Cara Membuat File STL Kualitas Tinggi untuk Cetakan 3D
Pernahkah Anda mencetak 3D bagian yang memiliki bintik-bintik datar atau permukaan segi di mana kurva halus seharusnya? Atau mungkin Anda baru saja melihat gambar cetakan 3D yang tampak seperti milik beberapa CGI resolusi rendah dari tahun 90-an? Anda tidak sendirian, dan ini bukan kesalahan printer 3D Anda — penyebabnya kemungkinan adalah kurangnya resolusi pada file STL yang digunakan untuk membuat part!
Kami telah mendapatkan banyak pertanyaan dari pengguna baru tentang jenis karakteristik permukaan segi ini pada bagian cetakan mereka, jadi untuk membantu semua orang mendapatkan cetakan terbaik dari printer 3D mereka, kami telah menyusun panduan ini untuk membuat STL berkualitas tinggi yang akan menghasilkan komponen cetakan 3D yang bagus.
Dalam panduan ini, kami akan membahas aspek file STL dan Pencetakan 3D berikut:
1. Apa itu File STL?
2. Mengapa File STL Penting
3. Mengidentifikasi STL Suboptimal
4. Mendefinisikan Parameter STL
5. Toleransi Akor/Penyimpangan Akor
6. Toleransi Sudut/Penyimpangan Sudut/Penyimpangan Normal
7. Kualitas Mesh vs Ukuran File:Rekomendasi Kami
8. Pengaturan Ekspor STL oleh Perangkat Lunak CAD Utama
AS. Studi Kasus Angkatan Darat
Baca kisah sukses pelanggan terbaru kami tentang pangkalan pelatihan utama untuk Angkatan Darat A.S.
TL;DR: Mengekspor geometri CAD dengan resolusi STL yang tepat akan menghasilkan bagian cetakan 3D dengan akurasi dimensi dan permukaan akhir tertinggi, tanpa memperlambat proses pemotongan.
Rekomendasi kami adalah memulai dengan mengekspor STL dengan parameter berikut:
- Dalam biner Format STL (ukuran file lebih kecil dari ASCII)
- Toleransi/penyimpangan akord dari 0,1 mm [0,004 inci]
- Toleransi/deviasi sudut dari 1 derajat
- [Opsional] Panjang sisi segitiga minimum disetel ke 0,1 mm [0,004 in]
Jika ukuran file yang dihasilkan lebih besar dari 20 MB, kami sangat menyarankan untuk mengurangi ukuran file dengan meningkatkan nilai toleransi chordal dan sudut hingga ukuran file STL telah dikurangi menjadi kurang dari 20 MB, karena ukuran file yang besar dapat secara signifikan memperlambat perhitungan yang terlibat dalam mempersiapkan STL untuk pencetakan 3D. Jika model Anda masih memiliki titik datar yang berlebihan pada setelan ini, Anda dapat mencoba mengurangi nilai toleransi chordal dan angular, dengan rekomendasi kuat untuk terus menjaga ukuran file di bawah 20 MB.
Apa itu File STL?
Sebagai jenis file asli yang dibuat untuk pencetakan 3D stereolitografi pada akhir 1980-an (STL berasal dari STereoLithography), format file STL secara efektif merupakan standar industri pencetakan 3D untuk mengimpor file model 3D ke dalam program pengiris seperti perangkat lunak Eiger Markforged, dalam persiapan untuk benar-benar pencetakan 3D model. Jika Anda pernah menggunakan printer 3D, atau mendesain sesuatu untuk dicetak 3D, hampir pasti Anda pernah menemukan file STL sebelumnya — tetapi tahukah Anda bahwa tidak semua STL sama? Bahkan, sangat mungkin untuk mendesain model 3D yang memenuhi persyaratan fungsional Anda, lalu membuat file STL dari model tersebut yang akan menghasilkan suku cadang di luar spesifikasi.
