

Teknologi Industri

Manufaktur industri
Dalam artikel ini kita akan membahas tentang Cocok , jenis kecocokan dan sub jenisnya, Klasifikasi Kesesuaian di bawah Sistem Newall , Cara Menamai Berbagai Jenis Kesesuaian di Teknik Mesin.
Hubungan antara dua bagian di mana yang satu dimasukkan ke dalam yang lain dengan tingkat keketatan atau kelonggaran tertentu dikenal sebagai fit .
Produk rekayasa terkadang dikirimkan dalam bentuk komponen yang harus tergelincir atau saling menekan untuk menjalankan fungsinya. Akibatnya, istilah “cocok ” digunakan untuk menggambarkan hubungan dimensional antar komponen. Ini menentukan apakah komponen longgar atau kencang, yang membantu properti tergelincir atau ditekan. Memahami apa yang diperlukan untuk memahami beberapa istilah, yang didefinisikan di bawah ini.
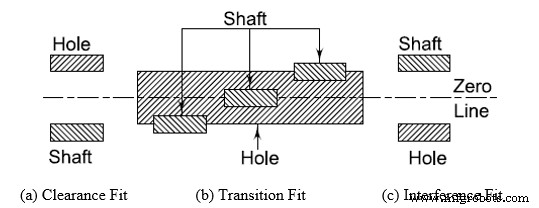
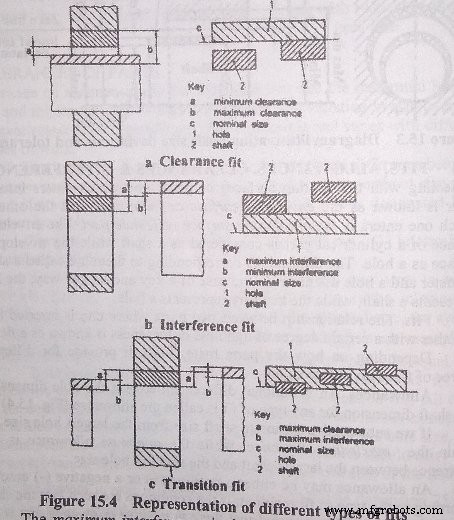
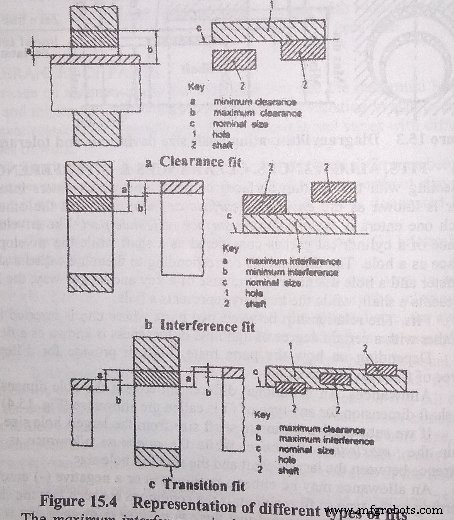
Tergantung pada batas lubang atau poros yang sebenarnya, jenis kecocokan dalam Standar India dan Standar Inggris, harus dibagi menjadi tiga kelas utama sebagai berikut :(Gbr. 15.4).
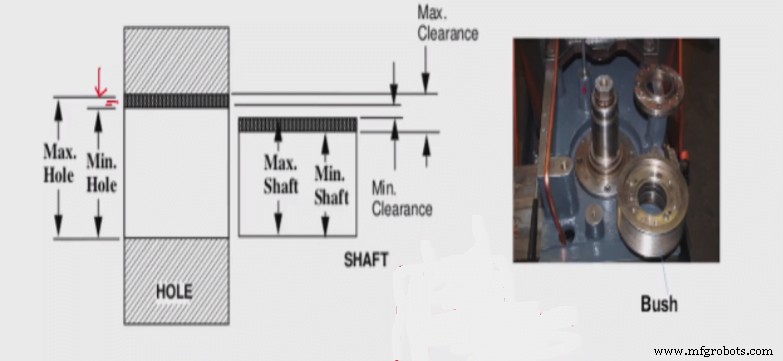
Dalam kesesuaian dengan izin ada kelonggaran positif antara poros terbesar yang mungkin dan lubang sekecil mungkin. Dengan kecocokan seperti itu, jarak bebas minimum lebih besar dari nol. Kesesuaian tersebut memberikan sambungan yang longgar, yaitu harus ada tingkat kebebasan tertentu antara poros dan lubang.
