perlu dipegang pada sudut tertentu atau dijepit pada bentuk tertentu.
Fixturing kustom yang andal sangat penting dalam mencegah ketidakakuratan yang tidak diinginkan yang disebabkan oleh obrolan dan penarikan alat. Beberapa contoh fixture yang digunakan sebagai part holding adalah vises, chuck, center, milling fixture, dan berbagai holding plate.
2. Perlindungan Suku Cadang
Salah satu peran jig dan perlengkapan adalah mereka melindungi bagian kerja saat pemesinan. Mereka sangat membantu untuk mempertahankan permukaan akhir yang diinginkan dan mempertahankan runout yang tepat.
Perlengkapan lengan, bushing, dan penutup biasanya dirancang untuk suku cadang khusus di mana permukaan akhir dikontrol. Hal ini dilakukan untuk melindungi permukaan bagian yang sudah jadi dari serpihan/serpihan logam dari proses pemesinan yang berbeda untuk bagian kerja. Selain itu, pusat permesinan yang disesuaikan secara khusus dirancang untuk memenuhi suku cadang khusus dengan keterangan yang ketat pada keseluruhan runout.
3. Kontrol Lokasi/ Pemeriksaan Bodoh
Jig and Fixtures sangat penting dalam menjaga akurasi dimensi dan lokasi. Mereka menahan benda kerja di lokasi dan orientasi yang tepat selama proses pemesinan. Untuk alasan ini, ini membuat perlengkapan menjadi cara yang nyaman untuk menggabungkan sangat mudah dalam proses untuk meminimalkan kesalahan karena faktor manusia.
Perlengkapan mengontrol lokasi, orientasi, dan stabilitas dengan membatasi derajat kebebasan di bagian kerja. Ini dilakukan dengan menggunakan pin, klem, bidang, dan pengencang dalam merancang perlengkapan yang dibutuhkan. Pesawat memberikan dukungan untuk bagian tersebut, klem memungkinkan pemasangan yang dapat disesuaikan sambil memiliki aksesibilitas untuk diturunkan, dan pin memberikan kontrol lokasi yang tepat untuk fitur tertentu.
Dalam pemesinan suku cadang khusus, fitur seperti lubang dan slot dikendalikan di lokasi tertentu yang mungkin sulit dikerjakan karena beberapa kendala pemasangan, dan itulah sebabnya perlengkapan dirancang. Fixture adalah cara paling andal untuk mengerjakan fitur bagian yang sulit.
4. Konsistensi Bagian
Perlengkapan memungkinkan untuk mengerjakan beberapa suku cadang khusus sambil mempertahankan kualitasnya. Mereka memastikan kualitasnya konsisten dari bagian ke bagian. Contoh kontrol fitur yang membutuhkan konsistensi adalah kerataan, paralelisme, tegak lurus.
5. Siapkan Pengurangan
Perlengkapan adalah cara yang bagus untuk menghilangkan proses pemeriksaan yang membosankan saat memuat bagian. Perlengkapan yang dirancang untuk bagian tertentu menjadikan seluruh proses CNC sebagai operasi plug and play. Pekerjaan operator hanya memuat pekerjaan sebagian karena semua kontrol lokasi yang diperlukan dan referensi suku cadang sudah diatur dalam perlengkapan. Banyak perakit mesin CNC melakukan ini dalam proses mereka untuk menghemat waktu pengaturan yang berharga untuk proses nilai tambah lainnya. Beberapa contoh perlengkapan yang mengurangi waktu pemasangan adalah Perlengkapan SMED (pertukaran mati satu menit), Perlengkapan Penggilingan, rahang lunak, perlengkapan penggilingan hex, dan banyak lagi.
Metode dan langkah-langkah dasar untuk membuat jig dan fixture
Persiapan pra-desain informasi asli desain jig dan perlengkapan termasuk yang berikut.
(1) Pemberitahuan desain, diagram bagian jadi, diagram kosong dan rute proses serta informasi teknis lainnya.
Memahami persyaratan teknologi pemrosesan dari setiap proses, program pemosisian dan penjepitan, konten pemrosesan dari proses sebelumnya, situasi kosong, mesin bubut yang digunakan dalam pemrosesan, alat, pengukur inspeksi, tunjangan pemesinan dan jumlah pemotongan, dll.
(2) Memahami batch produksi dan kebutuhan akan jig dan fixture. Tentukan secara kasar jumlah jig dan perlengkapan yang dibutuhkan.
(3) Memahami parameter teknis utama dari mesin bubut yang digunakan, kinerja, spesifikasi, akurasi dan bagian sambungan jig dari struktur ukuran kontak, dll.
(4) Stok bahan jig and fixture. Bahan-bahan berikut digunakan untuk membuat jig dan perlengkapan:baja yang diperkeras, besi cor kelabu, plastik, karbida, resin epoksi, baja tahan karat, perunggu, baja paduan leleh rendah. Anda dapat memilih bahan yang tepat sesuai dengan proyek pemrosesan.
Pertimbangan desain jig dan fixture
Desain jig and fixture umumnya memiliki struktur tunggal, memberikan kesan bahwa strukturnya tidak terlalu rumit, apalagi sekarang fixture hidrolik sedang populer, membuat struktur mekanik aslinya sangat disederhanakan, tetapi jika proses desain tidak dipertimbangkan secara detail akan pasti menyebabkan masalah yang tidak perlu. Oleh karena itu, poin-poin berikut perlu dipertimbangkan saat merancang jig dan fixture.
(1) Tunjangan kosong dari bagian mesin. Jika ukuran blank terlalu besar, akan mengakibatkan gangguan. Jadi pastikan untuk menyiapkan gambar kosong sebelum mendesain. Sisakan ruang yang cukup.
(2) Evakuasi chip perlengkapan lancar. Karena ruang pemrosesan alat mesin yang terbatas, jig dan perlengkapan sering dirancang untuk menjadi ruang yang lebih kompak, yang sering diabaikan dalam proses pemesinan chip yang dihasilkan dalam penyimpanan buntu perlengkapan.
Masalah lain adalah bahwa hal itu dapat menyebabkan aliran keluar cairan chip tidak lancar, membawa banyak masalah untuk pemrosesan di masa depan. Jadi pada awal proses sebenarnya harus mempertimbangkan masalah-masalah yang muncul dalam proses pemesinan. Bagaimanapun, jig and fixture adalah untuk meningkatkan efisiensi dan memfasilitasi pengoperasian.
(3) Keterbukaan keseluruhan jig and fixture. Mengabaikan keterbukaan akan menyebabkan operator mengalami kesulitan dalam memuat kartu, yang memakan waktu dan tenaga.
(4) Prinsip teoritis dasar desain jig and fixture. Setiap set jig dan fixture harus melalui tindakan penjepitan dan pelepasan yang tak terhitung jumlahnya, sehingga mungkin dapat memenuhi kebutuhan pengguna di awal.
Jig and fixture harus memiliki retensi akurasi, jadi jangan mendesain sesuatu yang bertentangan dengan prinsip. Bahkan jika Anda bisa menghindarinya saat ini, itu tidak akan berkelanjutan dalam jangka panjang. Desain yang baik harus tahan terhadap waktu.
(5) Penggantian elemen pemosisian. Elemen pemosisian sangat aus. Jadi harus dipertimbangkan untuk penggantian yang cepat dan mudah. Sebaiknya jangan mendesain untuk bagian yang lebih besar.