File STL hanya menggambarkan satu set segitiga yang (biasanya) membentuk mesh yang mendekati permukaan kontinu model 3D. Untuk lebih tepatnya, file STL berisi daftar koordinat tiga dimensi, dikelompokkan ke dalam set tiga bersama dengan vektor normal — masing-masing set tiga koordinat ini membentuk simpul (titik sudut) segitiga dan vektornya normal , atau tegak lurus, terhadap bidang yang dijelaskan oleh tiga titik segitiga.
Dalam file STL ASCII (berbasis teks), setiap segitiga direpresentasikan dalam format berikut, di mana vektor normal n diwakili oleh (ni nj nk ) dan setiap simpul v memiliki koordinat tiga dimensi (vx vy vz ):
segi normal ni nj nk
lingkaran luar
simpul v1x v1y v1z
simpul v2x v2y v2z
simpul v3x v3y v3z
endloop
sisi akhir
Bersama-sama, semua segitiga (umumnya memiliki jutaan) membentuk jaring yang dapat menggambarkan geometri tiga dimensi, dan kemudian dapat diimpor ke perangkat lunak pengiris, seperti platform perangkat lunak Eiger Markforged, dalam persiapan untuk dicetak 3D.
Penting untuk dicatat bahwa STL yang ditujukan untuk pencetakan 3D harus berisi jaring yang terbentuk dengan baik atau jerat yang sepenuhnya menutupi geometri yang ingin Anda buat, dengan setiap tepi segitiga terhubung ke tepat dua wajah (ini kadang-kadang dikenal sebagai manifold). STL, atau yang tanpa celah).
Namun , file STL hanyalah daftar koordinat dan vektor dan tidak ada persyaratan dalam spesifikasi file STL untuk kondisi manifold seperti itu. File STL, terutama yang dibuat langsung dari pemindai 3D, sering kali dapat berisi geometri non-manifold atau permukaan tidak lengkap yang mungkin sulit atau tidak mungkin untuk dicetak 3D dengan benar, dan dapat menyebabkan kesalahan selama pemotongan.
Secara umum, yang terbaik adalah mengekspor STL Anda dari perangkat lunak CAD utama dengan kemampuan ekspor STL yang terkenal baik — hampir semua perangkat lunak CAD teknik komersial modern dan paket open source atau penghobi yang lebih terkenal termasuk dalam kategori ini. Pencarian online cepat untuk perangkat lunak CAD Anda dan “Opsi ekspor STL” biasanya akan mengarahkan Anda ke arah yang benar.
STL 3D Printing:Mengapa Penting
Bagian terakhir itu sedikit lebih geometri daripada yang mungkin Anda pedulikan — yang penting untuk diskusi ini, adalah jaring yang dibuat oleh semua segitiga ini. Karena segitiga adalah datar, bentuk 2D, kumpulan segitiga dalam file STL dapat hanyareplikasi dengan sempurna model 3D yang hanya terdiri dari permukaan datar, seperti kubus, poligon, atau geometri apa pun tanpa permukaan lengkung, dengan asumsi bahwa segitiga dalam jaring dapat lebih kecil daripada fitur terkecil dalam model. Kita akan membahas asumsi itu nanti ketika kita berbicara tentang pengaturan ekspor STL di CAD.
Banyak bagian teknik memiliki setidaknya beberapa permukaan melengkung, apakah itu lubang, fillet, radius, putaran atau kurva yang lebih kompleks dan geometri organik. Fitur dan permukaan melengkung (non-planar) ini akan direplikasi oleh jaringan segitiga sehingga hanya dapat didekati dengan file STL dengan berbagai tingkat presisi, berdasarkan setelan ekspor STL.
Apakah Saya Perlu Memperbarui File STL saya?
