Pengaturan Offset Kerja pada Pabrik CNC Hermle UWF 851 dengan Kontrol Sinumerik
Artikel ini menjelaskan secara singkat seluruh proses Pengaturan Offset Kerja pada Pabrik CNC Hermle UWF 851 dengan Kontrol CNC Siemens Sinumerik.

Pabrik CNC Hermle UWF 851 dengan Kontrol CNC SINUMERIK 810
Pegang pekerjaan di ragum dengan kedalaman 5 hingga 10 mm.
Persiapan Pemotong Penggilingan
Kencangkan (pegangan) pemotong Ø 12 mm pada Dudukan Alat menggunakan Perlengkapan Pengencang Dudukan Alat.
Pilih Dudukan Alat yang sama di tangan kiri Anda dan Tekan Tombol Ganti Alat untuk membuka Mekanisme Penggantian Alat yang terletak di sisi kanan kepala mesin penggilingan cnc.
Tempatkan dudukan alat di kepala mesin dan dorong ke atas, dengan tangan lainnya tekan Tombol Ganti Alat Penutup di sebelah Tombol Ganti Alat.
Pilih Jog Mod dan tekan> (Tombol Halaman Berikutnya) untuk menemukan halaman Over Store. Pilih Over Store page.
Masukkan S =450 (kecepatan rmp) dan M =03 (rotasi CW).
Tekan tombol Cycle Start. Spindel akan mulai berputar.
Pilih Incremental Mod, Dalam Mod ini, kalibrasi 1 (0,001 mm), 10 (0,01 mm), dan 100 (0,1 mm) dapat diatur untuk penggunaan Roda Tangan.
Sumbu seperti X, Y, Z, C- sumbu dapat dipilih dari area papan tombol.
Pengaturan Offset Kerja sumbu X
Pilih 100 (0,1) kalibrasi dan tekan X untuk mengaktifkan sumbu X untuk gerakan.
Gunakan Roda Tangan untuk memindahkan pemotong lebih dekat ke pekerjaan di sisi yang ditunjukkan pada gambar di bawah (sumbu X).
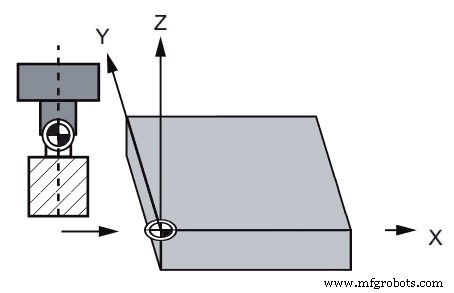
Pengaturan Offset Kerja di sumbu X
Berikan kedalaman pada pemotong (5-10 mm).
Sekarang bergerak lagi dalam sumbu X dan saat Anda cukup dekat sehingga Anda tidak dapat melihat celah antara pekerjaan dan pemotong, kurangi kalibrasi Incremental Mod menjadi 10 ( 0,01 mm), letakkan selembar kertas di antara pemotong dan pekerjaan.
Terus bergerak perlahan, pada satu titik kertas Anda akan dipotong sekarang berhenti di situ, ini adalah nilai posisi sumbu yang diperlukan untuk pengaturan offset.
Memasukkan nilai sumbu X di Zero Offset
Buat halaman Zero Offset pada layar kontrol cnc dengan menekan halaman tab Setting Data dan kemudian halaman tab Zero Offset.
Tempatkan nilai sumbu X yang diambil pada langkah di atas di Zero Offset (G54 X =………… …….).
Pengaturan Offset Kerja Sumbu Y
Pilih 100 (0,1 mm) Incremental Mod. Pilih sumbu Z untuk menggerakkan pemotong ke atas.
Pilih sumbu Y untuk memindahkan pemotong ke sisi yang ditunjukkan pada gambar di bawah.
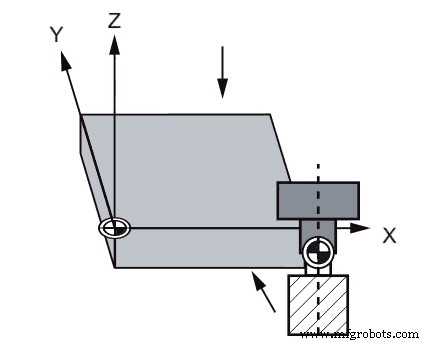
Pengaturan Offset Kerja Sumbu Y
Pilih sumbu Z untuk mengambil kedalaman pemotong 5-10 mm.
Pilih sumbu Y untuk bergerak lebih dekat ke pekerjaan.
Bila Anda cukup dekat sehingga Anda tidak dapat melihat celah antara pekerjaan Anda dan pemotong, kurangi kalibrasi Mod Inkremental menjadi 10 (0,01 mm), tempatkan selembar kertas di antara pemotong dan pekerjaan.
Terus bergerak perlahan, pada satu titik kertas Anda akan terpotong. Sekarang ini adalah posisi sumbu Y yang akan digunakan untuk pengaturan offset Nol.
Memasukkan nilai sumbu Y dalam Offset Nol
Tekan halaman tab Setting Data dan kemudian halaman tab Zero Offset untuk membuka halaman Zero Offset. Sekarang masukkan nilai sumbu Y yang diambil pada langkah di atas dengan
Tempatkan nilai di Zero Offset (G54 Y =………………… ).
Sekarang pilih 100 (0,1 mm) Incremental Mod. Pilih sumbu Z untuk menaikkan pemotong ke atas.
Belum Selesai…
Setelah prosedur di atas selesai, ketika program Anda akan berjalan pada Mod Otomatis, pemotong Anda akan mulai (G00 X0 Y0) bekerja pada titik yang ditunjukkan di bawah ini yang salah.
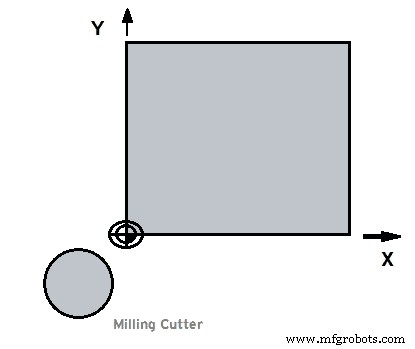
Posisi alat Pengaturan Offset Kerja salah
Langkah Terakhir
Apa yang kita inginkan adalah pemotong mulai di titik Tengah tepat di atas titik awal pekerjaan, di mana dua sisi (yang nilainya diukur di atas) bertemu.
Karena ini adalah titik yang benar dari mana semua dimensi komponen berada dihitung, Lihat di gambar.
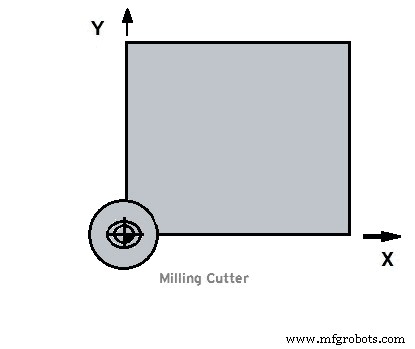
Alat Pengaturan Work Offset posisi yang benar
Untuk mengoreksi posisi pemotong, kami akan mengurangi Radius pemotong yang berukuran 6 mm (karena pemotong kami berukuran Ø12 mm ) dari sumbu X dan menambahkan 6 mm ke sumbu Y dalam nilai Offset Nol X, Y.


