Struktur pendukung manufaktur tambahan:Mengapa penting dan bagaimana merancangnya

Manufaktur aditif telah mengantarkan era baru kemungkinan manufaktur. Teknologi pencetakan 3D memungkinkan kami untuk membuat bagian yang sebelumnya 'tidak dapat dibuat', menampilkan dimensi dan sudut yang kompleks, dengan kecepatan dan presisi yang belum pernah ada sebelumnya. Namun, sifat proses pembuatan aditif, di mana bahan ditambahkan lapis demi lapis, sering kali berarti bahwa suku cadang memerlukan dukungan untuk mengelola tekanan internal—pada dasarnya, gaya gravitasi—selama pencetakan. Tanpa dukungan itu, lapisan aditif tidak dapat ditahan oleh material di sekitarnya dan runtuh, menyebabkan pencetakan gagal. Untuk mengatasi tantangan ini, terkadang kita harus mendesain struktur pendukung ke dalam bagian cetakan 3D.
Untuk memastikan Anda memaksimalkan potensi komponen cetak 3D Anda untuk kecepatan, kualitas, dan biaya, penting untuk memahami struktur pendukung dan bagaimana struktur tersebut harus diintegrasikan ke dalam proyek manufaktur aditif Anda.
Apakah struktur pendukung dalam pencetakan 3D?
Struktur pendukung menahan elemen bagian cetakan 3D yang tidak memiliki bahan pendukung selama pembuatan. Tidak semua proses pencetakan 3D memerlukan struktur pendukung:sedangkan proses Stratasys Fused Deposition Modeling (FDM), Carbon Digital Light Synthesis™ (DLS), dan Stereolithography (SLA) seringkali memerlukan dukungan, HP Multi Jet Fusion, yang merupakan proses pencetakan bedak. , tidak.
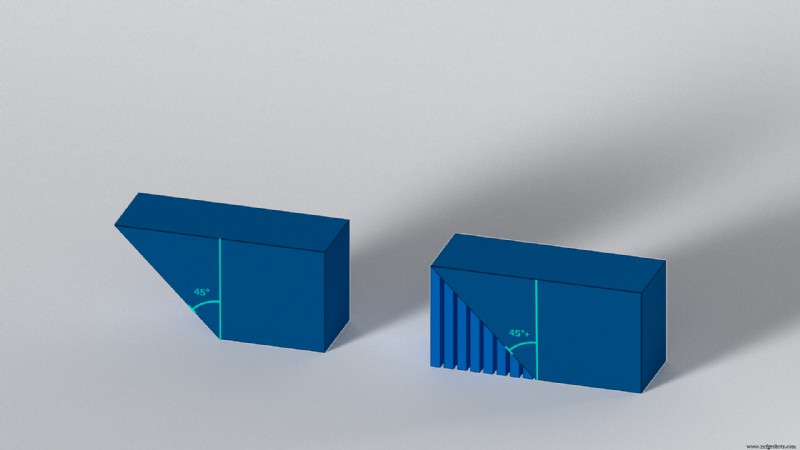
Dalam proses pembuatan aditif Stratasys Fused Deposition Modeling (FDM), misalnya, lapisan bahan ekstrusi yang dipanaskan dibangun dari alas cetak dengan menempelkan ke lapisan bahan di bawahnya dan dapat menggantung lapisan bawah tersebut untuk membuat permukaan miring. Jika sudut tersebut melebihi 45°, elemen yang menjorok biasanya memerlukan penopang atau berat material yang tidak ditopang akan menyebabkan elemen runtuh dan pencetakan gagal.
Di mana dukungan diperlukan, mereka harus diintegrasikan ke dalam desain bagian dan dicetak ke bagian saat diproduksi. Tentu saja, ini berarti memperhitungkan waktu dan bahan tambahan yang akan diperlukan selama proses pencetakan 3D dan penghapusan struktur pendukung pasca-proses selanjutnya.
Pengecualian: Tidak semua metode manufaktur aditif memerlukan struktur pendukung. Sementara teknologi pencetakan 3D seperti fused deposition modeling (FDM) mencetak komponen dengan menambahkan lapisan bahan ke alas cetak, lainnya, seperti komponen cetak HP Multi Jet Fusion (MJF) dari alas bedak. Karena lapisan bedak bersifat mandiri, desain komponen HP MJF tidak perlu menggabungkan struktur pendukung.
Jenis struktur pendukung apa yang tersedia?