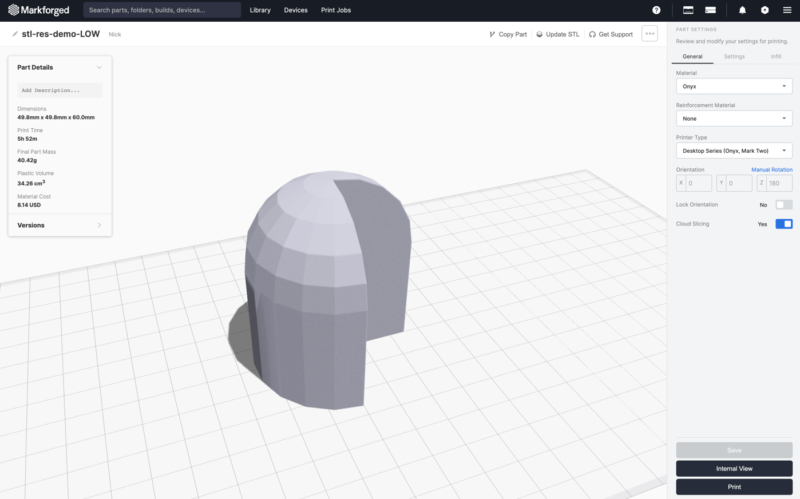
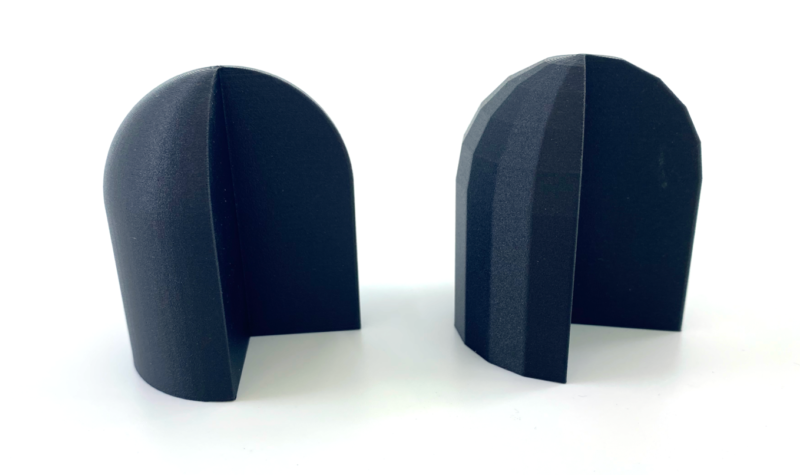
Jika Anda puas dengan kualitas cetakan 3D Anda, dan kecepatan pemrosesan file STL masing-masing di Eiger, maka selamat — tidak perlu mengubah sesuatu yang berfungsi dengan baik! Namun, jika Anda mengalami masalah, ada dua tantangan utama yang dapat dibantu oleh artikel ini, dan itu dihasilkan dari file STL yang dihasilkan dengan pengaturan resolusi ekspor yang terlalu rendah atau terlalu tinggi. Karakteristik yang menentukan dari STL resolusi rendah adalah cetakan 3D dengan bintik-bintik datar di daerah yang seharusnya memiliki permukaan melengkung yang mulus. Dengan file STL resolusi tinggi yang berlebihan, Anda akan menghasilkan bagian cetakan 3D yang tampak hebat, tetapi ukuran file yang besar akan menyebabkan waktu irisan yang lama dalam perangkat lunak Eiger Markforged, dan dapat menyebabkan antarmuka pengguna menjadi lambat saat menyesuaikan tampilan bagian secara ekstrem. kasus.
Salah satu alasan yang mendasari bahwa format STL begitu luas adalah kesederhanaannya, yang pada gilirannya telah memudahkan beragam perangkat lunak rekayasa dan desain untuk mendukung, mengedit, dan menghasilkan file STL dari format model 3D lainnya, yang kemudian dapat dicetak di hampir setiap printer 3D di luar sana. Sayangnya, salah satu kelemahan utama STL adalah kesederhanaannya — mereka tidak mengandung informasi apa pun tentang sistem satuan (milimeter, inci, kaki, dll.) tempat mereka dirancang dan tidak mungkin untuk menentukan resolusi suatu file STL dengan sendirinya dan seberapa akurat file tersebut mewakili model asli tempat file tersebut dibuat.
