

Teknologi Industri

Manufaktur industri
Sebuah reamers adalah alat pemotong berputar (berbentuk silinder atau kerucut) yang digunakan untuk memperbesar atau menyelesaikan lubang yang telah dibentuk sebelumnya ke dimensi yang tepat. Ini dapat memiliki bilah padat atau sisipan, dapat disetel atau tidak dapat disetel, dan dirancang untuk penggunaan manual (reamer tangan) atau penggunaan mesin (reamer Chucking).
Alat untuk membesarkan lubang adalah alat permesinan yang digunakan untuk memperbesar atau menyelesaikan lubang yang sebelumnya dibor, dibor atau diberi inti untuk memberikan hasil akhir dan dimensi yang akurat.
Memperbesar adalah operasi finishing dan sizing lubang yang telah dibor atau dibor sebelumnya. Alat yang digunakan disebut reamer, yang memiliki beberapa mata potong. Alat untuk membesarkan lubang ditahan pada spindel tailstock baik secara langsung atau melalui chuck bor dan ditahan diam sementara pekerjaan yang terlibat pada kecepatan yang sangat lambat umpan bervariasi dari 0,5 hingga 2 mm per putaran.
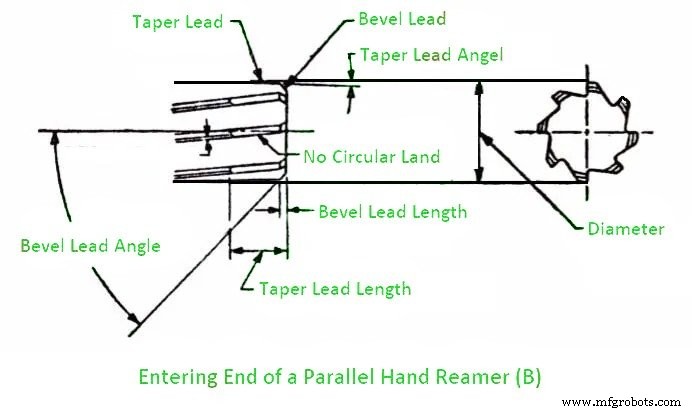
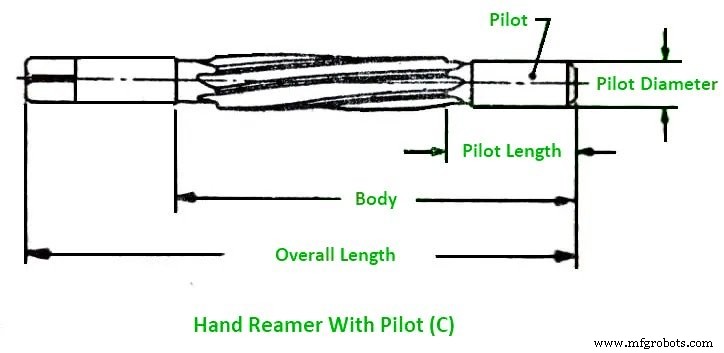
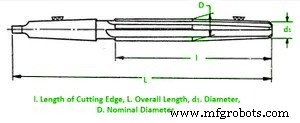
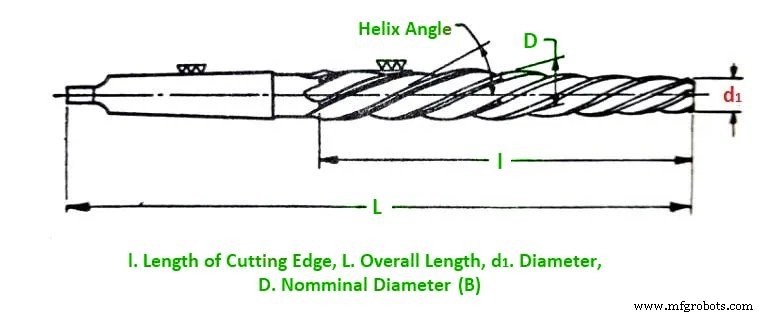
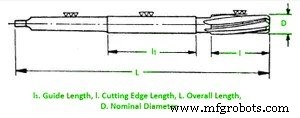
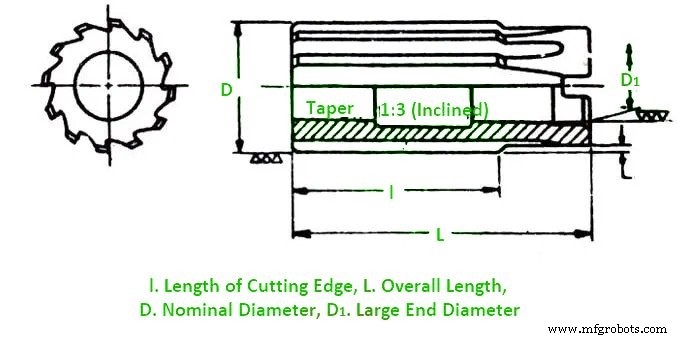
Nomenklatur reamer yang ditunjukkan pada gambar (A), (B), (C), dan (D) adalah sebagai berikut (D).