Asumsikan kita perlu membuat mur 10 mm agar pas dengan baut 10 mm. Namun, karena kesalahan manusia dan permesinan, diameter dalam menjadi 9.98mm. Akibatnya, mur tidak akan masuk ke dalam baut, dan sambungan kita akan hancur. Untuk menghindari kesalahan ini, zona toleransi digunakan.
Kami mendefinisikan zona toleransi di mana toleransi mur dan baut sedikit merata, sehingga cocok dan mempertahankan pertukaran antara dua bagian.
Sekarang mari kita bicara tentang Clearance fit .
Ada celah besar antara zona toleransi lubang dan zona toleransi poros dalam kasus ini.
Jadi kami menyebutnya clearance fit jika lubang lebih besar dari poros dan memungkinkan kedua bagian yang berpasangan untuk berputar atau bergeser satu sama lain.
Dalam hal kecocokan jarak bebas, ukuran minimum lubang selalu lebih besar dari ukuran maksimum poros .
Bagaimanapun, ketika kita merakit poros dan lubang, kita akan mendapatkan izin bahwa poros dapat dengan mudah meluncur sementara juga berputar di dalam lubang.
Akibatnya , kita dapat dengan mudah membuat lari dan geser pas di celah yang pas. Pertimbangkan piston dan katup.
Clearance cocok dapat dibagi menjadi:
Jenis kecocokan ini memiliki kelonggaran yang sangat sedikit antara dua bagian, hampir tidak ada, tetapi memberikan presisi dan akurasi yang jauh lebih besar dalam geser dan bagian yang bergerak.
Contoh :- Roda gigi geser, rakitan mobil, katup geser, cakram kopling, suku cadang alat mesin, poros tailstock mesin bubut, pemandu poros, dll.
Untuk celah kecil antara lubang dan poros, geser mudah digunakan. Geser mudah telah digunakan untuk gerakan reguler non-reguler dan lambat. Contoh :- piston.
Saat memutar komponen dengan kecepatan sedang, running fit harus digunakan di mana akurasi tidak diperlukan. Lari fit memiliki jarak bebas yang tinggi dan melibatkan variasi suhu yang besar, kecepatan lari yang tinggi, dan tekanan jurnal yang berat. Contoh :- Roda gigi, kopling .
Jenis kecocokan ini memberikan jarak yang sangat dekat dan minimal untuk persyaratan yang tepat, dan dengan bantuan pelumasan, suku cadang dapat dirakit tanpa paksaan dan berputar serta meluncur dengan bebas. Contoh :- pemandu poros, pemandu rol, dll.
Lari longgar cocok digunakan untuk bagian yang berputar pada kecepatan tinggi dan memiliki jarak bebas yang lebih besar ketika akurasi tidak kritis. Contoh :- Kait, poros, panas, bagian yang terkena korosi dan kontaminasi, dll.
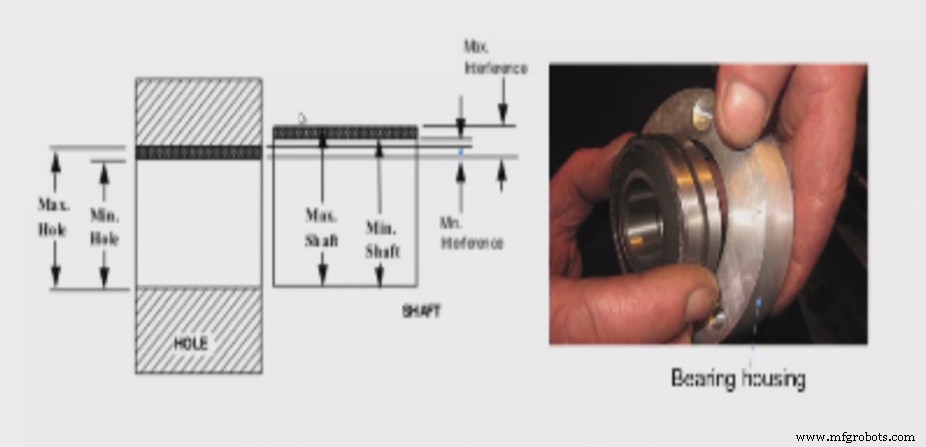
Dalam Kesesuaian Interferensi , zona toleransi poros melebihi zona toleransi lubang. Artinya porosnya besar dan lubangnya kecil.