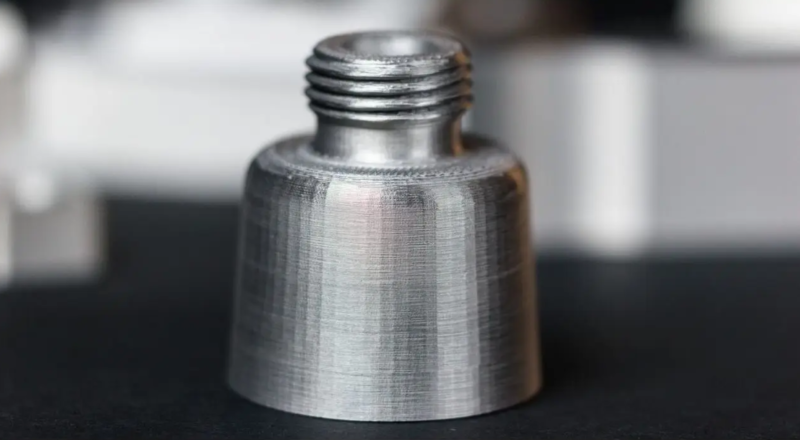
Masalah paling umum yang dialami pengguna kami adalah file STL yang terlalu kasar, dan dibuat tanpa resolusi yang memadai. Indikator yang paling menonjol dari hal ini adalah bintik-bintik datar dan bidang segi dari bagian-bagian yang dirancang dengan lekukan halus, seperti pada gambar nozel berikut.
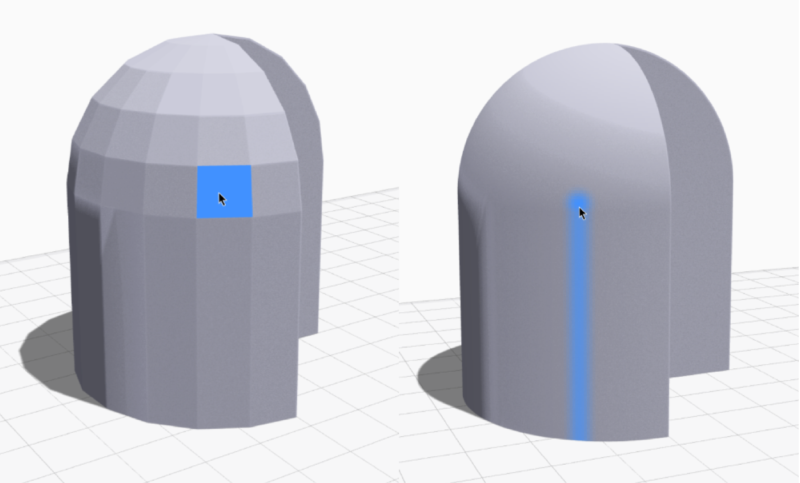
Anda juga dapat dengan mudah mengidentifikasi kondisi resolusi rendah ini menggunakan alat bawaan di platform perangkat lunak Eiger Markforged. Saat Anda menggerakkan mouse ke model bagian dalam perangkat lunak, Eiger menyorot wajah di bawah kursor Anda dengan warna biru, serta semua wajah yang sejajar dengannya (dan dalam toleransi sudut kecil paralel). Jika Anda dapat melihat faset yang jelas dan bintik-bintik datar pada model Anda saat menyorot wajah dengan mouse Anda, Anda mungkin perlu meningkatkan resolusi file STL Anda. Jika wajah yang disorot terlihat 'kabur', dengan gradien warna yang relatif halus, resolusi STL kemungkinan cukup untuk tujuan pencetakan 3D.
Di sisi lain, file STL dengan resolusi yang terlalu tinggi bisa menjadi terlalu besar untuk ditangani Eiger secara efisien, dan dapat memperlambat operasi pemotongan. Tidak ada batasan nyata (selain mungkin ruang penyimpanan yang tersedia di komputer Anda) tentang seberapa baik STL dapat, dan sangat mungkin untuk membuat jaring segitiga yang memiliki panjang sisi segitiga pada urutan nanometer atau lebih kecil (untuk referensi rata-rata manusia rambut sekitar 75.000 nanometer). Ini adalah resolusi yang jauh lebih besar daripada yang dapat digunakan oleh printer 3D Anda atau yang diperlukan, sehingga STL dengan resolusi yang terlalu tinggi hanya memperlambat alur kerja Anda dan membuang-buang waktu Anda.
