

Mesin CNC

Manufaktur industri
Run Stop Jog Continue (RSJC) adalah fitur kontrol cnc yang tersedia di pabrik dan mesin bubut Haas.
RSJC memungkinkan Anda untuk menghentikan program yang sedang berjalan, berlari menjauh dari bagian tersebut dan kemudian melanjutkan eksekusi program. Setelah alat jauh dari bagiannya, sisipan yang aus atau alat yang rusak dapat diganti dan/atau fitur penting dapat diperiksa. Kemudian program dapat dilanjutkan.
Berhati-hatilah, saat program dilanjutkan, offset LAMA atau saat ini aktif akan digunakan untuk posisi kembali dan mesin tidak akan kembali melalui jalur yang sama saat Anda berlari. Jika mengganti alat, panjangnya harus sama dengan alat sebelumnya (disarankan penyetel alat offline).
Untuk mengaktifkan RSJC, tekan FEED HOLD di titik pemberhentian yang nyaman dalam program.
Tekan Z, X atau Y pada keypad diikuti dengan tombol HAND JOG untuk mengaktifkan sumbu yang dipilih.
Kontrol akan menyimpan posisi X, Y, dan Z saat ini. Sumbu selain X, Y, dan Z tidak dapat di-jogging.
“JOG AWAY” ditampilkan di bagian bawah layar dan kontrol akan berbunyi bip, mengonfirmasi RSJC aktif:
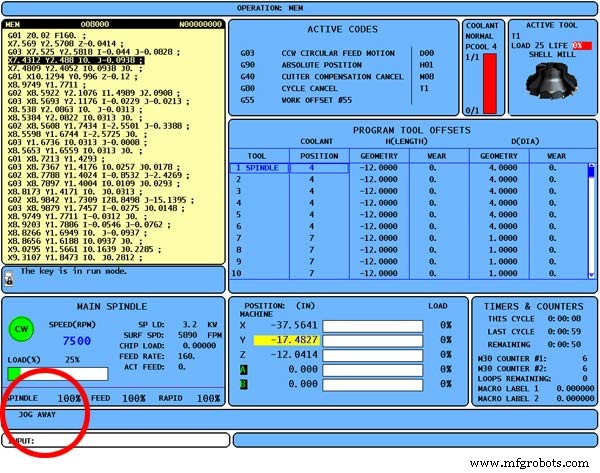
Haas Run Stop Jog Lanjutkan RSJC
Sekarang Anda dapat menggunakan tombol jog handle, jog handle jarak jauh, jog, atau tombol jog-lock untuk menjauh dari bagian tersebut.
Anda dapat menggunakan tombol kontrol seperti AUX CLNT (TSC), atau COOLNT untuk menghidupkan/mematikan cairan pendingin (AUX CLNT mengharuskan spindel tidak berputar dan pintu ditutup).
Spindle dapat dikontrol dengan menekan CW, CCW, Stop, dan Tool Release.
Jika perlu, sisipan alat dapat diubah.
Jogging ke posisi sedekat mungkin ke posisi tersimpan di mana RSJC diaktifkan, atau ke posisi di mana akan ada jalur cepat tanpa halangan kembali ke posisi tersimpan.
Kembali ke mode sebelumnya dengan menekan MEM, MDI, atau DNC.
Kontrol hanya akan berlanjut jika mode yang aktif saat dihentikan dimasukkan kembali.
Tekan Mulai Siklus.
Kontrol akan menampilkan pesan "Jog Return" dan mempercepat X dan Y sebesar 5% ke posisi Feed Hold ditekan, lalu mengembalikan sumbu Z.
Jika Feed Hold ditekan selama gerakan ini, gerakan sumbu gilingan akan berhenti dan menampilkan pesan “Jog Return Hold”. Menekan Cycle Start akan menyebabkan kontrol melanjutkan gerakan Jog Return.
Saat gerakan selesai, kontrol akan kembali ke status feed hold. Tekan Cycle Start lagi dan program melanjutkan operasi normal.
Mesin CNC
Kode M Heidenhain ( Fungsi lain-lain) untuk Heidenhain TNC 640/530/410/426/430/320 Heidenhain TNC 320 Kode Heidenhain M Kode M Deskripsi M0 Hentikan program berjalan (Spindle STOP, Coolant OFF) M1 Program opsional STOP (Spindle STOP, Coolant OFF) M2 Hentikan program berjalan (Spindle STOP,Coola
Penghentian Program Opsional Haas M01 M01 berfungsi sama seperti M00, kecuali fitur Stop Opsional harus aktif. Data M-Code Modal/Non-Modal Penggilingan/Bubut Modal Keduanya Pemrograman M00 Video Kerja Haas M00 Pengaturan Terkait 17 – Memilih Berhenti Mengunci 39 – Bip pada M00, M01, M02,
Program Hentikan Haas M00 Kode M00 digunakan untuk menghentikan program. Haas M00 menghentikan sumbu spindel mematikan coolant (termasuk Through Spindle Coolant) Blok berikutnya (blok setelah M00) akan disorot saat dilihat di editor program. Menekan Mulai Siklus akan melanjutkan operasi progra
Daftar parameter Haas (pabrik/bubut) untuk ahli mesin cnc yang mengerjakan bubut/pabrik cnc Haas. Parameter adalah nilai yang jarang dimodifikasi yang mengubah pengoperasian mesin. Ini termasuk jenis motor servo, rasio roda gigi, kecepatan, batas langkah tersimpan, kompensasi sekrup bola, penundaan