Pengaturan Retraksi Ender 3 (Pro &V2); Tidak ada lagi Merangkai!
Jika kita berpikir tentang pencetakan 3d, hal pertama yang terlintas dalam pikiran adalah mesin yang melelehkan plastik sementara ekstruder bergerak di sepanjang 3 sumbu ortogonal sambil membentuk benda padat. Tampaknya sangat sederhana, tetapi saat mulai menggali lebih dalam tentang teknologi ini, kami segera menemukan bahwa ada banyak sekali parameter yang menentukan bagaimana hal ini terjadi.
Tergantung pada jenis modelnya, pengaturan retraksi dapat membuat atau merusak cetakan Anda. Jika Anda memiliki printer Ender 3 (atau mesin tipe Bowden apa pun), pengaturan retraksi berikut pasti akan berguna:
Sebagai printer tipe Bowden, Ender 3 memerlukan jarak retraksi yang lebih panjang dan disarankan untuk mengaktifkan "Mode Menyisir" dan menyetelnya ke "Dalam Isi". Selain itu, atur Jarak Retraksi ke 6mm, Kecepatan Retraksi ke 20mm/dtk, Hitungan Retraksi Maksimum ke 5, dan Jendela Jarak Ekstrusi Minimum ke 10mm.
Jika Anda tidak ingin melalui semua percobaan dan kesalahan yang kami lakukan untuk menemukan Pengaturan Ideal untuk membuat cetakan berkualitas tinggi pada Ender 3 Anda, maka periksa Profil Cura kami sendiri yang dirancang khusus untuk Seri Printer Ender 3 (Anda bisa mendapatkan semuanya hanya dengan $7).
Apa itu retraksi dan mengapa penting dalam pencetakan 3d?
Seperti yang mungkin sudah Anda ketahui, ujung panas menerima filamen dari ekstruder, yang mendorong material melalui roda bergigi. Dorongan ini menghasilkan peningkatan tekanan di dalam nosel. Jika suhu cukup, dan langkah motor ekstruder dikalibrasi dengan benar, plastik akan mulai mengalir dalam jumlah yang tepat yang diperlukan untuk membuat model yang diinginkan.
Masalah dengan mekanisme ini adalah bahwa masih ada tekanan yang tersisa di dalam laras setelah motor ekstruder berhenti, yang memaksa filamen untuk terus mengalir melalui satu-satunya outlet bebas yang dimilikinya (yaitu nosel). Saat pencetakan membutuhkan ujung panas untuk berpindah dari satu titik ke titik lain tanpa menyimpan bahan, perlu untuk menghilangkan tekanan yang tersisa, untuk menghindari plastik dari "melepas" selama gerakan ini.
Cara untuk mencapai ini adalah dengan membalikkan putaran motor stepper ekstruder, sehingga beberapa milimeter filamen keluar dari ujung panas dan mengimbangi tekanan tersebut. Pembalikan rotasi ini disebut “retraksi” dan merupakan parameter mendasar untuk mencapai objek yang dicetak dengan permukaan akhir yang baik.
