Cara membuat profil pencetakan 3D
Dalam pencetakan 3D selalu ada serangkaian faktor yang bergantung pada pengguna , yang sering menyebabkan hasil cetak memuaskan atau gagal. Semua faktor dikumpulkan dalam profil cetak yang digunakan setiap pengguna di setiap cetakan 3D.
Dalam profil pencetakan FDM 3D, parameter dalam jumlah tak terbatas dapat dimodifikasi :suhu dan kecepatan pencetakan, cara membuat komponen internal dan eksternal, dan semua parameter lainnya yang memengaruhi pencetakan 3D. Oleh karena itu,informasi terpenting dibahas di bawah saat membuat profil cetak.
Aspek yang perlu dipertimbangkan
Sebelum mulai mengubah parameter pencetakan, serangkaian faktor yang akan memengaruhi secara langsung harus diperhitungkan:
Geometri potongan
Bentuk dan ketebalan suatu bagian secara langsung mempengaruhi parameter pencetakan seperti kecepatan dan ketebalan lapisan, karena jika suatu bagian memiliki area yang ukurannya diperkecil, profil cetak harus memiliki kecepatan produksi yang lebih rendah, untuk memastikan kualitas potongan tersebut.
Bahan
Seperti yang sudah diketahui oleh semua pengguna, setiap bahan memiliki kisaran suhu dan kecepatan yang direkomendasikan oleh setiap produsen, disarankan untuk tetap pada nilai tersebut untuk menghindari kemungkinan masalah, seperti munculnya partikel filamen terkalsinasi di nozzle karena suhu berlebih, yang selanjutnya menyebabkan filamen macet di dalamnya.
pencetak 3D
Di dalam printer 3D FDM ada perbedaan penting. Salah satu perbedaan yang paling memengaruhi konfigurasi profil pencetakan adalah jenis ekstruder, langsung atau bowden, karena nilai yang sangat berbeda diperlukan di bagian kecepatan cetak, kecepatan, dan panjang retraksi, dan bahkan di aliran.
Ambien
Sesuatu yang sedikit pengguna perhitungkan adalah lingkungan tempat printer 3D berada. Suhu, kelembapan, atau adanya aliran udara merupakan faktor yang secara langsung memengaruhi profil pencetakan dan dalam beberapa kasus permukaan akhir potongan.
Tujuan karya
Salah satu dari banyak keuntungan pencetakan 3D adalah potongan yang sama dapat dibuat dengan konfigurasi berbeda yang tak terhingga:penyelesaian permukaan yang lebih baik atau lebih buruk bergantung pada waktu pencetakan, lebih banyak resistansi pada satu permukaan atau lainnya, dll. Hal ini dicapai dengan mengadaptasi setiap profil ke setiap kasus tertentu.
5 pengujian utama
Setelah semua hal di atas jelas, sekarang waktunya untuk mengonfigurasi profil dan untuk ini Polymaker telah mengembangkan PCP (Proses Pembuatan Profil), lima tes untuk semua pengguna untuk mencapai profil cetak yang ideal:
Pengujian 1:Aliran ekstruder
Langkah pertama adalah menemukan suhu ideal untuk material l yang perlu digunakan pengguna. Ini harus dimulai menggunakan suhu terendah yang direkomendasikan oleh produsen filamen dan tingkatkan hingga aliran terus menerus dan tidak ada kemacetan di HotEnd.
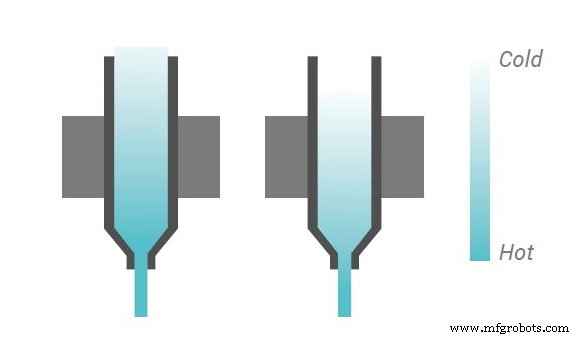
Gambar 1:Aliran ekstruder. Sumber:Polymaker.
Pengguna yang ingin menyesuaikan suhu dengan sempurna, dapat melakukan pengujian suhu , seperti pengujian pada gambar berikut.

Gambar 2:Uji menara suhu.
Pengujian 2:Manajemen Alur
Bagian ini harus memperbaiki kesalahan pencetakan disebabkan olehkonfigurasi aliran yang buruk . Salah urus ini dapat menyebabkan aliran tidak teratur karena tekanan ekstruder yang berlebihan atau serpihan filamen di seluruh permukaan bagian karena konfigurasi retraksi yang salah.