Elemen reamer dijelaskan di bawah ini :-
1. Sumbu :- Ini adalah pusat membujur r garis reamer.
2. Pendukung lancip :- Pengurangan diameter per 100 mm panjang reamer dari ujung masuk ke shank.
3. Kemiringan miring :- Bagian pemotongan bersudut di ujung saluran masuk yang memudahkan masuknya alat pembesar lubang ke dalam lubang. Bagian ini tidak dilengkapi dengan tanah melingkar.
4. Tubuh :- Bagian reamer yang memanjang dari ujung masuk reamer hingga awal shanknya.
5. Tanah melingkar :-Di ujung depan tanah, permukaan tanah berbentuk silinder berdekatan dengan ujung tombak.
6. Izin
7. Canggih :- Ujung tombak yang dibentuk oleh perpotongan muka dengan tanah melingkar atau permukaan yang ditinggalkan oleh pemberian izin utama.
8. Wajah :- Area permukaan seruling di sebelah ujung tombak tempat serpihan menumbuk saat dipotong dari benda kerja.
9. Seruling :- Alur di badan reamer untuk menghasilkan tepi tajam, untuk memungkinkan serpihan dilepas, dan membiarkan cairan mencapai tepi tajam.
10. Tumit :- Tepi-tepi yang dihasilkan oleh perpotongan permukaan yang ditinggalkan oleh pemberian jarak bebas sekunder dan seruling.
11. Tanah :-Bagian tubuh beralur yang tertinggal di antara seruling, permukaan, atau permukaan yang termasuk di antara ujung tombak dan tumit.
12. perintis :- Bagian tubuh yang digiling secara silindris di ujung masuk reamer untuk menjaga reamer tetap sejajar.
13. Istirahat :- Ini adalah bagian dari bodi yang diameternya dikurangi di bawah cutting edge, pilot, atau diameter terpandu.
14. Betis :- Shank reamer adalah bagian dari reamer yang dipegang dan digerakkan.
15. Diameter :- Ini adalah diameter pemotongan maksimum reamer di ujung saluran masuk.
Ada berbagai klasifikasi reamer tergantung pada operasi, tujuan dan bentuknya. Yang umum digunakan seperti yang dijelaskan dalam spesifikasi ini adalah sebagai berikut :-
alat untuk membesarkan lubang tangan memiliki lancip atau timah depan yang lebih panjang daripada reamer mesin. Hal ini dilakukan untuk mengimbangi kesulitan memulai lubang hanya dengan kekuatan tangan. Ini juga memungkinkan reamer untuk memulai dengan lurus, mengurangi risiko kerusakan. Seruling bisa lurus atau spiral.