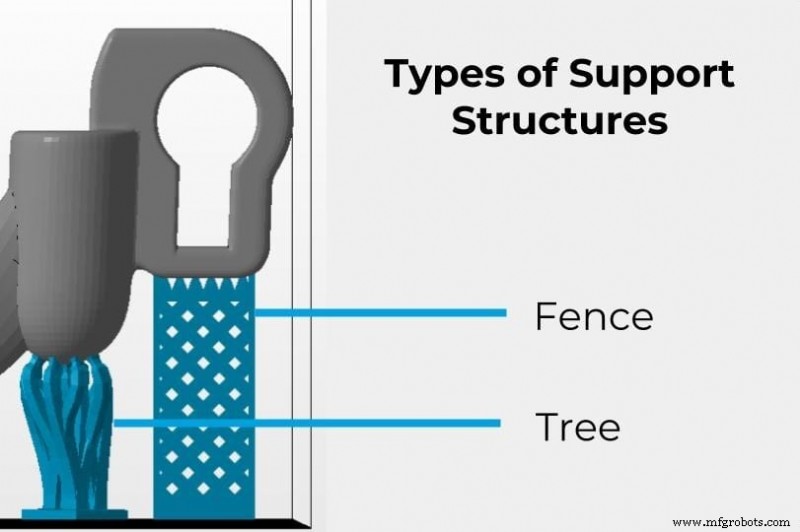
Struktur pendukung untuk bagian cetakan 3D bervariasi dalam desain dan jenis, tetapi dapat secara luas diatur ke dalam dua kategori:'pohon' dan 'pagar'.
- Pendukung pohon: Menyerupai cabang atau batang, penyangga pohon dapat menutupi bagian dan pas dengan rapi ke permukaan miring untuk memudahkan pemindahan. Dukungan pohon dapat dirancang, diterapkan, dan diuji dengan cepat sebagai bagian dari proyek pencetakan 3D, memungkinkan iterasi yang cepat. Strukturnya yang seperti cabang berarti mereka dapat menjangkau jarak jauh untuk mendukung area tertentu.
- Penopang pagar: Menyerupai dinding, dan dengan berbagai titik pemasangan, penyangga pagar dicetak tegak lurus ke permukaan bagian seringkali dengan struktur kisi. Penyangga pagar lebih tahan lama dan lebih mudah dilepas daripada penyangga pohon, dan biasanya merupakan pilihan yang lebih baik untuk potongan kosmetik atau produksi volume tinggi.
Kapan saya harus menggunakan struktur pendukung manufaktur aditif?
'Aturan 45°' menunjukkan bahwa overhang cetak 3D 45° dan lebih besar akan memerlukan dukungan, sedangkan yang di bawah 45° tidak.
Namun Aturan 45° harus dianggap sebagai aturan umum dan kebutuhan struktur pendukung akan bervariasi tergantung pada kompleksitas desain bagian dan bahan yang digunakan. Dalam beberapa kasus, bridging dapat menawarkan alternatif untuk struktur pendukung:bridging adalah teknik di mana bahan aditif yang dipanaskan direntangkan melintasi jarak pendek (biasanya kurang dari 5mm) tanpa mengurangi integritas bagian.
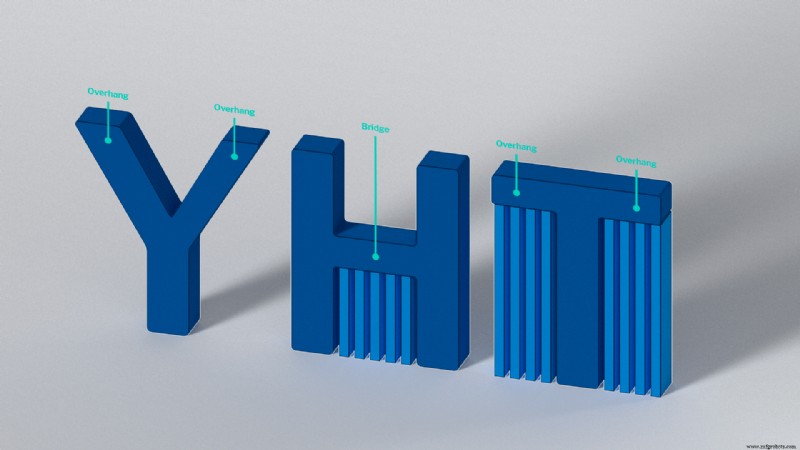
Prinsip 'YHT':Ketika dipahami sebagai model cetak 3D, berdiri tegak, huruf Y, H, dan T berguna untuk menggambarkan perlunya struktur pendukung manufaktur aditif.
- Huruf Y: Dua lengan memanjang dari huruf Y pada 45 ° - sudut overhang mereka tidak memerlukan struktur pendukung. Semakin jauh sudut overhang melebihi 45°, semakin besar kemungkinan struktur pendukung akan dibutuhkan.
- Huruf H: Jika dua elemen vertikal dari huruf H berada dalam jarak 5 mm satu sama lain, dimungkinkan untuk mencetak 3D elemen horizontal dari H dengan jembatan. Jika elemen vertikal terpisah lebih dari 5 mm, elemen horizontal mungkin memerlukan struktur pendukung.
- Huruf T: Kedua lengan huruf T memanjang dari elemen vertikal pada 90° dan akan membutuhkan struktur pendukung.
Di luar sudut overhang, faktor lain dapat mempengaruhi kebutuhan akan struktur pendukung. Ini termasuk kualitas printer 3D dan kecepatan pencetakannya:printer yang lebih lambat, misalnya, dapat meningkatkan kebutuhan akan struktur pendukung.