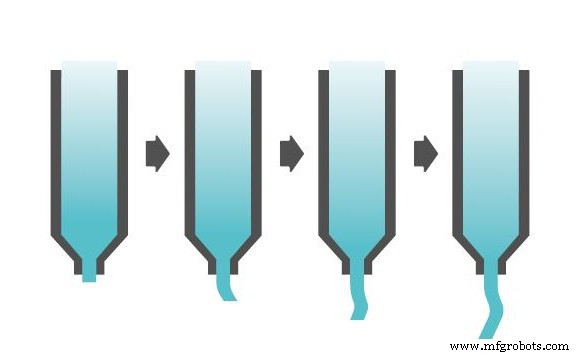
Gambar 3:Manajemen alur. Sumber:Polymaker.
Pengujian 3:Kipas pendingin (lapisan)
Kipas lapisan adalah salah satu komponen terpenting printer 3D , karena dengan itu Anda bisa mendapatkan geometri yang lebih kompleks dan kualitas akhir permukaan yang lebih tinggi.
Skema berikut menunjukkan gaya yang bekerja di persimpangan antar lapisan. "F1" adalah gaya angkat material l saat berada di kantilever dan "F2" adalah gaya kontraksi disebabkan oleh ketegangan lapisan atas. Nilai kedua gaya ini harus kira-kira nol untuk menjaga stabilitas mekanik dan geometrik. Untuk mencapai "F1 =0" ketinggian lapisan, sudut luapan dan suhu ekstrusi harus dikurangi; atau tingkatkan kecepatan kipas lapisan. Dalam kasus "F2", nilai gaya dapat diminimalkan dengan meningkatkan suhu ekstrusi atau mengurangi kecepatan ekstrusi.
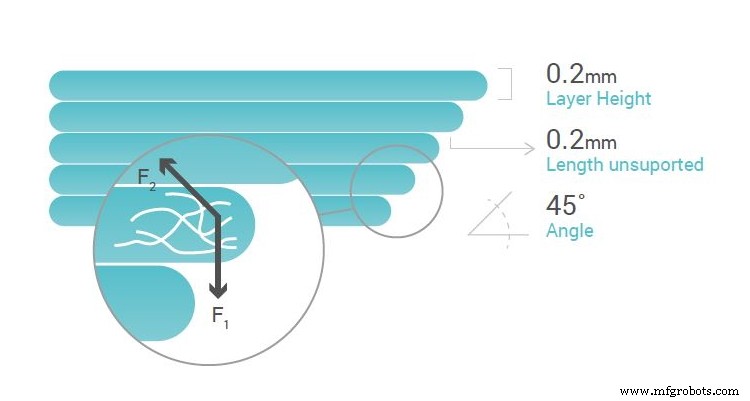
Gambar 4:Pentingnya kipas pendingin. Sumber:Polymaker.
Pengujian 4:Delaminasi (bengkok dan retak)
Sesuatu yang biasanya terjadi saat menggunakan filamen seperti ABS atau ASA adalah delaminasi antar lapisan (retak) atau antara lapisan pertama dan alas (warping). Hal ini terjadi selama pencetakan karena akumulasi tekanan antar lapisan, disebabkan oleh aksi kekuatan polimer itu sendiri (F2) dan aksi berlawanan arah dari adhesi lapisan bawah (F1.2) atau pencetakan dasar itu sendiri (F1.1). Ketika kekuatan yang terlibat dalam serikat pekerja tidak seimbang, terjadi delaminasi , seperti yang ditunjukkan pada gambar berikut.
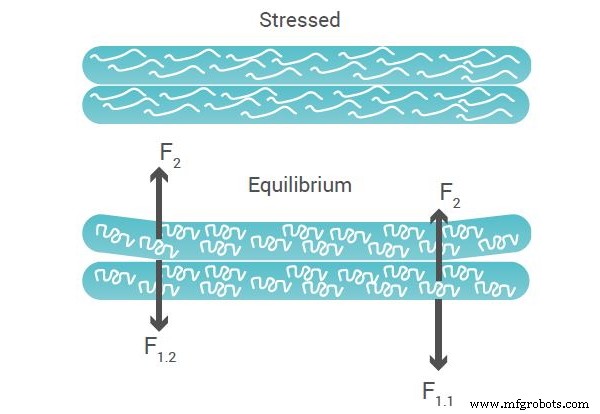
Gambar 5:Delaminasi (bengkok dan retak). Sumber:Polymaker.
Untuk menghindarinya, pengguna harus menemukan suhu dasar yang ideal dan memiliki printer 3D tertutup saat bahan yang akan digunakan memerlukannya.
Uji 5:Detail Halus
Terakhir, untuk memastikan bahwa seluruh permukaan bagian yang dicetak memiliki hasil akhir yang sempurna , termasuk bagian terbaik, pengguna harus menyesuaikan aliran dan pendinginan melalui kipas lapisan. Penyesuaian kedua parameter tersebut harus dilakukan dengan memodifikasi nilai secara hati-hati agar tidak lolos, karena dapat menyebabkan kesalahan yang disebutkan di atas.
Gambar 6:Detail halus. Sumber:Polymaker.
Kesimpulan
Semua informasi mendetail dalam artikel ini ditujukan agar pengguna mendapatkan profil cetak dari materi apa pun, dengan mempertimbangkan bahwa printer 3D mampu menawarkan parameter pencetakan yang diperlukan.