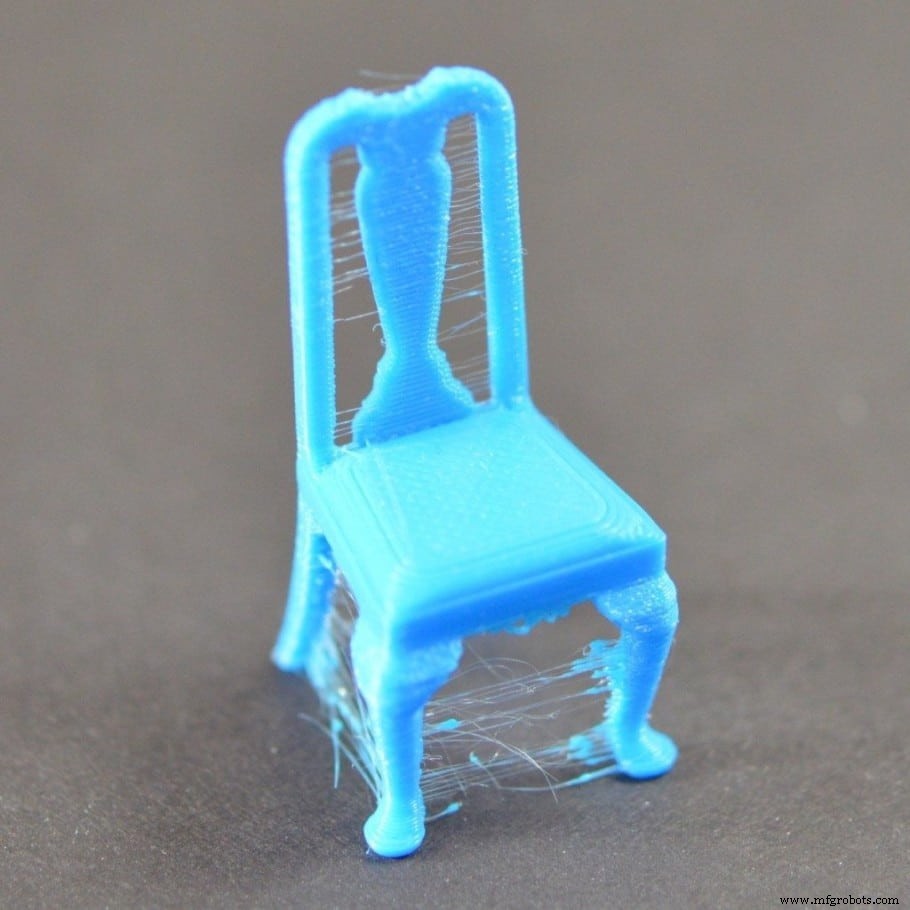
Bahan yang diekstrusi berlebihan dari nosel akan menjadi lebih tipis saat ujung panas bergerak, meninggalkan "benang" atau "tali" di antara dua dinding bagian. Ini dikenal sebagai "pengikatan" dan dapat dihindari (atau setidaknya diminimalkan) melalui beberapa parameter pencetakan. Anda mungkin belum pernah mendengar istilah ini sebelumnya, tetapi saya yakin Anda pernah melihatnya sebelumnya. Perhatikan gambar kursi berikut yang memiliki banyak tali yang bagus.
Pertama, kita harus memastikan bahwa kotak "aktifkan retraksi" diaktifkan, untuk mengakses parameter retraksi. Mulai sekarang, kita akan fokus pada pengaturan Cura. Anda akan menemukan parameter yang setara pada banyak pemotong.
Saya harus mengklarifikasi bahwa saya akan menggunakan konvensi penamaan dari Cura, tetapi prinsip yang sama pasti berlaku untuk semua pemotong.
Jarak Retraksi
Jarak retraksi memberitahu printer berapa milimeter filamen untuk ditarik kembali bila diperlukan. Menarik hanya jarak yang sangat kecil mungkin tidak akan menyelesaikan stringing, sedangkan melebih-lebihkan nilai ini akan menyebabkan tidak ada plastik yang tersedia di nozzle selama saat-saat awal ekstrusi berikutnya.
Untuk menghindari hal ini, ada yang disebut pengaturan "priming", yang mengembalikan filamen ke posisi yang sama sebelum retraksi. Artinya, jika 5 mm filamen ditarik kembali, setelah bergerak di antara dua titik tanpa ekstrusi, 5 mm filamen akan didorong kembali ke nozzle.
Seringkali, model yang ada membutuhkan terlalu banyak penarikan berurutan selama periode waktu yang sangat singkat. Jika jarak retraksi terlalu tinggi, gigi roda gigi yang mendorong filamen akan mulai menggilingnya. Jika filamen menjadi terlalu tipis, roda gigi tidak akan mendorongnya melainkan meluncur melawannya. Akibatnya, tidak ada lagi filamen yang akan diekstrusi, dan cetakannya akan benar-benar rusak.
Untuk menghindari hal ini, kita akan menetapkan jarak retraksi minimum yang memungkinkan kita untuk mengurangi stringing. Rentang 3-6mm biasanya berfungsi untuk sebagian besar printer 3d tipe Bowden. Anda bisa mulai dengan jarak retraksi dari 3mm dan tingkatkan 1 mm jika Anda menganggapnya perlu.