Kami membutuhkan banyak tenaga untuk merakit dan membongkar keduanya, jadi kami menggunakan palu. Metode lain adalah dengan menggunakan mesin press hidrolik untuk memasukkan poros ke dalam lubang.
Dalam kecocokan interferensi ada kelonggaran negatif atau gangguan antara lubang terbesar dan poros terkecil, poros lebih besar dari lubang.
Interference fit dapat diklasifikasikan sebagai:(1) force fit, (2) tight fit, dan (3) driving fit.
Untuk mencapai kesesuaian interferensi yang tinggi, bagian tersebut harus dipanaskan hingga suhu yang sangat tinggi sebelum dipasang dengan lubang. Kekuatan eksternal diperlukan untuk bagian kawin.
Contoh: Roda gigi, poros, dll.
Ini memberikan gangguan minimal daripada kekuatan yang pas.
Untuk Contoh: Katrol bertingkat dari konveyor, penggilingan silinder mesin, dll.
Ini membutuhkan interferensi sedang, yang dapat dirakit menggunakan kekuatan yang lebih tinggi untuk penempaan dingin atau panas. Mengemudi pas lebih andal daripada pas ketat.
Contoh: Poros, roda gigi, dan semak-semak dll.
Transisi cocok menutupi kasus antara dua kelas pertama (Gbr. 15.4). Penggunaan kecocokan transisi tidak menjamin interferensi atau jarak bebas, yaitu, setiap pasangan bagian dari perkawinan dengan kesesuaian transisi mungkin cocok dengan interferensi, sementara pasangan lain dengan kesesuaian yang sama mungkin memiliki kesesuaian jarak.
Dalam fit transisi, zona toleransi poros terletak di antara bagian bawah dan tengah zona toleransi lubang, menunjukkan bahwa lubang lebih kecil dari poros.
Untuk membuatnya pas, kita harus berikan sedikit tekanan pada poros saat memasuki lubang. Kami juga menyebutnya sebagai Push Fits. Transition fit memiliki presisi tinggi dan keselarasan yang akurat antara dua bagian kawin. misalnya :- kunci poros.
Transition fit dapat diklasifikasikan sebagai:(1) force fit, (2) tight fit, (3) wringing fit, dan (4) push fit.
Empat jenis kesesuaian di bawah sistem Newall adalah sebagai berikut:
berjalan fit halus dan mudah dipasang untuk tujuan pasangan bantalan yang bergerak. Untuk sliding atau running fit, diameter poros harus cukup kecil untuk memungkinkan lapisan oli untuk pelumasan. Untuk panjang rata-rata bantalan, cukup 0,025 mm per 25 mm diameter bantalan.
Dalam mendorong sesuai satu dapat dirakit menjadi yang lain dengan tekanan tangan yang ringan (menempatkan sumbat, pasak, dll.), tidak ada jarak yang cukup untuk memungkinkan poros berputar.
Dalam mengemudi atau tekan pas satu dapat dirakit menjadi yang lain dengan palu tangan atau dengan tekanan sedang. Ini memberikan kecocokan semi-permanen seperti yang diperlukan untuk katrol berkunci pada poros.
Kencangkan gaya membutuhkan baik tekanan besar untuk memaksa poros ke dalam lubang atau lubang yang akan diperluas dengan pemanasan sehingga mengecilkan mereka pada poros. Jadi ini juga disebut hot fit . Jenis kecocokan ini digunakan ketika dua bagian harus diikat secara kaku sehingga yang satu tidak dapat bergerak tanpa yang lain. Dalam force fit, poros pasti lebih besar dari lubang. Roda kereta api dan trem serta roda gerobak dipasang dengan metode ini.
Dalam sistem batas umum, perlu untuk memutuskan atas dasar apa batas ditemukan untuk memberikan kecocokan yang diinginkan. Ada dua sistem berbeda untuk memvariasikan ukuran bagian yang dikenal sebagai:dasar lubang dan dasar poros .
