Automated Coupling Memotong Waktu Henti Sel Las Robot
Tidak ada cara yang lebih baik untuk menyelesaikan masalah selain dengan menghilangkannya sama sekali. Setidaknya begitulah KTH Parts Industries Inc. (St. Paris, OH) mempertimbangkan keputusannya untuk mengotomatiskan proses pergantian peralatan manual untuk sel las robotnya.
KTH memilih skrup utilitas GA2 dari ATI Industrial Automation (Apex, NC), untuk mencapai prestasi tersebut. Secara khusus, penyambungan otomatis baru utilitas udara dan listrik ke sel menghilangkan sekitar 65 jam per tahun waktu henti per saluran, mengurangi total biaya operasi, dan meningkatkan pemanfaatan dan produktivitas peralatan.
KTH Parts Industries, pemasok otomotif Tier 1 global untuk suku cadang struktural bagian bawah bodi mobil, memiliki lebih dari 1100 rekanan teknik dan manufaktur yang terlibat dalam banyak fase manufaktur suku cadang otomotif termasuk, pengembangan produk, analisis produk, kemampuan bentuk produk, pembuatan prototipe, stamping produksi, pembentukan, pengelasan robot, perakitan, dan pengiriman suku cadang.
Salah satu kompetensi inti KTH adalah desain dan implementasi jalur pengelasan fleksibel untuk komponen bagian bawah bodi mobil. Garis pengelasannya menggunakan perlengkapan kompleks, atau jig, untuk menahan komponen di tempatnya sementara robot mengelasnya bersama-sama. Setiap model mobil memerlukan jig yang berbeda, yang menyebabkan banyak pergantian peralatan di pabrik.
Untuk meningkatkan fleksibilitas dan mengoptimalkan ruang lantai produksi yang terbatas, KTH menciptakan sel kerja dua sisi dengan meja putar. Tujuan dari perancangan ini adalah untuk menjaga robot tetap aktif dan mengurangi waktu setup. Bagian dimuat ke jig di satu sisi meja putar sementara robot mengelas bagian di sisi lain.
Sebelum pemasangan skrup utilitas GA2 ATI, KTH mengandalkan tenaga kerja manual untuk menyambungkan dan memutuskan kabel, dan memuat jig ke meja putar. Kalikan ini dengan satu atau dua pergantian per baris per shift, dan Anda memiliki jumlah interaksi manusia-mesin yang luar biasa dalam prosesnya.

Dave Reed, seorang pemimpin proyek di departemen las KTH, memiliki pendapat ini tentang proses lama:“Sebelum kami mulai menggunakan skrup utilitas ATI, kami memiliki saluran udara dan manifold, dan perlu menyambungkannya bersama-sama dengan pengikat. Di sisi kelistrikan, kami harus mengawinkan pemutus 40-pin dengan memutarnya secara manual. Proses ini diulang berkali-kali untuk setiap perubahan jig.”
Menurut KTH, tuntutan tenaga kerja fisik dari proses lama sangat tinggi, dan, tentu saja, setiap kali seorang rekan memasuki sel kerja, ada risiko yang melekat. Dalam kondisi ini, frekuensi kegagalan kabel yang tinggi bukanlah hal yang mengejutkan. Menggabungkan dan melepaskan kabel dengan gaya dan torsi yang tidak konsisten menciptakan keausan yang berlebihan. Ketidaksejajaran konektor menyebabkan pin rusak. Tanpa ruang penyimpanan khusus untuk kabel yang tidak digunakan, kabel tersebut ditinggalkan di lantai atau di atas peralatan lain di dalam sel.
“Kami memiliki saluran udara yang terputus dan bocor, konektor yang rusak,” kata Reed. “Pemeliharaan dipanggil untuk mencoba menilai masalahnya, tetapi sering kali, itu hanya pin bengkok pada konektor yang akan menghabiskan berjam-jam waktu henti—kira-kira 65 jam setahun per baris.”

Selain interaksi manusia yang berlebihan dan kegagalan peralatan, proses lama merupakan mimpi buruk bagi kelompok pendukung peralatan. Pemimpin bagian kelompok, Jonah Strapp, mencatat, “Setelah pergantian, Anda harus mengacaukan sesuatu di dalam sel untuk membuatnya berfungsi kembali. Downtime berarti uang hilang. Ketika itu terjadi, ada sedikit tekanan untuk menjalankan saluran.”
KTH sangat termotivasi untuk meningkatkan penggantian jig pengelasan untuk memungkinkan aliran operasi yang lebih lancar, meningkatkan keselamatan karyawan, dan mengurangi kejadian kegagalan peralatan. Matt Myers, staf insinyur dari grup proyek teknik KTH, menjelaskan:“Selama hari operasi normal kami, kami mencoba untuk menekan produksi sebanyak mungkin di luar jalur. Setiap kali kami melakukan pergantian, kami kehilangan waktu produksi, yang berarti kerugian finansial yang besar dalam pembukuan kami. Apa pun yang dapat kami lakukan untuk mengurangi jumlah waktu henti sangat penting.”
