Pembuatan Prototipe Cepat Menggunakan Pencetakan Uretan
Kejenuhan industri menjadikan tujuan utama produsen tidak hanya untuk memproduksi produk tetapi juga menggunakan metode inovatif untuk menghasilkan lebih banyak produk dalam rentang waktu yang lebih singkat untuk meningkatkan produksi. Dengan perkembangan teknologi, berbagai teknik pembuatan prototipe cepat tersedia bagi produsen yang dapat digunakan untuk menghasilkan produk dalam waktu yang lebih singkat dengan efisiensi yang lebih tinggi.
Cara-cara tersebut selain hemat waktu juga hemat biaya. Salah satu teknik pembuatan prototipe cepat yang digunakan saat ini adalah pencetakan uretana yang sangat mirip dengan pencetakan injeksi dengan sedikit perbedaan. Teknik ini menghasilkan prototipe fungsional terbaik dengan karakteristik yang diinginkan.
1. Cetakan Uretan
Pencetakan Uretan adalah teknik prototipe cepat yang digunakan untuk menghasilkan produk dengan bagian karet lunak yang tidak dapat dikerjakan dengan mesin dengan bantuan mesin CNC atau mesin sejenis lainnya. Cetakan Uretan menggunakan pola master cetak 3-D dan cetakan silikon yang digunakan untuk menghasilkan produk berkualitas tinggi yang diinginkan hingga ukuran 30 inci.
Proses ini sangat mirip dengan cetakan injeksi di mana alat keras digunakan sebagai pengganti alat silikon lunak. Tindakan pencegahan harus diambil saat merancang pola induk untuk pencetakan uretana untuk memastikan bahwa itu harus memiliki sifat yang diinginkan. Bagian plastik fungsional adalah hasil cetakan uretana yang dapat disajikan sebagai model atau digunakan dalam produk yang berfungsi penuh.
Dimensi produk jadi yang dihasilkan oleh cetakan uretana tergantung pada keakuratan model induk dan bahan pengecoran. Umumnya, tingkat penyusutan 0,15% diharapkan pada produk yang dihasilkan oleh teknik manufaktur ini.
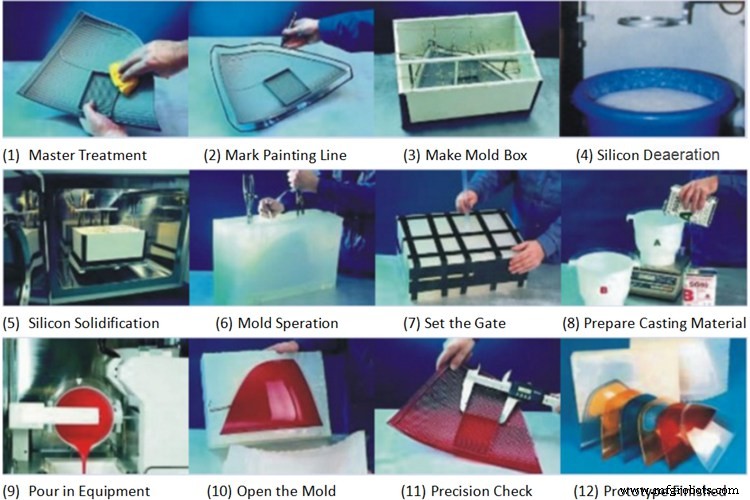
2. Langkah-langkah dalam Pencetakan Uretan
Umumnya, empat langkah diikuti dalam Urethane Moulding seperti yang tercantum di bawah ini
Langkah 1
Pertama pola master dirancang dan dicetak dengan prototyping cepat atau teknik pencetakan 3-D. Pola induk pada dasarnya adalah bagian asli atau representasinya. Pola master ini juga digunakan untuk membuat cetakan yang dapat digunakan dalam pengecoran. Ini dirancang secara akurat karena dimensi produk bergantung pada pola utama ini. Selain itu, ada beberapa opsi pemesinan yang dapat digunakan dalam kasus ini.
Langkah 2
Pada langkah kedua, pola utama yang dihasilkan dibungkus dalam silikon cair untuk menghasilkan cetakan yang akurat.
