Fanuc G72.1 Salinan Rotasi (Fungsi Salin Gambar Pabrik CNC)
Salinan Rotasi Fanuc G72.1
Dengan G72.1 Rotational Copy G-code angka yang ditentukan oleh subprogram dapat dibuat berulang kali dengan Rotational gerakan.
Pemrograman
G72.1 P... L... X... Y... R...
Parameter
| Parameter | Deskripsi |
|---|
| P | Nomor subprogram |
| L | Frekuensi operasi diulang |
| X | Pusat rotasi pada sumbu X |
| Y | Pusat rotasi pada sumbu Y |
| R | Perpindahan sudut (nilai positif menunjukkan perpindahan sudut berlawanan arah jarum jam. Tentukan nilai inkremental.) |
Data G-Code
| Modal/Non-Modal | G-Code Group |
|---|
| Non-Modal | 00 |
Catatan Pemrograman
Catatan
- Di blok G72.1, alamat selain P, L, X, Y, dan R diabaikan.
- P, X, Y, dan R harus selalu ditentukan.
- Jika L tidak ditentukan, gambar disalin satu kali.
- Koordinat pusat rotasi ditangani sebagai nilai absolut meskipun ditentukan dalam mode inkremental.
- Tentukan peningkatan perpindahan sudut di alamat R. Perpindahan sudut (derajat) untuk angka ke-N dihitung sebagai berikut:Rx(N-1).
Blok pertama subprogram
Selalu tentukan perintah pemindahan di blok pertama subprogram yang melakukan penyalinan bergilir. Jika blok pertama hanya berisi nomor program seperti O00001234; dan tidak memiliki perintah pindah, pergerakan dapat berhenti di titik awal angka yang dibuat oleh penyalinan ke-n (n =1,2, 3, …).
Contoh program yang salah
O00001234 ;
G00 G90 X100.0 Y200.0 ;
����;
����;
M99 ;
Contoh program yang benar
O00001000 G00 G90 X100.0 Y200.0 ;
����;
����;
M99 ;
Batasan
Menentukan dua atau lebih perintah untuk menyalin gambar
G72.1 tidak dapat ditentukan lebih dari sekali dalam subprogram untuk membuat salinan rotasi (Jika ini dicoba, alarm PS0900 akan muncul).
Dalam subprogram yang menentukan salinan rotasi, bagaimanapun, salinan linear ( G72.2) dapat ditentukan. Demikian pula, dalam subprogram yang menentukan salinan linier, salinan rotasi dapat ditentukan.
Perintah yang tidak boleh ditentukan
Dalam program yang melakukan penyalinan rotasi, berikut tidak boleh ditentukan:
Perintah untuk mengubah bidang yang dipilih (G17 ke G19)
Perintah untuk menentukan koordinat kutub (G16)
Perintah pengembalian posisi referensi (G28)
Pengalihan sumbu
Rotasi sistem koordinat (G68)
penskalaan (G51)
gambar cermin yang dapat diprogram (G51.1 )
Perintah untuk penyalinan rotasi dapat ditentukan setelah perintah untuk rotasi sistem koordinat, penskalaan, atau gambar cermin yang dapat diprogram dijalankan.
Blok tunggal
Single-block stop tidak dilakukan dalam satu blok dengan G721.1 atau G72.2.
Contoh Pemrograman G72.1
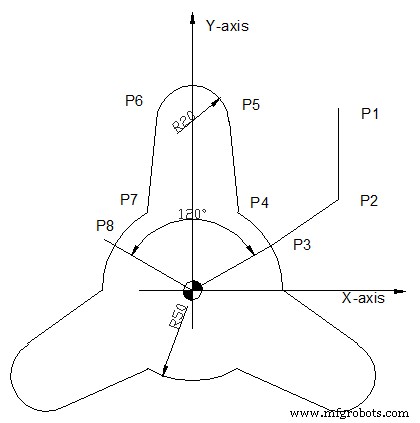
Program utama
O1000 ;
N10 G90 G00 X80. Y100. ; (P1)
N20 Y50. ; (P2)
N30 G01 G17 G42 X43.301 Y25. D01 F100 ;(P3)
N40 G72.1 P1100 L3 X0 Y0 R120. ;
N50 G90 G40 G01 X80. Y50. ; (P2)
N60 G00 X80. Y100. ; (P1)
N70 M30 ;
Subprogram
O1100 G91 G03 X-18.301 Y18.301 R50. ; (P4)
N100 G01 X-5. Y50. ; (P5)
N200 G03 X-40. I-20. ; (P6)
N300 G01 X-5. Y-50. ; (P7)
N400 G03 X-18.301 Y-18.301 R50. ; (P8)
N500 M99 ;