Terlepas dari keterbatasan ini, mudah untuk membuat komponen cetak 3D yang bagus jika Anda mengikuti beberapa praktik terbaik saat membuat file STL. Pengaturan ekspor yang Anda pilih dalam perangkat lunak CAD saat membuat dan mengekspor STL dapat secara dramatis memengaruhi kualitas, akurasi dimensi, dan permukaan akhir bagian cetakan 3D Anda, jadi penting untuk memahami parameter ini.
Mendefinisikan Parameter STL
Saat Anda mengekspor STL dari perangkat lunak CAD Anda, ada beberapa parameter yang mengontrol kerapatan mesh segitiga, yang pada gilirannya menentukan geometri bagian. Salah satu cara untuk memikirkan interaksi antara proses ekspor dan parameter ini adalah bahwa perangkat lunak CAD Anda mencoba untuk mengoptimalkan ukuran file STL yang kecil, dan dengan demikian akan mencoba membuat mesh resolusi paling kasar dan serendah mungkin, tetapi satu atau lebih dari ekspor parameter yang Anda tentukan mungkin memerlukan perangkat lunak untuk menggunakan jaring resolusi lebih tinggi pada fitur dan geometri yang berbeda. Jadi model mental yang berguna adalah mempertimbangkan parameter ekspor ini sebagai 'memaksa' proses ekspor untuk menghasilkan mesh yang lebih halus dan beresolusi lebih tinggi.
Secara umum, sebagian besar perangkat lunak CAD modern menawarkan kepada pengguna kemampuan untuk mengontrol setidaknya dua parameter ekspor:satu dengan dimensi linier yang disebut toleransi akord (atau deviasi akord ), dan satu dengan dimensi sudut yang disebut toleransi sudut (atau deviasi sudut ). STL yang dihasilkan harus memenuhi semua kondisi yang ditentukan oleh pengaturan ekspor yang Anda pilih. Bergantung pada geometri fitur spesifik model 3D Anda, salah satu pengaturan ini biasanya akan lebih membatasi (alias membutuhkan mesh dengan resolusi lebih tinggi) daripada yang lain dan dapat dianggap sebagai parameter dominan atau pembatas atas fitur tersebut. Parameter pembatas biasanya akan bervariasi di seluruh geometri bagian dalam menanggapi fitur yang berbeda. Kami akan mengeksplorasi parameter ini dan bagaimana pengaruhnya terhadap pembuatan STL terlebih dahulu, kemudian menguraikan cara mengonfigurasi pengaturan ini dalam berbagai paket perangkat lunak CAD utama.
Toleransi Akor/Penyimpangan Akor
Toleransi chordal (atau deviasi chordal) adalah pengaturan yang mengontrol akurasi dimensi global STL bila dibandingkan dengan model 3D yang dirancang. Toleransi akor biasanya ditentukan sebagai deviasi linier normal (tegak lurus) maksimum yang diizinkan dari permukaan model 3D yang dirancang seperti dan wajah segitiga terdekat dari STL yang dihasilkan, seperti yang terlihat pada gambar berikut.
Anda dapat menganggap toleransi chord sebagai pengontrol kesalahan maksimum yang diizinkan antara STL yang dihasilkan dan model yang dirancang, di seluruh geometri bagian. Jadi karena fungsi ekspor STL dalam perangkat lunak CAD Anda sedang membangun jaring segitiga di sekitar geometri model 3D Anda, itu tidak dapat membuat segitiga yang jarak maksimumnya dari model 3D akan melebihi toleransi akord yang Anda tentukan. Dengan asumsi bahwa toleransi chord adalah faktor pembatas dalam resolusi STL, nilai toleransi chord yang lebih kecil akan menghasilkan resolusi STL yang lebih tinggi, dengan lebih banyak segitiga dan ukuran file yang lebih besar.
