G41 G40 Cutter Radius Contoh Kompensasi Program Penggilingan CNC
Program Contoh Kompensasi Radius Pemotong menunjukkan bagaimana G41, G40 dapat digunakan dalam program penggilingan cnc.
Kode Kompensasi Pemotong yang digunakan dalam program ini adalah,
- Kompensasi Radius Pemotong G41 Tersisa
- Pembatalan Kompensasi Radius Pemotong G40
Contoh Kompensasi Radius Pemotong
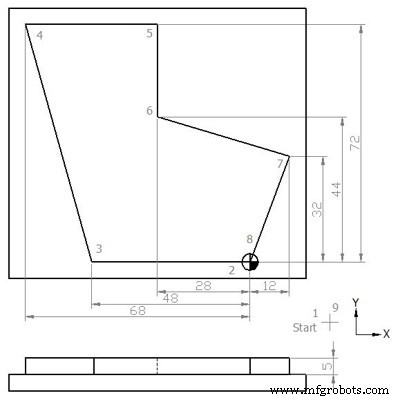
Contoh Kompensasi Radius Pemotong G41 G40
N5 G00 G54 G64 G90 G17 X20 Y-20 Z50
N10 S450 M03 F250 D01 (12.5 MM DIA)
N15 C0
N20 Z5
N25 G01 Z0
N30 Z-5
N35 G41 X0 Y0
N40 X-48
N45 X-68 Y72
N50 X-28
N55 Y44
N60 X12 Y32
N65 X0 Y0
N70 G40 X20 Y-20
N75 G00 Z50
N80 Y100
N85 M30
Bagian Selesai
Setelah proses pemesinan selesai, komponen akan terlihat seperti
Contoh Kompensasi Radius Pemotong Bagian Selesai
Penjelasan CNC G-Code
G00 :Rapid traverse.
G54 :Zero Offset no. 1.
G64 :Mode jalur berkelanjutan.
G90 :Sistem dimensi absolut.
G17 :Pemilihan rencana X-Y.
G41 :Aktivasi kompensasi radius pemotong (pergerakan sisi kiri)
G40 :Kompensasi radius pemotong tidak aktif
S :Kecepatan spindel
F :Umpan gerak sumbu
M :Rotasi pemotong (3=searah jarum jam, 4=berlawanan arah jarum jam)
D :No offset alat


