Kode Pemrograman Bubut Perkakas Langsung – Orientasi Spindel Haas CNC
Pemrograman Bubut Perkakas Langsung
Ini adalah contoh pemrograman bubut perkakas langsung yang menunjukkan penggunaan pahat yang digerakkan (perkakas langsung) dan orientasi spindel pada mesin bubut cnc Haas.
Untuk pengenalan singkat perkakas langsung dan M-Codes terkait pada mesin bubut cnc Haas, baca
- Definisi Perkakas Langsung Bubut CNC dan Kode M Haas CNC Terkait
- Orientasi Spindle M19 – Orientasi Sub Spindle M119
- Kode-M Bubut CNC Haas
- G-Codes Bubut CNC Haas
Kode Contoh Program Perkakas Langsung
Untuk contoh program cnc yang sama yang menggunakan sumbu C untuk kontrol spindel, baca Contoh Pemrograman Bubut C-Axis dengan Live Tooling di Haas CNC
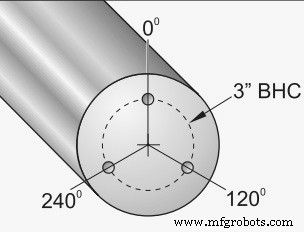
Orientasi Spindel CNC Contoh Program M19 Haas CNC
O0050
N10 T101
N15 G54
N20 G00 X3.0 Z0.1
N25 G98
N30 M19 P0
N35 M14
N40 M133 P2000
N45 G01 Z-0.5 F40.0
N50 G00 Z0.1
N55 M19 P120
N60 M14
N65 G01 Z-0.5
N70 G00 Z0.1
N75 M19 P240
N80 M14
N85 G01 Z-0.5
N90 G00 Z0.1
N95 M15
Penjelasan Kode Program CNC
N25 G98 Feed per menit.
G98 Feed per menit digunakan dalam program ini, bukan G99 feed per revolusi spindel, karena dengan sebagian besar kode perkakas aktif, G98 (feed per menit) digunakan karena spindel tidak berputar pada rpm tinggi .
Spindle Orientasi N30 M19 P0.
Opsi Spindle Orientation M19 memungkinkan pemosisian spindel ke sudut terprogram tertentu, untuk info selengkapnya, baca Orientasi Spindle M19 – Orientasi Sub Spindle M119.
N35 M14 Jepit Spindel Utama atau aktifkan rem spindel.
N40 M133 P2000 Hidupkan alat hidup maju 2000 rpm.
N95 M15 Matikan rem spindel utama.