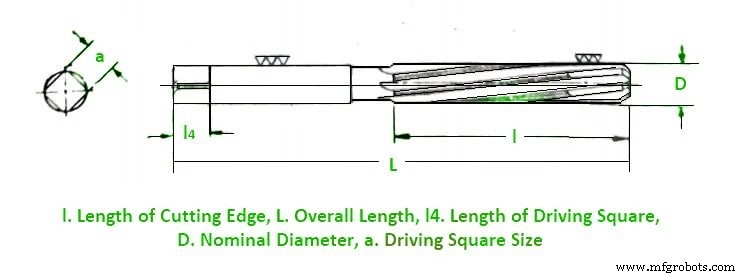
Mesin reamer bridge adalah jenis reamer yang memiliki ujung tombak paralel, dengan integral timbal dengan shank lancip yang digunakan untuk menahan dan menggerakkan reamer.
mesin pembesar jembatan ditunjukkan pada gambar.
Alat reamer jembatan mesin digunakan dalam alat listrik atau pneumatik portabel untuk reaming dalam pembuatan kapal, struktural, dan pekerjaan pelat.
Seruling reamer jembatan mesin mungkin lurus atau heliks.
Diameter reamer ini bervariasi dari 6,4 mm hingga 37 mm.
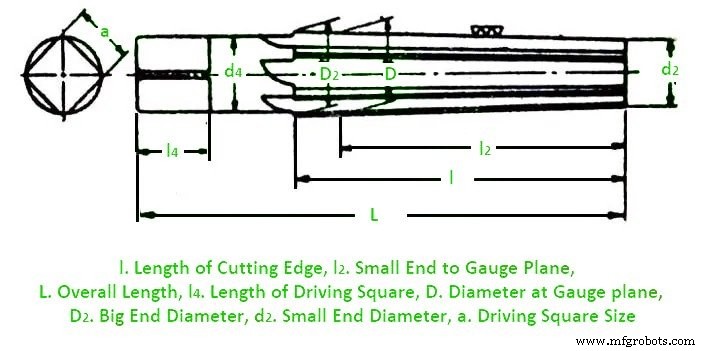
Mesin jig reamer adalah jenis reamer yang memiliki ujung tombak yang hampir sejajar dengan ujung bevel dan pemandu antara shank dan ujung tombak integral dengan shank lancip yang digunakan untuk menahan dan menggerakkan. Seruling jika reamer ini berbentuk heliks.
Bagian bodi yang polos dirancang agar sesuai dengan bushing di jig dan secara tepat menemukan reamer. Diameter reamer berkisar dari 7 hingga 50 mm . Sungai digambarkan dalam gambar.
Reamer ini terdiri dari ujung tombak yang hampir paralel dengan lancip dan ujung bevel integral dengan shank dengan diameter nominal ujung tombak dan, dengan bujur sangkar di sisi ujungnya
Seruling reamer ini bisa lurus atau heliks.
Alat pembesar lubang tangan memiliki tang persegi dan dirancang untuk digerakkan dengan tangan untuk mengukur lubang secara akurat.
Reamers dirancang untuk menghilangkan jumlah logam paling sedikit antara 0,05 dan 0,125 mm. Untuk memulai dengan mudah, ujungnya sedikit meruncing ke arah ujung dengan jarak yang sama dengan diameternya.
Angka tersebut menggambarkan jenis alat untuk membesarkan lubang ini.
alat untuk membesarkan lubang . ini bisa memiliki batang lurus atau lancip dan digerakkan dengan tangan atau mesin. Reamer memiliki tepi tajam lancip yang menyatu dengan tangkai paralel atau lancip agar sesuai dengan Morse lancip . Seruling reamer ini bisa lurus atau heliks.
Reamer tersedia dalam tiga ukuran:roughing, pre-finishing, dan finishing. Untuk finishing, tersedia reamer dengan berbagai diameter. Lubang lancip Morse bernomor 1 sampai 6. Ilustrasi menggambarkan lubang lubang soket.
