Siklus Pembubutan G20 – Fanuc Bubut CNC 21 TB
Siklus balik longitudinal G20 untuk kontrol cnc Fanuc 21 TB adalah kode-G modal.
Siklus balik G20 dapat digunakan untuk putaran lurus dan juga putaran lancip.
Siklus putaran G20 mudah diprogram dan dipelajari.
Siklus belok G20 digunakan untuk belok sederhana namun beberapa lintasan dimungkinkan dengan menentukan lokasi sumbu X dari lintasan tambahan.
Kode program cnc di bawah ini juga menunjukkan fungsionalitas yang sangat kuat dari siklus balik G20 yaitu bahwa masinis cnc dapat mengontrol kedalaman pemotongan setiap lintasan siklus balik G20 yang tidak mungkin dicapai dengan Siklus Putar Kalengan lainnya seperti G71 Rough Turning Cycle .
Format Siklus Belok G20 untuk Belok Lurus
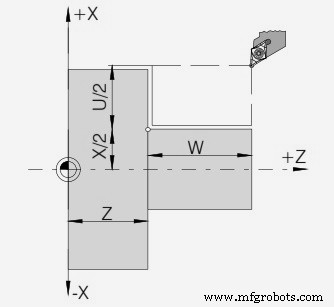
G20 X… Z… F…
atau
G20 U… W… F…
X – Diameter yang akan dipotong (absolut).
Z – Titik akhir pada sumbu z (absolut).
F – Laju pemakanan.
U – Diameter yang akan dipotong (bertambah).
W – Titik akhir dalam sumbu z (incremental).
Siklus Pembubutan G20 – Fanuc Bubut CNC 21 TB
Format Siklus Pembubutan G20 untuk Pembubutan Lancip
G20 X… Z… R… F…
atau
G20 U… W… R… F…
X – Diameter yang akan dipotong (absolut).
Z – Titik akhir pada sumbu z (absolut).
R – Dimensi taper inkremental pada X dengan arah (+/-)
F – Tingkat umpan.
U – Diameter yang akan dipotong (incremental).
W – Titik akhir di sumbu z (incremental).
Karena masinis cnc dapat menggunakan nilai X atau U untuk nilai kontur, cara yang sama Z atau W dapat digunakan atau Anda bahkan dapat menggabungkan nilai absolut (X, Z) dan inkremental (U, W).
G20 Turning Cycle Contoh Kode Program CNC
G96 S200 M03
G00 X56.0 Z2.0
G20 X51.0 W-20.0 F0.25
X46.0
X41.0
X36.0
X31.0
X30.0
G00 X100 Z100
M30
Penjelasan Kode Program CNC
Seperti yang Anda lihat pada kode program cnc di atas,
Alat berada pada titik X56 Z2,
Pemotongan pertama dilakukan pada X51 dan pahat bergerak W-20 dalam sumbu Z.
Pemotongan kedua adalah dibuat pada X46
Potongan ketiga dibuat pada X41
…
Potongan terakhir dibuat pada X30
Fungsi Siklus Putar G20
Seolah-olah Anda mempelajari kode program cnc di atas, Anda akan melihat bahwa,
1 – dengan G20 nilai absolut (X51.0) dan inkremental (W-20.0) digunakan untuk melakukan pemotongan.
2 – Jika kode di atas juga menunjukkan fungsionalitas yang sangat kuat dari siklus balik G20 yaitu bahwa masinis cnc dapat mengontrol kedalaman pemotongan setiap lintasan siklus balik G20 yang tidak mungkin dicapai dengan Siklus Putar Kalengan lainnya seperti Siklus Putar Kasar G71.
Jadi, Anda akan melihat lima potongan pertama sedalam 5 mm, tetapi yang terakhir hanya sedalam 1 mm.
Pembatalan Siklus Putar G20
Siklus balik G20 adalah kode-G modal.
Kode-G "Modal" berarti bahwa mereka tetap berlaku sampai dibatalkan atau diganti dengan kode G yang kontradiktif.
Ini berarti siklus balik G20 tetap aktif sampai perintah gerak lain diberikan seperti G00, G01 dll. Seperti pada contoh program cnc di atas kode G20 G dibatalkan dengan kode G00 G.


