Fanuc G71 Siklus Putaran
Siklus Putar Fanuc G71
Siklus balik G71 digunakan untuk menghilangkan material kasar dari komponen mesin bubut cnc. Siklus balik G71 memudahkan pemotongan berdiameter besar. Pemotongan dapat dilakukan dalam garis lurus sederhana atau kontur yang kompleks juga dapat dikerjakan dengan sangat mudah.
Melalui parameter siklus balik G71, ahli mesin cnc dapat mengontrol
- Kedalaman pemotongan.
- Menarik tinggi.
- Kelonggaran penyelesaian dalam sumbu x dan sumbu z.
- Siklus cutting-feed, kecepatan spindel.
Pemrograman
G71 U... R...
G71 P... Q... U... W... F... S...
Parameter
Blok pertama
| Parameter | Deskripsi |
|---|
| U | Kedalaman pemotongan. |
| R | Kembali tinggi. |
Blok kedua
| Parameter | Deskripsi |
|---|
| P | Nomor blok awal kontur. |
| Q | Nomor blok ujung kontur. |
| U | Kelonggaran penyelesaian dalam sumbu x. |
| W | Kelonggaran penyelesaian dalam sumbu z. |
| F | Feedrate selama siklus G71. |
| S | Kecepatan spindel selama siklus G71. |
Ringkasan Siklus Putar G71
- Siklus belok G71 memotong seluruh kontur berulang kali yang diberikan dalam blok P Q.
- Kedalaman setiap potongan dapat dikontrol oleh nilai U blok pertama.
- Blok kedua U W adalah kelonggaran penyelesaian yang dapat diberikan jika Anda ingin melakukan pemotongan akhir dengan siklus penyelesaian G70.
- F adalah pemotongan umpan dan S adalah kecepatan spindel (diberikan dalam blok kedua) yang digunakan selama siklus putaran G71.
Catatan – F dan S yang diberikan di dalam blok P Q tidak akan digunakan selama siklus putaran G71, mereka digunakan dengan siklus penyelesaian G70 jika nanti dipanggil.
Siklus Belok G71 Berfungsi
N60 G71 U10 R10
N70 G71 P80 Q90 U3 W0 F0.25
N80 G00 X60
N90 G01 Z-75
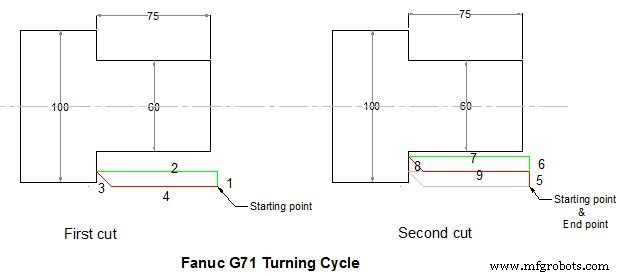
Saat siklus balik G71 dijalankan, seluruh operasi akan dilakukan dalam urutan berikut,
Potongan pertama
1 – Alat akan bergerak di sumbu x U (kedalaman pemotongan) dalam dengan umpan terprogram dari titik awal.
2 – Alat akan bergerak dengan umpan di sumbu z (titik tujuan di sumbu z diberikan dalam blok P Q )
3 – Alat dengan cepat menarik kembali jumlah R di sumbu x dan sumbu z (pada 45 derajat).
4 – Alat bergerak cepat dalam sumbu z ke titik awal
Pemotongan selanjutnya
5 – Alat bergerak cepat ke kedalaman potong terakhir.
6 – Alat bergerak dengan umpan dalam sumbu x kedalaman U (kedalaman potong U blok pertama).
7 – Alat dengan gerakan umpan dalam sumbu z (titik tujuan diberikan dalam blok P Q).
8 – Alat ditarik dengan cepat dalam jumlah R sumbu x dan sumbu z (45 derajat).
9 – Alat dengan cepat bergerak ke titik awal hanya pada sumbu-z.
Seluruh rangkaian operasi ini terus berjalan, hingga titik tujuan pada sumbu-x terpenuhi.
Jika kelonggaran penyelesaian diberikan, pahat tidak akan membuat diameter dan panjang persis seperti yang diberikan pada P Q memblok tetapi akan menyisakan kelonggaran sebanyak itu, Tunjangan penyelesaian ini nantinya dapat dikerjakan dengan mesin dengan memanggil siklus penyelesaian G70.
Fanuc G71 Siklus Putar
Contoh Fanuc G71
Ini adalah program bagian cnc yang menunjukkan bagaimana siklus balik G71 dapat digunakan, ini adalah program untuk gambar yang diberikan di atas
N50 G00 X106 Z5 M3 S800
N60 G71 U10 R10
N70 G71 P80 Q90 U3 W0 F0.25
N80 G00 X60
N90 G01 Z-75
Dalam program ini siklus balik G71 akan terus mengulang kontur yang diberikan di dalam blok P Q yang ditunjukkan di bawah
N80 G00 X60
N90 G01 Z-75
Kedua blok program cnc ini memberi tahu kami bahwa kami ingin menghapus material hingga kedalaman X60 dan panjang Z-75.
Kedalaman pemotongan diberikan pada blok pertama jumlah retraksi U10 juga diberikan R10.
Tunjangan penyelesaian di sumbu x adalah U3 tetapi tidak ada tunjangan penyelesaian yang diberikan di sumbu z W0.
Siklus Penyelesaian G70
Jika Anda memprogram siklus pembubutan G71 dengan kelonggaran penyelesaian, maka kelonggaran penyelesaian tersebut dapat dihilangkan dengan siklus penyelesaian G70.
Siklus penyelesaian G70 mengulangi seluruh kontur dengan cara G71, tetapi hanya dalam satu kali pemotongan dengan menghapus kelonggaran penyelesaian.
Mengapa Menggunakan G70 Finishing Cycle
Karena material dapat dilepas dengan siklus pembubutan G71, tetapi jika Anda menginginkan pemotongan-umpan dan kecepatan spindel yang berbeda untuk pemotongan terakhir, sebaiknya gunakan siklus penyelesaian G70.
Siklus penyelesaian G70 gunakan nilai F dan S yang diberikan di dalam blok terprogram P Q. (G71 menggunakan nilai F S yang diberikan di dalam blok kedua G71.)
Contoh Fanuc G70
N50 G00 X106 Z5 M3 S800
N60 G71 U10 R10
N70 G71 P80 Q90 U3 W0 F0.25
N80 G00 X60
N90 G01 Z-75 F0.15
N100 G00 X200 Z100
N110 G92 S1200
N120 T3 G96 S150 M03
N130 G00 X106 Z5
N140 G70 P80 Q90
N150 G00 X200 Z100
N160 M30
Contoh G70 G71

G71 Contoh Siklus Belok Kasar
O0004
G00 X200 Z10 M3 S800
G71 U2 R1 F200
G71 P80 Q120 U0.5 W0.2
N80 G00 X40 S1200
G01 Z-30 F100
X60 W-30
W-20
N120 X100 W-10
G70 P80 Q120
M30