Toleransi Sudut/Penyimpangan Sudut/Penyimpangan Normal
Pengaturan toleransi sudut (kadang-kadang disebut sebagai deviasi sudut atau deviasi normal) mengontrol sudut maksimum yang diizinkan antara vektor normal dari dua segitiga tetangga di mesh, dan Anda dapat menganggapnya sebagai parameter yang 'memperhalus' mesh dengan lebih tinggi resolusi di luar apa toleransi chordal sebaliknya akan memungkinkan. Contoh yang baik ketika toleransi sudut ikut bermain biasanya dengan permukaan melengkung kecil, seperti fillet yang jari-jarinya berukuran sama dengan toleransi akord. Tanpa pengaturan toleransi sudut, fillet kecil ini mungkin memiliki titik datar yang sangat terlihat, atau berubah menjadi talang dalam kasus ekstrim di mana radius fillet sama dengan toleransi chordal seperti yang ditunjukkan pada diagram berikut.
Jika nilai deviasi sudut (diukur dalam derajat) diatur cukup kecil untuk menjadi parameter dominan, itu akan memaksa proses pembangkitan STL untuk menambahkan lebih banyak segitiga di daerah bagian dengan kelengkungan yang lebih tajam, yang sering kali memiliki radius kecil. Hal ini pada gilirannya akan 'meningkatkan' kelancaran fitur-fitur ini di bagian cetakan 3D yang dihasilkan melampaui apa yang akan diberikan oleh toleransi akord saja.
Perhatikan bahwa sementara penyimpangan sudut biasanya diukur dalam derajat (dengan nilai yang lebih rendah menghasilkan model resolusi yang lebih tinggi), beberapa perangkat lunak CAD menetapkan penyimpangan sudut sebagai parameter 'kontrol sudut' tanpa dimensi yang bervariasi nilainya dari 0 hingga 1, dengan nilai yang lebih besar menentukan resolusi STL yang lebih tinggi di sekitar permukaan melengkung. Lihat bagian di bawah tentang setelan STL menurut paket perangkat lunak CAD utama, atau kunjungi dukungan teknis atau situs basis pengetahuan penerbit perangkat lunak CAD Anda untuk detail selengkapnya.
Setelan Ekspor Tambahan :Beberapa program CAD mungkin menawarkan pengaturan ekstra di luar dua kontrol utama toleransi chordal dan sudut, yang dapat mencakup opsi seperti panjang segi segitiga minimum atau maksimum. Secara umum ini biasanya digunakan untuk mengatasi masalah ekspor STL dalam kasus edge, dan kami menyarankan untuk membiarkannya pada nilai default kecuali Anda memiliki alasan khusus untuk ingin menyesuaikannya.
Kualitas Mesh vs. Ukuran File:Rekomendasi Kami
Karena mesh STL resolusi lebih tinggi menghasilkan model yang lebih halus dan lebih akurat, Anda mungkin tergoda untuk hanya menaikkan pengaturan resolusi dalam program CAD Anda ke resolusi maksimum yang mungkin dan menyebutnya sehari. Namun, peningkatan resolusi ekspor STL juga menyebabkan peningkatan ukuran file STL, yang umumnya menghasilkan waktu pemrosesan perangkat lunak yang lebih lama, baik dalam menghasilkan file STL, mengunggahnya ke Eiger, dan kemudian benar-benar mengiris STL dan mempersiapkannya untuk pencetakan 3D. Melewati titik tertentu, resolusi file STL dapat jauh melebihi presisi mesin printer 3D Anda, yang berarti Anda dapat membayar biaya waktu untuk resolusi STL yang sebenarnya tidak tercermin di bagian cetakan Anda.
