CNC Mill Contour Pecking – Contoh Pengulangan Subprogram Fanuc
Contoh pemrograman cnc yang sangat sederhana yang menunjukkan
bagaimana sebuah kontur dapat diulang berkali-kali dengan manfaat tambahan dari pecking.
Jadi seperti peck drilling kali ini masinis cnc mematuk kontur tertentu dari pabrik cnc.
Apa itu pemrograman Fanuc Sub baca Sub Pemrograman Fanuc
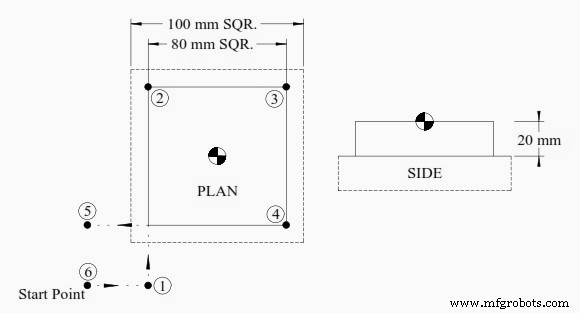
Pecking Kontur Pabrik CNC
Subprogram adalah campuran sederhana dari instruksi kode-G.
Program utama O4000 memanggil subprogram O4001 untuk mengulang 10 kali
M98 P104001
Subprogram memotong kontur dengan membuat kedalaman pemotongan 2mm setiap saat (dalam Pemrograman Inkremental G91)
G1 G91 Z-2 (Incremental peck depth)
Kemudian subprogram beralih kembali ke G90 Absolute Programming yang memudahkan pemrograman kontur.
Jadi, program ini memotong kontur tertentu sedalam 20 mm dengan mengambil 10 kecupan masing-masing 2 mm.
Contoh Pengulangan Subprogram Fanuc
Contour Pecking – Contoh Pengulangan Subprogram Fanuc Mill
O4000
T1 M6
G0 G90 G40 G21 G17 G94 G80
G54 X-75 Y-75 S? M3 (Start Point)
G43 Z100 H1
Z5
G1 Z0 F?
M98 P104001 (Call sub-program & repeat 10 times)
G0 G90 Z100
M30
Subprogram
Sub program di bawah dipotong dalam Mode Pemrograman Inkremental G91
Kemudian beralih kembali ke Mode Pemrograman Absolut G90 untuk pemesinan kontur.
O4001
G1 G91 Z-2 (Incremental peck depth)
G90 G41 X-40 D? M8 (Absolute Move to position 1 with comp. - Switch on coolant)
Y40 (Move to position 2.)
X40 (Move to position 3.)
Y-40 (Move to position 4.)
X-75 (Move to position 5 - Clear of material - cutter diameter)
G40 Y-75 (Cancel compensation)
M99