Sistem limit dikatakan basis lubang ketika lubang adalah anggota konstan dan kecocokan yang berbeda diperoleh dengan memvariasikan ukuran poros. Dalam sistem lubang ini, batas tinggi dan rendah adalah konstan untuk semua jenis kecocokan dengan tingkat akurasi yang sama dan untuk ukuran dasar yang sama.
Sistem batas dikatakan berdasarkan poros ketika poros adalah bagian konstan dan kecocokan yang berbeda diperoleh dengan memvariasikan ukuran lubang. Dalam sistem poros ini, batas tinggi dan rendah adalah konstan untuk semua kesesuaian dengan akurasi dan tingkat yang sama dan untuk ukuran dasar yang sama. Dasar lubang dan poros diilustrasikan pada Gambar 15.5.
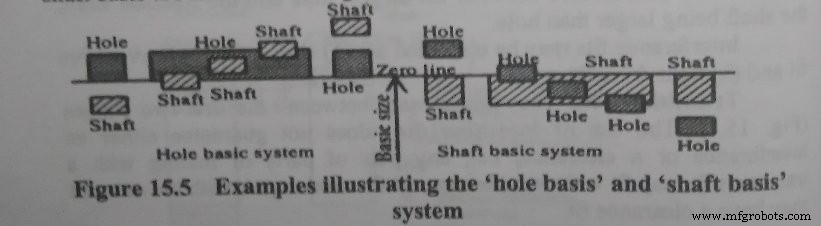
Semua sistem batas modern menggunakan dasar lubang, alasan utamanya adalah bahwa lebih mudah untuk memvariasikan ukuran poros daripada ukuran lubang. Sebagian besar lubang dalam pekerjaan teknik diproduksi dengan bor dan alat pembesar lubang atau beberapa alat serupa dan untuk memvariasikan ukuran lubang akan memerlukan penggunaan sejumlah besar alat dengan berbagai ukuran. Dengan menggunakan dasar lubang, satu alat pembesar lubang cukup untuk semua lubang dengan diameter tertentu. Namun, dalam beberapa kasus, sistem basis poros terbukti lebih menguntungkan untuk digunakan daripada sistem basis lubang.
Dalam menangani dua permukaan atau bagian kawin, satu yang masuk ke yang lain dikenal sebagai permukaan terselubung atau bagian pria , dan yang lainnya di mana seseorang masuk adalah permukaan yang menyelimuti atau bagian wanita . Permukaan yang diselimuti dari bagian silinder dianggap sebagai poros sedangkan permukaan yang menyelubungi sebagai lubang. Dimensi yang sesuai dengannya disebut diameter poros dan diameter lubang. Dalam kasus kunci dan jalan kuncinya, kunci mewakili poros, sedangkan jalan kunci mewakili lubang.
Hubungan antara dua bagian di mana yang satu dimasukkan ke dalam yang lain dengan tingkat kekencangan atau kelonggaran tertentu dikenal sebagai fit . Bergantung pada bagaimana pasangan bagian, pas dapat memberikan tingkat kebebasan bergerak yang berbeda.
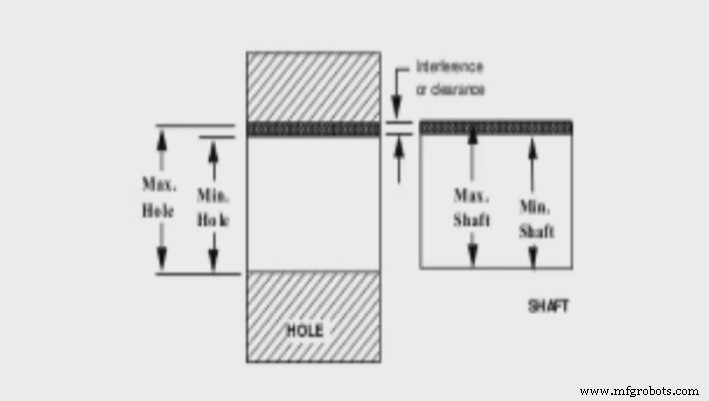
Perbedaan yang disengaja antara dimensi lubang dan dimensi poros untuk semua jenis kecocokan disebut kelonggaran (Gbr. 15.4) Jika kita mengurangkan ukuran poros minimum dari ukuran lubang terbesar, kita memperoleh kelonggaran maksimum, sedangkan kelonggaran minimum adalah perbedaan antara poros terbesar dan ukuran lubang terkecil.
