Contoh Subprogram Penggilingan CNC Menggabungkan Beberapa Arc G02 G03 G41
Program penggilingan CNC untuk menjelaskan bagaimana dua atau lebih jari-jari dapat disatukan dalam program penggilingan cnc.
Contoh Subprogram Penggilingan CNC
Program Bagian CNC
N10 T1 H1 M6 G43 M3
N20 F150 S250
N30 G0 X-21 Y50 Z0.5
N40 G0 Z0
N50 M98 P040050
N60 G49
N70 G0 Z50
N80 M30
Subprogram
O0050
N10 F160 S400
N20 G0 Z-2.5 G91
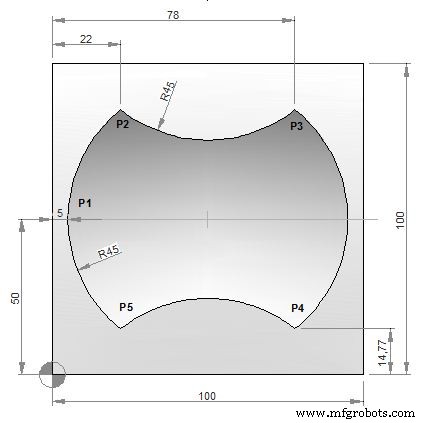
N30 G1 G90 X5 Y50 G41 (P1)
N40 G2 X22 Y85.23 I45 J0 (P2)
N50 G3 X78 Y85.23 R45 (P3)
N60 G2 X78 Y14.77 R45 (P4)
N70 G3 X22 Y14.77 R45 (P5)
N80 G2 X5 Y50 R45 (P1)
N90 G0 G40 X-21
N100 M99
Penjelasan Kode G M S T
| Kode | Deskripsi |
|---|
| G00 | Melintasi cepat |
| G01 | Interpolasi linier |
| G02 | CW interpolasi melingkar |
| G03 | CCW interpolasi melingkar |
| G40 | Pembatalan kompensasi pemotong |
| G41 | Kompensasi radius ujung alat tersisa |
| G43 | Kompensasi panjang alat + arah |
| G49 | Pembatalan kompensasi panjang alat |
| G90 | Perintah mutlak |
| G91 | Perintah penambahan |
| M03 | Spindel mulai maju CW |
| M06 | Perubahan alat |
| M30 | Akhir program (Reset) |
| M98 | Panggilan subprogram |
| M99 | Akhir dari subprogram |
| T | Alat |
| S | Kecepatan |
| F | Umpan |