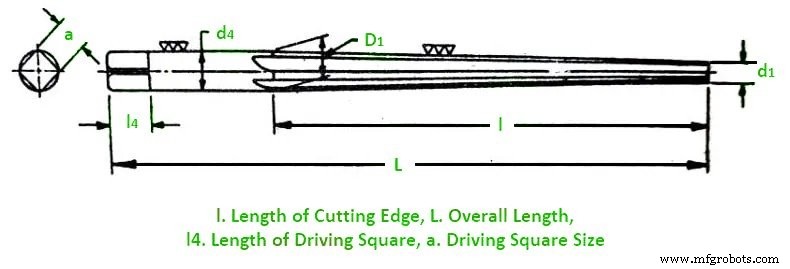
Pembesar lubang jarum lancip adalah jenis reamer yang digunakan untuk menyelesaikan, membentuk, atau menambah ukuran lubang agar hampir pas saat memasukkan pin lancip ke benda kerja Anda.
Alat pembesar lubang ini dapat digerakkan dengan tangan atau mesin. Alat pembesar lubang ini memiliki ujung tombak yang lancip untuk lubang yang sesuai dengan pin dengan lancip I dalam 50, memiliki shank paralel atau lancip untuk menahan dan menggerakkan alat pembesar lubang.
Seruling reamer ini bisa lurus atau heliks.
Reamer Shell adalah alat pemotong ujung beralur banyak yang digunakan untuk memperbesar lubang yang telah dibentuk sebelumnya ke diameter yang tepat dengan hasil akhir yang lebih halus.
Sosok shell reamer ditunjukkan di bawah ini:
Sebuah pembesar cangkang memiliki lubang aksial yang digunakan pada punjung. Sebuah alat untuk membesarkan lubang cangkang memiliki tepi tajam paralel virtual dengan ujung bevel yang tajam. Reamers ini digunakan untuk menyelesaikan lubang besar untuk menghemat biaya alat.
Kerang dengan berbagai ukuran dapat dipertukarkan pada satu punjung. Ini menghemat biaya betis padat dalam setiap kasus. Shell reamer bisa dari mawar jenis chucking untuk memperbaiki lubang atau tipe bergalur untuk finishing.
Seruling reamer ini bisa lurus atau heliks. Diameter reamer berkisar dari 24 hingga 100 mm.

Reamer Ekspansi adalah alat pemotong ujung beralur banyak dengan seruling yang dapat disesuaikan yang digunakan untuk sedikit memperbesar lubang yang terbentuk sebelumnya ke diameter yang presisi dengan hasil akhir yang lebih halus.
Sebuah reamer ekspansi dibangun sedemikian rupa sehingga dapat disesuaikan dengan jumlah yang sangat kecil untuk mengimbangi keausan atau untuk mengakomodasi beberapa variasi dalam ukuran lubang. Untuk melakukan ekspansi, kendurkan mur penjepit dan dorong steker 1 ke dalam, seperti yang ditunjukkan pada gambar. Bilahnya sedikit melebar sebagai akibatnya.
Chucking reamers, adalah alat pemotong serba guna yang memberikan ketahanan aus dan sobek yang unggul pada suhu tinggi.

Catatan :- Chucking reamer juga dikenal sebagai mesin reamer
Chucking reamers, adalah jenis reamer yang paling umum. Ini digunakan pada mesin bubut, mesin bor, dan mesin ulir yang memberikan hasil akhir yang halus pada lubang.
Reamer ini memiliki tepi tajam pendek yang hampir paralel dengan ujung bevel dan lekukan bodi yang panjang di antara shank. Pemotongan tepi integral dengan shank paralel atau lancip untuk memegang reamer.
Seruling reamer ini semuanya lurus tetapi shanknya mungkin lurus atau lancip.
Ia dikendarai dengan kecepatan lambat dan seluruh pemotongan dilakukan sepanjang seruling . Cairan ditempatkan tidak teratur di sekitar lingkar tubuh reamer. Ini membantu mengurangi kecenderungan mengobrol.