Kelonggaran dapat berupa jumlah positif (+) atau negatif (-) sesuai dengan jenis kecocokan yang diperlukan. Jika kondisinya sedemikian sehingga poros lebih kecil dari lubang dikatakan terdapat penyisihan positif, tetapi jika poros lebih besar dari lubang dikatakan terdapat penyisihan negatif.
Perbedaan positif antara diameter lubang dan poros, diameter lubang lebih besar dari diameter poros, memungkinkan pergerakan relatif antar bagian, disebut kelonggaran seperti yang ditunjukkan pada Gambar. 15.4.
Perbedaan positif antara ukuran batas maksimum lubang dan ukuran batas minimum poros dikenal sebagai jarak bebas maksimum. Demikian pula, jarak bebas minimum adalah perbedaan positif antara ukuran batas minimum lubang dan ukuran maksimum poros.
Jarak rata-rata adalah rata-rata aritmatika dari jarak bebas maksimum dan minimum.
Perbedaan negatif antara diameter lubang dan poros, diameter poros lebih besar dari diameter lubang, disebut interferensi seperti yang ditunjukkan pada Gambar. 15.4.
Interferensi maksimum adalah perbedaan negatif antara ukuran batas maksimum poros dan ukuran batas minimum lubang. Demikian pula, gangguan minimum adalah perbedaan negatif antara ukuran batas minimum poros dan ukuran batas maksimum lubang. Interferensi rata-rata adalah rata-rata aritmatika dari interferensi maksimum dan minimum.
Memahami bagaimana mereka menamai berbagai jenis kecocokan sangat penting karena membantu dalam memilih jenis kecocokan yang tepat untuk merakit suatu produk.
Sebuah kode alfa-numerik, menurut Organisasi Internasional untuk Standardisasi (ISO) , menyebutkan kecocokan tertentu dan menunjukkan toleransi kecocokan. Lubang atau poros diwakili oleh bagian alfabet dari kode.
Sebuah kode dengan huruf besar mewakili lubang, sedangkan kode dengan huruf kecil mewakili poros. Misalnya, H7/h6 adalah kisaran toleransi untuk lubang (H7) dan poros (h6), masing-masing, berdasarkan huruf yang digunakan. Kode ini juga akan memungkinkan para insinyur untuk mengidentifikasi batas ukuran atas dan bawah lubang dan poros.
Kami mencoba untuk mencakup semua detail mulai dari definisi Fit, Berbagai jenis fit, Konvensi penamaan dan semua istilah yang terkait dengannya. Semoga Anda menyukai artikel ini. Silakan bagikan dengan teman-teman Anda dan berikan tanggapan Anda di komentar di bawah.
Teknologi Industri
Dalam teknik mesin dan industri manufaktur instrumen, pertukaran suku cadang dan komponen mengacu pada satu batch suku cadang atau komponen dengan spesifikasi yang sama dapat dipasang pada mesin tanpa pemilihan atau perbaikan tambahan (seperti perbaikan benchwork) untuk memenuhi spesifikasi yang dit
Apakah Anda baru saja menemukan ide produk, atau apakah Anda perlu membuat suku cadang dengan persyaratan khusus? Jika demikian, Anda mungkin ingin membuat suku cadang berkualitas tinggi sekaligus mengurangi biaya produksi dan meningkatkan estetika serta kemudahan perakitan. Salah satu fitur desain
Istilah pencetakan 3D mencakup beberapa teknologi manufaktur yang membangun bagian lapis demi lapis. Masing-masing berbeda dalam cara mereka membentuk bagian plastik dan logam dan dapat berbeda dalam pemilihan bahan, penyelesaian permukaan, daya tahan, serta kecepatan dan biaya produksi. Ada bebera
Menara pendukung memungkinkan perusahaan industri dan manufaktur bekerja secara vertikal maupun horizontal. Menara pendukung dapat mengangkat makanan curah untuk mengurangi risiko serangga dan kelembapan yang umum. Ini dapat memindahkan produk dari truk ke penyimpanan, atau dapat membantu karyawan m