Langkah 3
Setelah cetakan sembuh, itu dipotong menjadi dua bagian. Rongga yang dihasilkan digunakan untuk pengecoran produk akhir.
Langkah 4
Pada langkah terakhir, pabrikan menyuntikkan urethane atau resin lain untuk mengisi rongga. Setelah bahan sembuh, itu akan dihapus dari alat. Proses ini diulang sampai produk yang diinginkan dihasilkan.
3. Sistem Pengecoran
Sistem pengecoran adalah sistem elemen yang diperlukan untuk melakukan operasi pengecoran dengan benar. Dalam Pencetakan Uretan, sistem pengecoran terdiri dari corong, saluran pengecoran, saluran udara, agen pelepas cetakan uretana, dan perlengkapan untuk menahan bagian cetakan bersama-sama. Semua elemen ini diatur dengan cara tertentu untuk menjalankan proses casting dengan benar.
Saluran dan corong casting adalah tabung yang terbuat dari plastik yang terhubung ke lubang cetakan. Bahan dituangkan ke dalam lubang ini dan mengalir melalui saluran dan corong. Semakin tinggi tinggi corong, semakin besar tekanan pengecoran sehingga polimer mampu mengisi semua fitur pola.
Ventilasi udara terdapat pada sisi berlawanan dari cetakan sehingga udara dapat mengalir keluar saat bahan dituangkan ke dalam pola untuk pembuatan produk. Agen pelepas cetakan uretana pada dasarnya adalah film udara yang mencegah bagian yang dicor menempel pada cetakan. Agen pelepas digunakan untuk menghilangkan elemen yang menonjol yang dihasilkan sebagai akibat gesekan yang ada antara bagian yang dicor dan cetakan. Ini juga menutupi beberapa lubang mikroskopis yang dihasilkan selama pengecoran membuat produk cor lebih halus.
4. Toleransi Umum di Bagian Cast
Toleransi ± 0,010 inci atau ± 0,003 inci per inci bagian biasanya diharapkan pada bagian yang dicor. Tingkat penyusutan +0,15% dapat diharapkan karena ekspansi termal cairan, dan respons dari cetakan fleksibel. Geometri yang tidak teratur atau terlalu tebal dapat menyebabkan penyimpangan atau defleksi karena penyusutan.
Ujung permukaan luarnya dihaluskan ke permukaan material atau matte. Garis tumbuh mungkin ada pada fitur internal atau tersembunyi. Pemolesan atau penyelesaian khusus harus ditentukan dengan jelas. Penyusutan atau permukaan akhir produk tergantung pada desain pola induk. Oleh karena itu, tindakan pencegahan harus diambil dalam desain pola induk.
5. Bahan yang Digunakan
Cetakan urethane digunakan untuk memproduksi produk yang memiliki sifat fisik tertentu. Sehingga material yang digunakan dalam proses pengecoran akan sangat mempengaruhi sifat fisik. Oleh karena itu kondusif untuk berbagai jenis plastik poliuretan, mulai dari kaku hingga fleksibel. Beberapa bahan yang paling umum digunakan dalam proses ini meliputi:
- Uretana yang kaku dan berdampak tinggi
- Uretana kaku dan tahan panas
- Uretana bening dan fleksibel
6. Opsi Mewarnai
Ada dua pilihan pewarnaan dalam cetakan urethane yang masing-masing memiliki kelebihan dan kekurangannya sendiri
1) Cast-in Colors
Pemeran dalam warna memberikan tekstur khusus pada produk. Selain itu, warna cast-in tidak dapat terkelupas dari permukaan dan tidak ada chipping. Namun warna yang dimasukkan terbatas jumlahnya sehingga warna spesifikasi mungkin tersedia atau tidak.
2) Cat
Dalam pengecatan benda setelah pengecoran ada banyak warna yang tersedia sehingga warnanya bisa sesuai dengan spesifikasi. Selanjutnya, ketika pengecatan dilakukan setelah pengecoran, garis-garis yang tertinggal setelah memisahkan produk dari cetakan dapat dihilangkan sehingga memberikan tampilan permukaan yang seragam pada produk. Tetapi pengecatan setelah pengecoran membutuhkan tenaga kerja setelah pemesinan yang menyebabkan kenaikan biaya produksi. Selain itu, cat dapat memberikan perlindungan yang besar terhadap radiasi ultraviolet tetapi dapat dengan mudah terkelupas yang merupakan kelemahan lain dari pengecatan permukaan.

