Siklus Pengeboran Sinumerik 840D CYCLE81 Kode Contoh Pemrograman CNC
Kode contoh pemrograman CNC yang menunjukkan bagaimana masinis cnc dapat menggunakan Siemens Sinumerik 840D Drilling Centering Cycle CYCLE81.
Kode contoh di bawah menunjukkan berbagai metode pengeboran dengan siklus pengeboran CYCLE81.
Ikhtisar Singkat SINUMERIK CYCLE81
CYCLE81 (RTP, RFP, SDIS, DP, DPR)
RTP – Bidang mundur atau Bidang retraksi (absolut)
RFP – Bidang referensi (absolut)
SDIS – Jarak aman (masuk tanpa tanda)
DP – Kedalaman pengeboran akhir (absolut)
DPR – Kedalaman pengeboran akhir relatif terhadap bidang referensi (masukkan tanpa tanda)
Untuk penjelasan mendetail, baca Pemrograman Sinumerik 840D CYCLE81 Drilling Centering Cycle.
Kode pemrograman di bawah ini menggunakan kedua metode untuk menentukan kedalaman pengeboran akhir Absolute (DP) dan Relatif terhadap bidang referensi (DPR).
Contoh Program Sinumerik 840D Drilling Cycke CYCLE81
Contoh Pemrograman Sinumerik 840D CYCLE81
N10 G0 G90 F200 S300 M3
N20 D1 T3 Z110
N21 M6
N30 X40 Y120
N40 CYCLE81(110, 100, 2, 35)
N50 Y30
N60 CYCLE81(110, 102, , 35)
N70 G0 G90 F180 S300 M03
N80 X90
N90 CYCLE81(110, 100, 2, , 65)
N100 M30
N10 Kecepatan, arah, dan umpan bor, dll.
Alat N20 dibawa ke titik awal di sumbu Z.
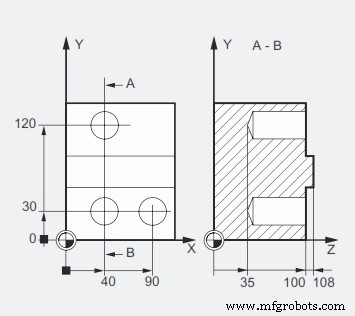
N30 Posisi bor pertama X40 Y120.
Bor N40 akan dengan cepat mencapai posisi RFP + SDIS 100 + 2
dan akan memulai pengeboran hingga mencapai DP yang diberikan 35
dan akan ditarik kembali ke RTP yaitu 110.
N50 Posisi bor berikutnya Bor Y30
N60 akan dengan cepat mencapai posisi RFP + SDIS 102 + 0 (saat SDIS dihilangkan).
dan akan mulai mengebor hingga mencapai DP yaitu 35
dan akan ditarik kembali ke RTP yaitu 110.
N70 Beberapa perubahan dalam umpan.
N80 Posisi pengeboran X90
Bor N90 akan dengan cepat mencapai posisi RFP + SDIS 100 + 2
Karena kedalaman pengeboran absolut dihilangkan
sekarang kontrol cnc akan menghitung kedalaman pengeboran akhir dengan menggunakan Relatif terhadap nilai titik referensi (DPR)
Kedalaman bor akhir (DPR) =Posisi bidang referensi (RFP) – Posisi titik Kedalaman Akhir 35 (lihat dimensi pada gambar di atas)
DPR =100 – 35
DPR =65