Praktik terbaik yang kami rekomendasikan kemudian adalah memilih pengaturan ekspor STL Anda untuk menjadi keseimbangan antara resolusi kualitas tinggi yang memenuhi persyaratan fungsional Anda dan ukuran file yang dapat diproses dengan cepat di Eiger. Pengalaman menunjukkan bahwa pengaturan berikut adalah titik awal yang berguna:
- Biner Format STL (ukuran file lebih kecil dari ASCII)
- Toleransi/penyimpangan akord dari 0,1 mm [0,004 inci]
- Toleransi/deviasi sudut dari 1 derajat
- Panjang sisi minimum dari 0,1 mm [0,004 inci]
Jika ukuran file yang dihasilkan secara signifikan lebih besar dari 20 MB, kami sangat menyarankan untuk mengurangi ukuran file dengan meningkatkan nilai toleransi chordal dan/atau sudut hingga ukuran file STL dikurangi menjadi kurang dari 20 MB, karena ukuran file yang besar dapat memperlambat operasi pemrosesan yang terlibat dalam mempersiapkan STL untuk pencetakan 3D. Namun, Anda harus bebas bereksperimen dengan ukuran file yang berbeda, karena toleransi Anda untuk berbagai tingkat resolusi STL dan waktu pemrosesan perangkat lunak adalah pilihan pribadi.
Pengaturan Ekspor STL oleh Berbagai Perangkat Lunak CAD
Kami mencoba mengambil sampel representatif dari paket perangkat lunak CAD utama, tetapi tidak selalu mudah untuk menemukan tangkapan layar online — jika Anda adalah perwakilan untuk vendor CAD yang kami lewatkan dan Anda ingin masuk dalam daftar ini, atau Anda merasa kami salah menggambarkan bagaimana parameter ini harus dikonfigurasi, berikan kami catatan melalui halaman kontak kami dan kami akan memperbaikinya!
Creo (PTC)
Dengan Creo, penting untuk dicatat bahwa parameter 'Kontrol sudut' yang terlihat di bawah ini tidak menyesuaikan deviasi sudut maksimum dalam derajat, melainkan merupakan ukuran tanpa unit untuk penyempurnaan deviasi sudut di luar radius yang akan dibuat oleh 'Ketinggian akor' ( toleransi chordal) parameter. Nilai parameter 'Kontrol sudut' dapat berkisar dari 0,0 hingga 1,0. Anda dapat membaca lebih lanjut tentang parameter 'Kontrol sudut' di sini. Kami merekomendasikan pengaturan berikut sebagai titik awal:
- Format STL:Biner
- Tinggi chord:0,1 mm [0,004 in] (Catatan:ini adalah toleransi chord)
- Kontrol sudut:0,25
- Biarkan 'Panjang Tepi Maksimum' dan 'Rasio Aspek' pada nilai defaultnya
Fusion 360 (Autodesk)
Fusion 360. Kami merekomendasikan pengaturan berikut sebagai titik awal:
- Format STL:Biner
- Deviasi Permukaan:0,1 mm [0,004 in] (Catatan:ini adalah toleransi akord)
- Deviasi Normal:1 derajat (Catatan:ini adalah deviasi sudut)
- Biarkan 'Panjang Tepi Maksimum' dan 'Rasio Aspek' pada nilai defaultnya
NX (Siemens)
Kami merekomendasikan pengaturan berikut sebagai titik awal:
- Jenis File Keluaran:Biner
- Toleransi Chordal:0,1 mm [0,004 in] (Catatan:unit di sini ditetapkan oleh unit dokumen Anda)
- Toleransi Sudut:1 derajat
Onshape (PTC)
Kami merekomendasikan pengaturan berikut sebagai titik awal:
- Format STL:Biner
- Deviasi sudut:1 derajat
- Toleransi chord:0,1 mm [0,004 in]
- Lebar faset minimum:0,1 mm [0,004 inci]
SOLIDWORKS (Sistem Dassault)
Kami merekomendasikan pengaturan berikut sebagai titik awal:
- Format STL:Biner
- Resolusi:Kustom
- Deviasi:0,1 mm [0,004 in] (Catatan:parameter ini adalah toleransi chord/deviasi chord)
- Sudut:1 derajat
- Biarkan 'Tentukan Ukuran Faset Maksimum' tidak dicentang