Sementara printer Ender3 telah ada di pasaran selama beberapa tahun sekarang dan dikenal dengan keandalannya, banyak pengguna memilih untuk mengubah pengaturan mereka untuk mencapai hasil pencetakan yang lebih baik. Salah satu modifikasi yang paling umum adalah mengubahnya menjadi sistem ekstrusi langsung. Meskipun kami tidak menyarankan untuk memodifikasi desain yang telah diuji (kecuali jika Anda sangat yakin dengan keterampilan teknik Anda), Anda dapat mencobanya dan menarik kesimpulan sendiri.
Salah satu keuntungan dari sistem penggerak langsung adalah kontrol retraksi yang lebih presisi. Untuk jenis printer tersebut, mulailah dengan jarak 0,5 mm dan tingkatkan secara bertahap dengan nilai yang sama hingga Anda mendapatkan hasil yang optimal.
Jumlah Pencabutan Maksimum
Parameter ini memungkinkan kita untuk menentukan jumlah maksimum retraksi yang dapat dilakukan sepanjang segmen filamen yang sama. Dengan cara ini, penggilingan filamen yang disebutkan di atas dapat dihindari. Mulailah dengan menetapkan nilai ini dalam kisaran 5 hingga 10. Default untuk Cura adalah 100, tetapi terlalu tinggi.
Jendela Jarak Ekstrusi Minimum
Di sini Anda dapat menentukan panjang segmen filamen yang retraksinya ditentukan dalam “Jumlah Retraksi Maksimum ” akan diterapkan. Karena retraksi akan berada di antara 3 dan 6mm, nilai yang sesuai adalah 10mm. Dengan cara ini, Anda akan yakin bahwa filamen tidak akan rusak karena retraksi berlebihan.
Kecepatan Retraksi
Ini menentukan seberapa cepat ekstruder akan berputar secara terbalik. Itu harus cukup cepat untuk mencegah filamen bocor melalui nosel, tetapi tidak berlebihan karena kecepatan yang berlebihan juga akan membutuhkan daya yang tidak dapat disalurkan oleh motor ekstruder, menyebabkannya kehilangan langkah. Nilai yang baik untuk memulai adalah 20mm/s. Setelah itu, Anda selalu dapat meningkatkan nilai ini melalui uji merangkai (tautan di bawah).
Kecepatan Utama Retraksi
Nilai ini memungkinkan Anda mengatur kecepatan bahan diumpankan kembali ke nosel. Parameter ini memungkinkan Anda mengontrol cara hotend siap untuk melanjutkan ekstrusi seolah-olah tidak ada yang terjadi.
Kecepatan retraksi dibagi menjadi dua parameter berbeda karena alasan yang bagus. Saat melepas filamen, tekanan lebih tinggi di awal retraksi daripada di akhir, yang mengurangi tekanan pada gigi ekstruder. Di sisi lain, selama priming, tekanan (dan karenanya kekuatan pada roda gigi) semakin meningkat.
Untuk alasan ini, priming dapat merusak filamen lebih dari retraksi. Kami menyarankan Anda untuk menggunakan kecepatan 5 mm/s lebih rendah dalam parameter ini daripada yang Anda atur di “Kecepatan Retraksi “.
Dengan parameter ini, Anda dapat mengkompensasi jumlah material yang hilang karena oozing. Jika Anda mengatur jarak dan kecepatan retraksi dengan benar, Anda tidak perlu mengkompensasi apa pun, jadi kami sarankan Anda membiarkan parameter ini pada 0 dan melakukan tes kalibrasi sebagai gantinya. (tautan di bawah)
Setelan pencabutan yang disarankan untuk printer Ender 3 (Pro / v2)
Karena kenyataan bahwa printer Ender 3 jelas merupakan salah satu printer paling populer (jika bukan yang paling banyak), saya akan masuk ke pengaturan khusus yang saya rekomendasikan dan juga digunakan pada mesin saya sendiri. Meskipun semua printer agak unik, pengaturan ini akan berfungsi sebagai titik awal yang sangat baik.