Reamer bergalur digunakan untuk reaming yang lebih akurat. Diameter reamer chucking shank lurus berkisar dari 1-5 hingga 32 mm , dan reamer chucking shank lancip berkisar dari 5 hingga 32 mm .

Pembesar mawar berbeda dari tipe bergalur. Dalam tipe bergalur , ujung tombak semua tepi miring di akhir.
ditalang ujung tombak membentuk 45° sudut. Bodi bergalur dirancang agar pas dengan lubang reamed.
Untuk mencegah pembengkokan di dalam lubang, bodi sedikit meruncing, menjadi lebih kecil ke arah betis. Reamer jenis ini dapat menghilangkan lebih banyak logam daripada reamer bergalur. Sosok itu menggambarkan alat pembesar mawar yang sedang melempar.
Sebuah alat pembesar dengan dua atau lebih permukaan potong dikenal sebagai gabungan alat membesarkan lubang . Alat untuk membesarkan lubang kombinasi digiling secara presisi menjadi pola yang menyerupai beberapa diameter internal bagian. Keuntungan menggunakan reamer kombinasi adalah mengurangi jumlah operasi turret sambil menahan kedalaman, diameter internal, dan konsentrisitas dengan lebih tepat. Reamer kombinasi biasanya digunakan pada mesin sekrup atau mesin bubut operasi kedua daripada mesin CNC karena kode-G dapat dengan mudah dibuat untuk membuat profil diameter internal.
Beberapa aplikasi reamer adalah sebagai berikut :-
Reamer dinamai sesuai dengan arah rotasi sebagai berikut
Reamer yang memotong sambil berputar searah jarum jam jika dilihat dari ujung masuknya.
Ini adalah reamer yang memotong sambil berputar berlawanan arah jarum jam jika dilihat dari ujung masuknya.
Sudut sungai diberikan di bawah ini
Sudut kemiringan kemiringan :- sudut yang dibentuk oleh ujung tombak ujung bonggol dan sumbu reamer.
Sudut jarak bebas :- sudut yang dibentuk oleh jarak bebas primer atau sekunder dan garis singgung ke pinggiran reamer di tepi tajam.
Sudut heliks :- Sudut antara ujung tombak dan sumbu reamer.
Sudut penggaruk :- Sudut-sudut pada bidang diametral yang dibentuk oleh muka dan garis radial pada ujung tombak.
Sudut ujung lancip :- Sudut yang dibentuk oleh ujung tombak ujung lancip dan sumbu reamer.
Teknologi Industri
Untuk mendapatkan suku cadang mesin yang presisi dari pabrikan, komponen tersebut harus melalui serangkaian proses untuk membuat suku cadang tersebut lebih lanjut sesuai dengan persyaratan tertentu. Untuk mencapai proses ini, pabrikan menggunakan mesin CNC. Mesin otomatis ini menggunakan sistem kont
Insert moulding adalah proses injection moulding plastik lain yang menggabungkan bahan yang berbeda menjadi satu objek. Tidak seperti overmolding , yang melibatkan proses dua langkah untuk menciptakan hasil yang serupa, cetakan sisipan hanya satu langkah. Kami mengumpulkan ikhtisar singkat tentang
Pengelasan adalah metode yang efisien, andal, dan menyenangkan secara estetika untuk menyatukan rakitan logam. Tetapi dengan begitu banyak proses pengelasan yang berbeda untuk dipilih, desainer produk mungkin tidak tahu mana yang terbaik untuk proyek mereka. Sementara beberapa aplikasi akan memerlu
Istilah pencetakan 3D mencakup beberapa teknologi manufaktur yang membangun bagian lapis demi lapis. Masing-masing berbeda dalam cara mereka membentuk bagian plastik dan logam dan dapat berbeda dalam pemilihan bahan, penyelesaian permukaan, daya tahan, serta kecepatan dan biaya produksi. Ada bebera