7. Perbandingan Cetakan Injeksi dan Cetakan Uretan
Injection molding dan Urethane umumnya merupakan proses yang serupa. Perbedaannya terletak pada detail yang terkait dengan praktik manufaktur.
1) Pembuatan Alat
Perbedaan pertama antara cetakan injeksi dan cetakan uretana terletak pada pembuatan alat mereka. Cetakan injeksi menggunakan alat keras dibandingkan dengan alat lunak yang digunakan dalam cetakan uretana. Oleh karena itu cetakan urethane dibuat dengan mencetak model cetakan 3D dari bagian yang sudah jadi, sedangkan alat cetakan injeksi dikerjakan melalui penggilingan CNC, penggilingan, dan proses lainnya.
2) Kuantitas dan Volume Produksi
Pencetakan Uretan digunakan untuk memproduksi hanya beberapa bagian pada satu waktu, oleh karena itu untuk volume rendah pencetakan Uretan lebih disukai. Untuk jumlah produksi volume tinggi, kualitas dan masa pakai cetakan baja perkakas umumnya akan menghasilkan pengembalian yang lebih baik. Oleh karena itu lebih ekonomis untuk berinvestasi dalam pengaturan cetakan injeksi untuk produksi volume tinggi. Jika biaya dimuka dijaga agar tetap rendah, maka pencetakan Uretan lebih disukai.
3) Biaya Bahan
Plastik berkualitas tinggi yang digunakan dalam pencetakan injeksi lebih mahal dibandingkan dengan resin uretana atau poliuretan yang digunakan dalam pencetakan uretana. Jika seseorang harus menghasilkan lebih sedikit prototipe, lebih baik menggunakan resin urethane. Untuk produk yang seharusnya digunakan untuk jangka panjang, atau dengan aplikasi dengan sifat fisik tertentu yang keras, plastik yang tepat harus digunakan dan proses pencetakan injeksi harus digunakan.
4) Waktu Prospek
Alat cetakan injeksi membutuhkan pemesinan yang lebih rumit dan ekstensif untuk dibuat dan biasanya tidak siap selama beberapa minggu. Waktu tunggu tipikal hampir dua bulan mungkin diperlukan untuk pembuatan alat cetakan injeksi. Sedangkan cetakan urethane mengkonsumsi waktu yang relatif lebih sedikit untuk produksi biasanya hanya membutuhkan model cetak 3D dan cetakan lunak untuk dibuat di sekitarnya.
5) Biaya Per Bagian vs. Biaya Keseluruhan
Secara umum, biaya per bagian untuk pengecoran uretana akan lebih tinggi daripada untuk cetakan injeksi, terutama karena volume suku cadang yang dibuat lebih rendah. Namun, biaya keseluruhan biasanya lebih rendah untuk pengecoran uretana karena biaya perkakas dan material yang lebih rendah.
6) Toleransi
Toleransi urethane adalah +/-.010” untuk inci pertama, dan +/-.005” untuk setiap inci sesudahnya sedangkan toleransi dalam cetakan injeksi adalah +/-.005” untuk inci pertama, dan +/-.002” untuk setiap inci sesudahnya.
