5 Cara Offset Pekerjaan Eksternal Dapat Membantu Anda
Semua pusat permesinan CNC memiliki beberapa bentuk pengaturan sistem koordinat kerja, yang biasa disebut offset fixture, yang digunakan untuk menentukan lokasi asal program. Pemrogram memilih masing-masing asal, posisi dari mana koordinat program ditentukan, berdasarkan bagaimana benda kerja ditempatkan selama pengaturan. Memilih asal program logis memudahkan pemrogram untuk menentukan koordinat terprogram dan orang penyetel untuk menetapkan nol program selama penyiapan.
Dalam penggunaan normal, setiap offset perlengkapan digunakan untuk menentukan jarak dan arah di setiap sumbu dari posisi awal mesin ke asal program. Ini sering kali melibatkan pengukuran yang memakan waktu menggunakan probe spindel, indikator dial, atau pencari tepi. Jika perangkat workholding untuk pekerjaan berulang memenuhi syarat, pengukuran ini hanya perlu dilakukan sekali. Jika tidak, pengukuran harus diulang setiap kali pekerjaan dijalankan.
Karena metode yang baru saja dijelaskan sangat populer, Anda mungkin tidak tahu bahwa ada alternatif yang lebih baik. Dengan FANUC CNCs, offset kerja eksternal (nomor sistem koordinat kerja nol) memungkinkan Anda menggeser titik referensi untuk entri offset fixture dari posisi awal alat berat ke lokasi yang lebih logis.
Bagaimana offset kerja eksternal dapat membantu Anda?
Berikut adalah lima cara di mana offset kerja eksternal dapat membantu.
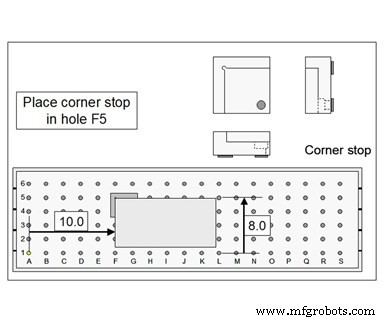
Pertama, offset kerja eksternal harus diterapkan ketika Anda mengetahui (atau dapat dengan mudah menghitung) jarak dari posisi yang diketahui/konsisten ke setiap asal program. Dengan pusat pemesinan vertikal, misalnya, Anda mungkin memasang perkakas workholding yang memenuhi syarat pada subplate seperti yang ditunjukkan pada ilustrasi di sebelah kanan.
Dengan perkakas workholding semacam ini, Anda dapat dengan mudah menghitung jarak dalam X dan Y antara permukaan lokasi (asal program XY) ke lubang kiri bawah. Dengan contoh ini, lubang berada di tengah 2 inci yang tepat. Anda juga dapat menentukan jarak pada sumbu Z antara permukaan lokasi sumbu Z dan bagian atas subplate.
Dalam register X dan Y offset kerja eksternal, masukkan jarak di X dan Y dari posisi rumah mesin ke lubang kiri bawah (lubang A1). Dalam register Z, masukkan jarak dari hidung spindel ke bagian atas subplate. Mulai saat ini, entri offset perlengkapan Anda dapat ditentukan dari lubang kiri bawah di XY dan bagian atas subplate di Z.
Ini akan menghilangkan kebutuhan untuk mengukur nilai penugasan asal program. Tentu saja, Anda dapat menggunakan perintah pengaturan data (G10) untuk menentukan nilai terkait dari dalam program, sehingga tidak perlu lagi memasukkan orang penyetel secara manual. Ini secara efektif menghilangkan tugas penetapan nol program dari penyiapan.
Kedua kalinya offset eksternal dapat membantu adalah dengan pusat permesinan horizontal yang memiliki meja putar persegi. Permukaan lokasi untuk sebagian besar perlengkapan berdimensi dari pusat meja. Jadi, mungkin yang terbaik adalah menggeser titik acuan ke pusat meja di XY dan bagian atas meja di Z. Dengan cara ini, nilai penetapan nol program dapat ditentukan dari gambar perlengkapan. Sekali lagi, entri ini dapat diprogram dengan perintah G10.
Ketiga, offset kerja eksternal dapat membantu Anda menangani inkonsistensi lancip spindel dari satu pusat pemesinan ke pusat pemesinan lainnya. Jika Anda merasa perlu untuk menggunakan nilai kompensasi panjang pahat yang berbeda untuk pahat tertentu berdasarkan mesin mana yang digunakan, gunakan offset eksternal (register Z) untuk menentukan jumlah perbedaan. Dengan cara ini, alat pemotong dapat lebih mudah dibagikan di antara mesin.
Keempat, jika Anda mengalami kecelakaan (kecelakaan), Anda mungkin menemukan sumbunya sedikit tidak sejajar, yang berarti nilai penetapan nol program untuk penyiapan yang memenuhi syarat tidak lagi benar. Gunakan offset kerja eksternal untuk menentukan jumlah ketidaksejajaran di setiap sumbu. Untuk contoh subplate yang dijelaskan sebelumnya, ini akan sesederhana mengukur ulang jarak XY ke lubang kiri bawah dan bagian atas subplate di Z.
Kelima, Anda dapat meningkatkan register sumbu Z dari offset kerja eksternal saat dry running untuk menjauhkan pahat dari titik akhir sumbu Z. Ini membuat lari kering lebih aman.


