Sinumerik CYCLE86 Bore 2
Sinumerik CYCLE86 Bore 2
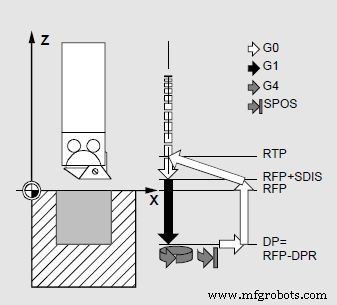
Dalam siklus “Bore 2” CYCLE86, penghenti spindel yang berorientasi dilakukan saat mencapai kedalaman pengeboran. Alat kemudian berjalan dengan traverse cepat ke posisi kembali terprogram dan dari sana ke bidang kembali.
Siklus CYCLE86 hanya dapat digunakan jika spindel yang ditujukan untuk pengeboran secara teknis mampu beroperasi dalam mode spindel yang dikontrol posisi.
Pemrograman
CYCLE86 (RTP, RFP, SDIS, DP, DPR, DTB, SDIR, RPA, RPO, RPAP, POSS)
Parameter
| Parameter | Deskripsi |
|---|
| RTP | Pesawat pulang (mutlak) |
| RFP | Bidang referensi (mutlak) |
| SDIS | Jarak aman (masuk tanpa tanda) |
| DP | Kedalaman pengeboran akhir/kedalaman lubang memanjang/kedalaman slot/kedalaman saku (absolut) |
| DPR | Kedalaman pengeboran akhir/kedalaman lubang memanjang/kedalaman slot/kedalaman saku relatif terhadap bidang referensi (masukkan tanpa tanda) |
| DTB | Dwell time pada kedalaman pengeboran akhir (pecahnya chip) |
| SDIR | Arah rotasi Nilai:3 (untuk M3) 4 (untuk M4) |
| RPA | Jalur kembali dalam absis bidang aktif (masukkan secara bertahap dengan tanda) |
| RPO | Jalur kembali di ordinat bidang aktif (masukkan secara bertahap dengan tanda) |
| RPAP | Kembalikan pesawat di aplikasi (masukkan secara bertahap dengan tanda) |
| POSS | Posisi spindel untuk penghenti spindel berorientasi dalam siklus (dalam derajat) |