- Mode Menyisir:AKTIF dan setel ke “Dalam Isi “
- Jarak Retraksi:6mm
- Kecepatan Retraksi:20mm/dtk
- Jumlah Pencabutan Maksimum:5
- Jendela Jarak Ekstrusi Minimum:10mm
Pengaturan ini akan terbukti berguna untuk semua printer tipe Bowden. Anda jelas dapat mengubah nilai-nilai ini dan meningkatkannya untuk kebutuhan spesifik Anda. Tes pencetakan yang dirancang untuk secara khusus mengurangi stringing akan membantu mempercepat fine-tuning. Saya mencantumkan semuanya di akhir artikel ini.
Anda mungkin juga terkejut dengan kenyataan bahwa miniatur pencetakan memerlukan konfigurasi retraksi khusus untuk menghasilkan hasil terbaik. Jelas, saya juga akan mencantumkannya sekarang!
Pengaturan retraksi yang disarankan untuk mencetak miniatur dengan printer Ender 3 (Prov / v2)
- Mode Menyisir:AKTIF dan setel ke “Dalam Isi “
- Jarak Retraksi:6mm
- Kecepatan Retraksi:45mm/dtk
- Jumlah Pencabutan Maksimum:10
- Jendela Jarak Ekstrusi Minimum:10mm
Sangat menarik untuk mengetahui bahwa Z-hop, parameter yang menaikkan sumbu Z jarak pendek sebelum bergerak tanpa mengekstrusi dan menurunkannya lagi ketika mencapai titik pencetakan berikutnya, sangat meningkatkan stringing (terlepas dari kalibrasi yang Anda lakukan sebelumnya) . Saya sangat menyarankan Anda untuk menonaktifkannya, terutama jika Anda telah mencapai pengaturan parameter yang optimal.
Secara pribadi, video ini dibuat oleh Makers Muse sangat berharga ketika saya pertama kali menemukan masalah ini.
Mengapa “Aktifkan Mode Menyisir” disarankan?
Masalah dengan merangkai adalah bahwa hal itu menyebabkan permukaan luar objek Anda menjadi tidak menyenangkan untuk dilihat. Jika merangkai hanya terjadi di dalam objek, kita tidak akan bisa tidak senang dengannya. Oleh karena itu, retraksi hanya masuk akal ketika nozzle bergerak dari satu titik ke titik lain melalui area yang tidak memiliki lapisan cetak di bawahnya. Dengan mengaktifkan mode menyisir, Anda dapat memerintahkan pemotong untuk hanya memindahkan ujung panas di dalam area yang dicetak (bila memungkinkan).
Ada 4 opsi berbeda yang tersedia untuk dipilih, tetapi favorit saya adalah “dalam isi ”. Meskipun meningkatkan waktu pencetakan, ini mengurangi jumlah penarikan ke minimum yang tidak dapat dihindari.
Uji kalibrasi retraksi dan merangkai
Menara Suhu
Meskipun kami belum menyebutkannya, satu parameter pencetakan yang secara serius mempengaruhi string adalah suhu hotend. Semakin panas, semakin mudah filamen mengalir, yang akan sangat meningkatkan aliran dari nosel. Karena itu, hal pertama yang harus Anda lakukan adalah mengkalibrasi suhu printer Anda, hingga Anda mencapai hasil terbaik. Untuk melakukannya, saya sarankan Anda mencetak tes berikut, yang terdiri dari menara suhu yang meningkat sebesar 5 C dalam interval lapisan yang ditentukan dengan baik.
