Sinumerik CYCLE84 Siklus Ketukan Kaku
Siklus Sinumerik CYCLE84 Rigid Tapping
CYCLE84 menghasilkan lubang tapped tanpa menggunakan tapholder mengambang.
CYCLE84 hanya dapat diterapkan jika spindel yang ditujukan untuk pengeboran mampu bekerja dalam mode spindel terkontrol posisi.
Pemrograman
CYCLE84(RTP, RFP, SDIS, DP, DPR, DTB, SDAC, MPIT,PIT, POSS, SST, SST1)
Parameter
| Parameter | Deskripsi |
|---|
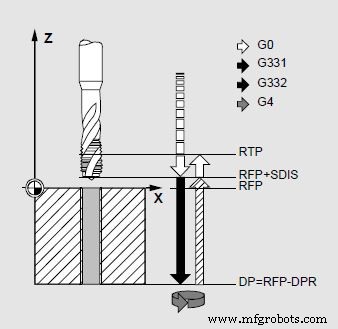
| RTP | Pesawat pulang (mutlak) |
| RFP | Bidang referensi (mutlak) |
| SDIS | Jarak aman (masuk tanpa tanda) |
| DP | Kedalaman pengeboran akhir/kedalaman lubang memanjang/kedalaman slot/kedalaman saku (absolut) |
| DPR | Kedalaman pengeboran akhir/kedalaman lubang memanjang/kedalaman slot/kedalaman saku relatif terhadap bidang referensi (masukkan tanpa tanda) |
| DTB | Dwell time pada kedalaman pengeboran akhir (pecahnya chip) |
| SDAC | Arah rotasi setelah akhir siklus Nilai:3, 4 atau 5 |
| MPIT | Pitch ulir sebagai ukuran utas – 3 (untuk M3) … 48 (untuk M48) |
| PIT | Pitch utas; nilai:0,001 … 2000.000 mm |
| POSS | Posisi spindel untuk penghenti spindel berorientasi dalam siklus (dalam derajat) |
| SST | Kecepatan untuk mengetuk |
| SST1 | Kecepatan pengembalian |


