CNC Lathe Live Tooling Definisi dan Haas CNC M-Codes Terkait
Definisi Perkakas Langsung Bubut CNC
Opsi perkakas hidup bubut cnc memungkinkan Anda menggerakkan perkakas berpenggerak aksial atau radial untuk melakukan operasi sekunder seperti mengebor atau mengetuk, baik di muka bagian maupun di sekitar diameter. Spindel utama menyediakan pengindeksan dengan peningkatan yang tepat untuk pemosisian dan pengulangan bagian.
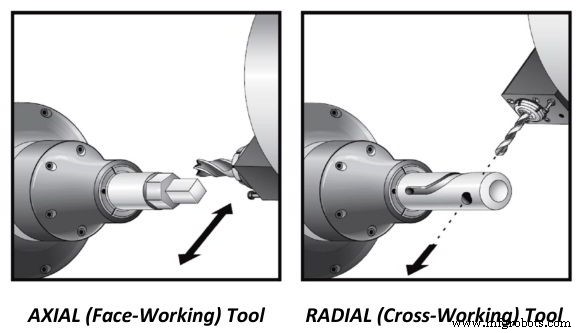
bubut cnc alat hidup aksial dan radial
Sebelum penggunaan live tooling pada mesin bubut cnc, mesin bubut cnc harus disiapkan untuk pengoperasian live tooling.
misalnya,
- Tetapkan parameter Haas CNC Parameters Live Tooling dengan Siklus G81, G82, G83, G85, G89, G95
- Drive alat aktif harus diaktifkan.
- Alat aktif harus diputar maju/mundur dengan kecepatan terprogram.
- Menjepit/Membuka penjepit spindel utama untuk pengoperasian.
- Orientasi spindel dapat digunakan.
- C-Axis dapat digunakan untuk operasi perkakas langsung yang lebih presisi.
- Alat live akhir harus dihentikan
- Drive perkakas aktif harus dilepas (pada beberapa mesin cnc, penggerak perkakas langsung otomatis terputus saat Anda memutar menara perkakas).
Haas CNC Lathe Live Tooling M-Codes
Berikut ini adalah kode-M yang paling banyak digunakan saat menggunakan live tooling pada mesin bubut cnc haas.
Majukan Alat Langsung M133
Nyalakan motor perkakas hidup ke (PXXXX)rpm, misalnya,
M133 P1000
program cnc di atas mengaktifkan perkakas aktif maju ke 1000 rpm.
Saat perkakas aktif diaktifkan, motor perkakas aktif berputar perlahan selama beberapa milidetik untuk mengaktifkan roda gigi kastel.

Perkakas Langsung Bubut CNC
Pembalikan Drive Alat Langsung M134
Nyalakan motor perkakas aktif dengan arah terbalik ke (PXXXX)rpm, misalnya,
M134 P1000
program cnc di atas menyalakan perkakas langsung mundur ke 1000 rpm.
Penghentian Drive Alat Langsung M135
M135 menghentikan alat aktif.
Spindle Utama Penjepit M14 / Spindle Utama Lepas M15
M14 Clamp Main Spindle atau menyalakan rem spindel.
M15 melepas klem atau mematikan rem spindel. Spindel akan secara otomatis membuka klem saat penggantian pahat diperintahkan atau saat kecepatan spindel baru diperintahkan. Juga saat RESET ditekan, spindel akan terlepas.
Spindle Berorientasi M19
Opsi Spindle Orientation memungkinkan pemosisian spindel ke sudut tertentu yang telah diprogram.
M19 akan mengarahkan spindel ke posisi nol. Nilai P atau R dengan M19 digunakan untuk mengarahkan spindel ke posisi tertentu (dalam derajat).
M119 akan mengarahkan spindel sekunder.
Baca Orientasi Spindle M19 – Orientasi Sub Spindle M119.
Untuk contoh program cnc yang menggunakan orientasi Spindle M19, baca Kode Pemrograman Live Tooling Lathe – Spindle Orientation Haas CNC
Melepaskan C-Axis M154 / Melepaskan Sumbu C M155
M154 C-Axis Engage
M155 C-Axis Disengage
Kode ini mengaktifkan dan menghidupkan dan mematikan motor sumbu C.
Sumbu C memberikan gerakan spindel dua arah presisi tinggi yang sepenuhnya diinterpolasi dengan gerakan X dan/atau Z. Kecepatan spindel dari 0,01 hingga 60 RPM dapat diperintahkan.
Untuk contoh program C-axis cnc, baca Contoh Pemrograman Bubut C-Axis dengan Live Tooling di Haas CNC