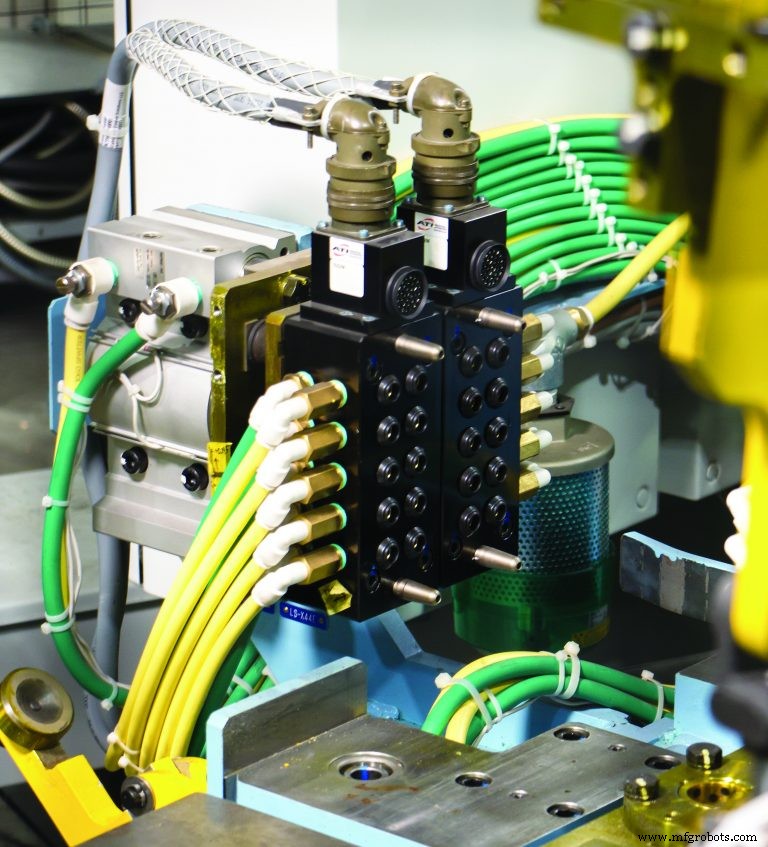
Itulah titik di mana mengadopsi skrup utilitas ATI menghadirkan solusi hemat waktu yang efisien. Skrup utilitas ATI sangat cocok untuk pergantian jalur pengelasan KTH. Mereka menyediakan daya, sinyal, dan pneumatik. Coupler utilitas ATI memiliki kepatuhan rotasi bawaan untuk menyediakan kopling berulang dalam paket yang tahan lama. Karena desainnya modular, skrup utilitas bekerja dengan rangkaian lengkap modul utilitas pengubah alat ATI.
Bersama-sama, skrup dan modul utilitas juga melayani berbagai protokol jaringan, jelas Myers dari KTH. “Dalam hal desain produk baru, saya dapat mengandalkan tim teknik ATI untuk merancang produk listrik atau pneumatik yang sesuai dengan kebutuhan kami dengan cepat, atau merujuk salah satu dari ribuan produk [tersedia] di situs web mereka.” Untuk sistem khusus di KTH ini, ATI mengonfigurasi coupler utilitas dan modul listrik I/O diskrit 32-pin yang mudah diintegrasikan ke saluran yang ada.
“Saat kami pertama kali mencoba alat penyambung listrik, langsung terlihat bahwa itu akan membuat perbedaan besar. Skrup baru sangat andal dan hands-free. Kita tidak perlu main-main dengan mereka. Mereka bekerja setiap saat,” kata Strapp.
Ketika ditanya bagaimana KTH memilih ATI sebagai pemasok mereka, Myers menjawab, “Berdasarkan hubungan layanan pelanggan kami sebelumnya, waktu tunggu yang cepat, dan manajer akun lokal kami, itu adalah keputusan yang mudah untuk menggunakan ATI.” KTH adalah pengguna lama produk pengubah alat robot ATI, jadi transisi ke kopling otomatis dengan skrup utilitas ATI bekerja dengan baik.
Dave Reed mengkonfirmasi kinerja coupler utilitas ATI GA2:"Saya telah mengubah mungkin ratusan jig ini pada tahun lalu, dan saya tidak pernah memiliki masalah dengan sistem ATI. Anda mengatur jig di sana, Anda menekan tombol , itu menekan, menjepit, pin Anda semua dikawinkan, Anda tidak memiliki toleransi untuk mendapatkan pin bengkok atau saluran udara rusak. Ini adalah produk yang sangat sempurna. Ini membuat hidup jauh lebih mudah."