7) Aplikasi
Karena prototipe dibuat oleh cetakan silikon dalam cetakan uretana yang kurang tahan lama dan tidak bertahan lebih dari 20-25 bagian. Oleh karena itu proses ini cocok untuk situasi di mana volume produksi rendah dan bagian yang lebih rendah dari kualitas tinggi, presisi dan karakteristik kinerja akan diperlukan. Beberapa aplikasi pencetakan uretana tercantum di bawah ini:
- Jembatan menuju produksi
- Bagian tampilan tempat pembelian
- Pameran bagian
- Evaluasi pengguna
- Pengujian konsumen
- Kampanye crowdfunding
- Model konsep
- Contoh penjualan
- Model teknik
- Contoh uji pemasaran
- Perjalanan pra-produksi
- Uji prototipe
- Prototipe cepat
- Pusat Distribusi
- Mencetak
- Roda untuk Skateboard, Robot, dan aplikasi berputar lainnya
- Sistem Konveyor

8. Manfaat Cetakan Uretan
Proses ini paling efektif dalam mengurangi biaya alat dan waktu produksi. Bagian yang dihasilkan sebagian besar terdiri dari uretan atau resinnya sehingga sifat fisiknya meningkat. Bagian-bagian yang terbuat dari cetakan uretana memiliki manfaat sebagai berikut
Tahan Abrasi: Produk yang dihasilkan oleh cetakan uretana akan mengungguli karet, plastik, atau logam dalam aplikasi abrasi dan keausan yang parah.
Resistensi Kimia: Produk yang dihasilkan oleh cetakan uretana memiliki ketahanan yang sangat baik terhadap sebagian besar pelarut, bahan kimia, minyak berbasis alifatik, dan gemuk.
Pewarnaan: Dua pilihan pewarnaan tersedia dalam cetakan urethane yang memiliki kelebihan dan kekurangannya. Umumnya, warna cast-in digunakan yang tahan kulit.
Stabilitas Dimensi :Resin uretana memiliki stabilitas dimensi yang sangat baik pada berbagai tekanan dan suhu. Produk yang dihasilkan dengan metode ini sangat elastis dan dapat diregangkan hingga memanjang tanpa deformasi.
Ketahanan Lingkungan: Urethane secara substansial inert dengan adanya ozon dan oksigen. Ini lebih tahan daripada karet alam atau sintetis terhadap sinar matahari dan kondisi cuaca umum.
Kekerasan :Polimer uretana dapat diformulasikan untuk mencakup berbagai kekerasan, dari 20 Shore A durometer (kekerasan karet gelang) hingga 75 Shore D durometer (kekerasan tulang) oleh karena itu, prototipe yang dihasilkan akan memiliki sifat-sifat ini.
Resistensi Dampak: Sementara bahan plastik konvensional dapat menjadi rapuh karena menjadi lebih keras, urethane mempertahankan elastisitas dan kekuatannya pada rentang kekerasan yang lengkap.
Kemampuan mesin: Produk Uretan dapat dibor, disadap, dan dikerjakan dengan mesin seperti produk logam.
Ketahanan: Polimer uretana dapat diformulasikan secara khusus untuk memberikan poliuretan keras ketahanan yang serupa dengan bahan yang lebih lembut, menjadikan uretana bahan yang sangat baik untuk penyerapan goncangan/getaran.

9. Keterbatasan Pencetakan Uretan
Pencetakan urethane memang memiliki beberapa kelemahan. Dalam hal produksi bagian yang kompleks, pola induk yang dirancang mungkin tidak mencakup semua fitur. Selain itu, mereka melibatkan banyak kerja keras untuk menghilangkan gips dan material berlebih, yang menyebabkan kesalahan. Jika ada gelembung udara yang terperangkap dalam pengecoran, bahan akan menyebabkan cor menjadi rapuh atau mencegah dinding tipis terisi sepenuhnya. Keterbatasan lain dari pencetakan uretana adalah bahwa cetakannya cukup sensitif terhadap suhu dan tidak dapat bertahan dalam waktu lama di atas 270 derajat Fahrenheit.
Keterangan Penutup
Jadi cetakan uretan adalah salah satu teknik prototyping cepat kunci yang digunakan ketika volume produksi rendah. Hal ini memungkinkan untuk memproduksi prototipe dan menyajikannya kepada orang-orang sebelum produksi massal menghemat biaya dan banyak uang perkakas. Selain itu, sifat fisik produk uretan seperti dijelaskan di atas memberikan keunggulan dibandingkan bahan konvensional yang memiliki kekuatan dan kekerasan yang lebih rendah. Jadi jika jumlah produksinya rendah, pencetakan urethane adalah salah satu teknik manufaktur terbaik untuk diterapkan yang sangat mirip dengan pencetakan injeksi yang digunakan dalam kasus volume produksi tinggi dan menggunakan alat yang lebih keras daripada alat yang lunak.


