CNC Fanuc G72 Menghadapi Siklus Kalengan
Fanuc G72 Menghadapi Siklus
Jika Anda telah menghabiskan beberapa waktu di mesin cnc dengan kontrol fanuc di bengkel mesin cnc, maka Anda mungkin telah menggunakan G72 Canned Cycle Facing dan siklus balik cnc G71.
Karena pemrograman siklus cnc di fanuc cnc control itu mudah.
Mengapa kita menggunakan siklus cnc membaca pro dan kontra dari siklus pemrograman cnc. Dalam posting ini saya akan menguraikan penggunaan, dan pemrograman dari G72 Canned Cycle Facing pada kontrol Fanuc cnc.
Untuk siklus balik Fanuc G71, baca artikel ini tentang G71.
Kontrol cnc Fanuc banyak digunakan, tidak diragukan lagi salah satu kontrol cnc paling favorit programmer cnc, karena kemudahan pemrograman dan daya tahannya.
Pemrograman
G72 W R
G72 P Q U W
Parameter
Blok Pertama
| Parameter | Deskripsi |
|---|
| W | Kedalaman pemotongan. |
| R | Mengembalikan nilai setelah pemotongan selesai. |
Blok Kedua
| Parameter | Deskripsi |
|---|
| P | Nomor blok awal kontur. |
| Q | Nomor blok ujung kontur. |
| U | Kelonggaran penyelesaian dalam sumbu x. |
| W | Kelonggaran penyelesaian dalam sumbu z. |
| S | Kecepatan spindel selama siklus G71. |
| F | Kecepatan umpan (menggantikan kecepatan umpan yang diberikan antara blok P dan blok Q) |
| S | Kecepatan Spindel (mengganti kecepatan spindel yang diberikan antara blok P dan blok Q) |
Catatan
P &Q – Blok program cnc antara nomor blok P dan nomor blok Q akan diulang hingga dimensi akhir tidak terpenuhi.
F (feed-rate) – Manfaat menggunakan F (feed-rate) di blok kedua G72 adalah bahwa selama siklus berhadapan, mesin akan menggunakan feed-rate ini, dan akan mengabaikan feed-rate yang diberikan antara blok P dan program blok Q.
Tingkat pengumpanan yang diberikan antara blok P dan program blok Q hanya akan digunakan jika Anda memanggil Siklus Penyelesaian G70 nanti dalam program dengan blok P dan nomor blok Q yang sama.
Cara yang sangat praktis ini diberikan oleh masinis cnc peluang untuk mempertahankan kecepatan umpan yang berbeda untuk “pemotongan permukaan kasar” dan “pemotongan akhir akhir”.
S (kecepatan spindel) – bekerja dengan cara yang sama untuk mempertahankan kecepatan yang berbeda untuk pemotongan kasar dan pemotongan akhir.
Contoh Siklus Menghadapi Fanuc G72
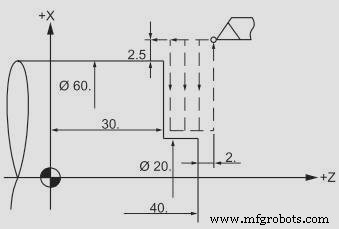
CNC Fanuc G72 Menghadap Siklus Kalengan
N5 G00 X65 Z42
N6 G72 W2 R2
N7 G72 P8 Q9 U0 W0 F0.3
N8 G00 Z30
N9 G01 X20


