Program Contoh Siklus Putar G90 Fanuc 0-TC
Siklus Pembalikan Fanuc G90
Siklus balik Fanuc G90 digunakan untuk putaran sederhana namun beberapa lintasan dimungkinkan dengan menentukan lokasi sumbu X dari lintasan tambahan.
Disebut dengan banyak nama seperti – Fanuc G90 Outer Diameter/Internal Diameter Cutting Cycle atau G90 Straight cutting cycle
Format Pemrograman
G90 X... Z...
ATAU
G90 U... W...
X – Diameter yang akan dipotong.
Z – Titik akhir di sumbu z.
U – jarak inkremental sumbu x ke target.
W – jarak inkremental sumbu z ke target.
Tutorial G90
Siklus Putar G90
G90 Putaran Lancip
Contoh G90
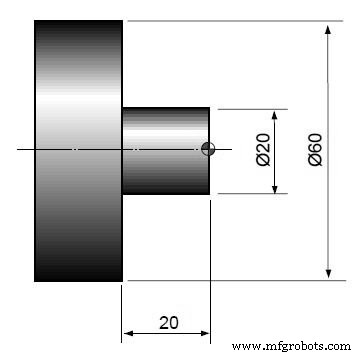
Contoh Siklus Putar G90
N10 G50 S2000
G96 S180 M03
T0100
G00 X65.0 Z3.0 T0101
G90 X55.0 Z-20.0 F0.25
X50.0
X45.0
X40.0
X35.0
X30.0
X25.0
X20.5
X20.0
G00 X200.0 Z200.0 T0100
M30
Contoh 2
Program yang sama dengan Added Facing &60dia Turning
N10 G50 S2000
G96 S180 M03
T0100
G00 X65.0 Z0 T0101
G01 X-1.6 F0.2
G00 X60.0 Z1.0
G01 Z-40.0 F0.25
G00 U1.0 Z1.0
G90 X55.0 Z-20.0 F0.25
X50.0
X45.0
X40.0
X35.0
X30.0
X25.0
X20.5
X20.0
G00 X200.0 Z200.0 T0100
M30