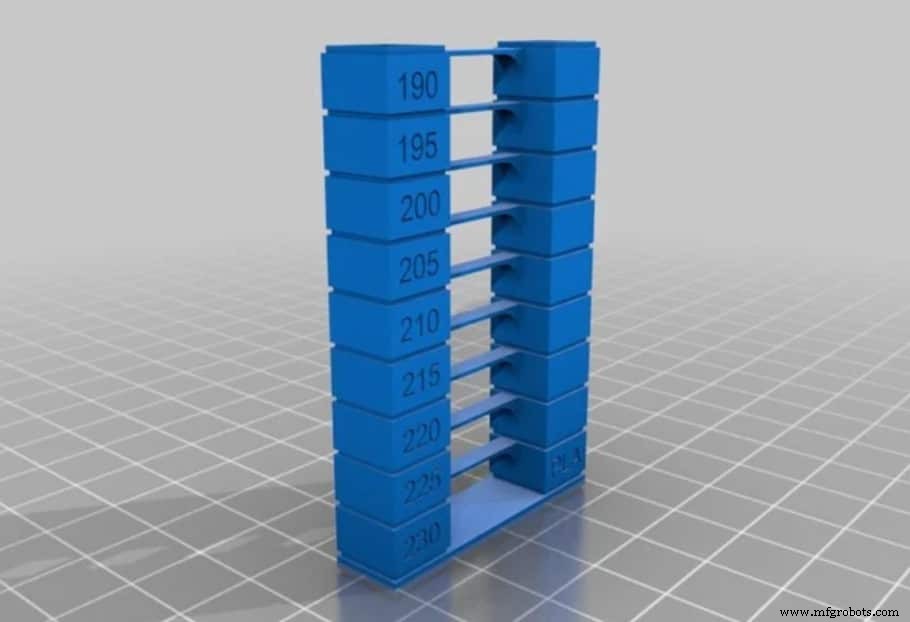
Jika Anda mengklik “File hal ” Anda akan melihat G-code file yang sudah kompatibel dengan Ender3. Jangan gunakan program pengiris Anda untuk menghasilkan kode-G seperti yang biasa Anda lakukan, karena tidak akan memvariasikan suhu selama pencetakan. Menggunakan proses yang berbeda di Cura adalah sebuah pilihan, tetapi file yang ditambahkan bekerja dengan sempurna.
Uji Merangkai Dasar
Setelah suhu dikalibrasi, nonaktifkan retraksi di alat pengiris Anda dan cetak file berikut. Lihatlah gambarnya dan tebak apa yang coba dinilainya.
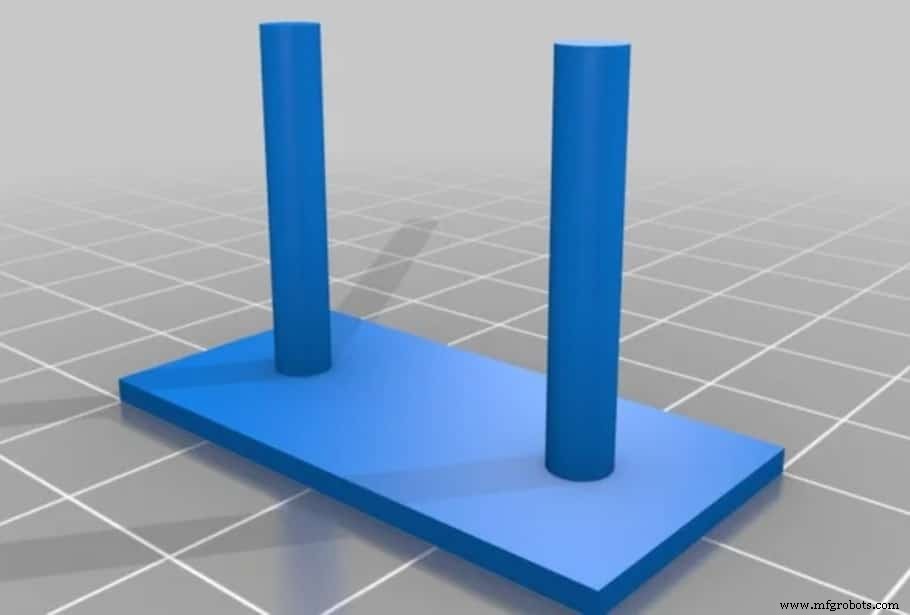
Hasilnya akan menjadi sepotong penuh rambut di antara kedua silinder. Aktifkan kembali retraksi dan bandingkan hasilnya dengan bagian yang baru dicetak. Dari sana, tambah atau kurangi Kecepatan Retraksi dan Jarak Retraksi nilai hingga kedua silinder tercetak dengan benar dan tidak ada rambut di antara keduanya.
Jika Anda belum kagum dengan betapa hebatnya komunitas printer 3d, lihat alat online gratis yang dibuat seseorang ini. Ini memungkinkan kami membuat G-Code untuk tujuan pengujian yang kompatibel dengan printer khusus kami. Petunjuknya sangat detail dan membantu, tetapi pastikan untuk membacanya.
Pertanyaan yang sering diajukan (FAQ)
Apakah retraksi sama untuk sistem ekstrusi Bowden dan Direct?
Meskipun mengaktifkan retraksi berguna terlepas dari jenis printernya, mesin tipe Bowden biasanya memerlukan jarak retraksi yang lebih tinggi dibandingkan dengan printer driver langsung.
Alasannya adalah sebagai berikut:Printer 3d yang menggunakan sistem Bowden (seperti Ender3) menempatkan ekstruder jauh dari hotend, dan filamen disalurkan melalui tabung PTFE. Karena tabung memiliki diameter internal 2mm dan filamen memiliki diameter 1,75mm, kelonggaran di antara keduanya mengharuskan perbedaan ini harus dikompensasikan dengan meningkatkan jarak retraksi.
Sistem ekstrusi langsung tidak memiliki masalah ini, dan penyusutan filamen cenderung tidak menjadi masalah besar.
Pada dasarnya, sistem Bowden membutuhkan jarak retraksi yang jauh lebih lama.
Apakah retraksi sama untuk semua jenis filamen?
Untungnya, PLA adalah polimer yang sangat stabil, sehingga memungkinkan untuk menyesuaikan printer kami untuk mencapai hampir tanpa merangkai. Hal yang sama terjadi dengan ABS, meskipun menghadirkan masalah lain seperti bengkok dan retak. Bahan lain, seperti PETG, membutuhkan suhu yang jauh lebih tinggi untuk meleleh, yang mendukung pembentukan string saat mendingin.
Bahan fleksibel, seperti TPU, kompres selama ekstrusi dan peregangan selama retraksi, sehingga sangat tidak nyaman untuk mengaktifkan retraksi untuk mencetaknya. Dalam hal ini, merangkai tidak bisa dihindari.
Selain pengaturan retraksi, kelembapan dalam filamen juga dapat meningkatkan kemungkinan mengikat , itulah sebabnya saya selalu menyarankan untuk menyimpan gulungan kami dalam wadah kedap udara, dengan banyak kantong gel silika.
Jika Anda tidak ingin melalui semua percobaan dan kesalahan yang kami lakukan untuk menemukan Pengaturan Ideal untuk membuat cetakan berkualitas tinggi pada Ender 3 Anda, maka periksa Profil Cura kami sendiri yang dirancang khusus untuk Seri Printer Ender 3 (Anda bisa mendapatkan semuanya hanya dengan $7).
Kesimpulan
Sekarang, Anda memiliki pemahaman yang lebih baik tentang semua pengaturan pencabutan yang tersedia dan bagaimana mereka harus dikonfigurasi secara berbeda tergantung pada jenis printer kami (Bowden atau Drive Langsung). Printer tipe Bowden, seperti Ender 3 (Pro dan v2), memerlukan jarak retraksi yang lebih jauh. Singkatnya, Anda harus mengaktifkan “Mode Menyisir ” dan atur ke “Dalam Isi “. Jarak Retraksi harus 6mm, Kecepatan Retraksi 20mm/dtk, Hitungan Retraksi Maksimum 5, dan Jendela Jarak Ekstrusi Minimum 10mm.
Lihat bagian produk yang kami rekomendasikan

Kami membuat bagian produk yang direkomendasikan yang akan memungkinkan Anda untuk menghilangkan dugaan dan mengurangi waktu yang dihabiskan untuk meneliti printer, filamen, atau peningkatan apa yang akan didapat, karena kami tahu bahwa ini bisa menjadi tugas yang sangat menakutkan dan yang umumnya menyebabkan banyak kebingungan .
Kami telah memilih hanya segelintir printer 3D yang kami anggap baik untuk pemula maupun menengah, dan bahkan para ahli, membuat keputusan lebih mudah, dan filamen, serta peningkatan yang terdaftar, semuanya diuji oleh kami dan dipilih dengan cermat. , sehingga Anda tahu bahwa mana pun yang Anda pilih akan berfungsi sebagaimana mestinya.