Struktur Pendukung:Tantangan Manufaktur
Struktur pendukung merupakan kebutuhan di banyak bangunan aditif tetapi penting untuk diingat bahwa mereka dapat secara signifikan mempengaruhi biaya bagian dalam volume produksi – belum lagi jumlah bahan limbah yang akhirnya dihasilkan oleh proyek. Kehati-hatian juga harus dilakukan saat melepas struktur pendukung karena dapat merusak atau menandai bagian yang telah selesai saat terlepas.
Dengan mempertimbangkan faktor-faktor tersebut, komponen cetak 3D idealnya harus dirancang untuk meminimalkan atau menghilangkan kebutuhan akan struktur pendukung dan, jika memungkinkan, prinsip desain untuk manufaktur aditif (DFAM) harus diterapkan untuk mengoptimalkan komponen untuk kualitas, biaya, dan produksi. waktu. Strategi berikut dapat membantu mengurangi kebutuhan akan struktur pendukung:
Orientasi: Orientasi komponen pada alas cetak dapat mempengaruhi kebutuhan akan struktur pendukung. Overhang, misalnya, dapat dihilangkan dengan memutar bagian ke belakang atau samping. Dalam contoh di atas, meletakkan setiap huruf model 3D Y, H, dan T di punggungnya akan sepenuhnya menghilangkan elemen yang menjorok bersama dengan kebutuhan akan struktur pendukung atau jembatan.
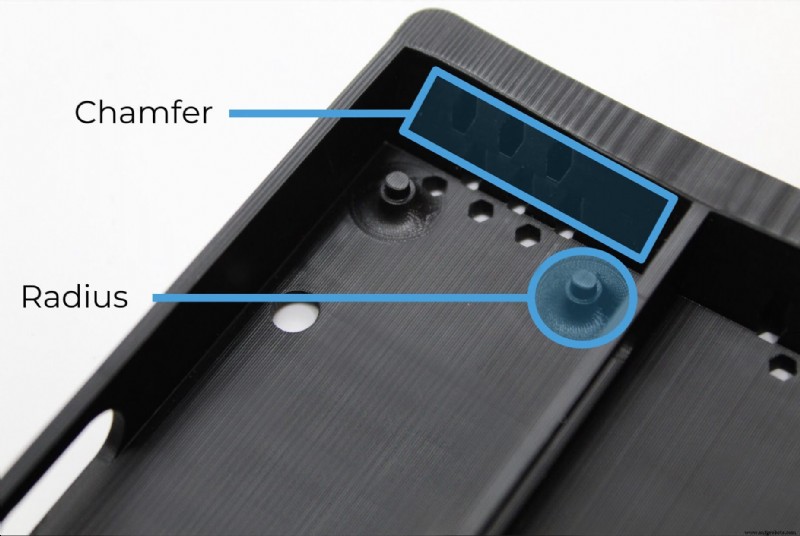
Geometri bagian: Jika memungkinkan, hapus overhang dari desain Anda – atau kurangi sudutnya hingga kurang dari 45°. Jelas, persyaratan fungsional dapat membuat penghapusan total overhang menjadi tidak mungkin, tetapi Anda mungkin dapat memperkenalkan elemen desain alternatif seperti chamfer, gusset, dan jari-jari untuk membuat geometri bagian lebih mandiri.
Pemisahan bagian: Teknologi pencetakan 3D memungkinkan produksi suku cadang tunggal yang kompleks, tetapi jika jumlah dukungan yang dibutuhkan suku cadang tersebut mengurangi kualitas atau efektivitas biayanya, mungkin ada baiknya membagi suku cadang tersebut menjadi komponen yang lebih kecil yang dapat dirakit kemudian. Bagian berbentuk bola, misalnya, memerlukan penopang yang cukup besar, tetapi dengan membaginya menjadi dua, dan membuat permukaan datar yang besar, kebutuhan akan penopang dapat dihilangkan sepenuhnya.
Kepadatan dukungan: Tekanan yang diberikan pada struktur pendukung akan menentukan seberapa kuat mereka harus dan berapa banyak bahan yang dibutuhkan untuk mencetaknya. Untuk memastikan pencetakan yang sukses dan hemat biaya, pastikan struktur pendukung Anda cukup padat untuk mendukung ukuran elemen yang menjorok. Ingatlah bahwa semakin padat struktur pendukung, semakin sulit untuk menghapus pasca-cetak.
Dukungan yang tidak dapat dipecahkan: Beberapa teknologi pencetakan 3D mungkin dapat mencetak struktur pendukung dalam bahan terpisah yang dapat larut, melalui nosel cetak sekunder. Struktur pendukung ini dapat direndam dalam air atau bahan kimia, pasca-cetak, dan dilarutkan untuk meninggalkan bagian yang utuh. Penopang yang dapat larut mengurangi potensi kerusakan pada bagian yang sudah jadi selama proses pelepasan struktur penopang. Sebagian besar bahan aditif FDM memiliki penyangga yang dapat larut, sedangkan bahan DLS dan SLA tidak. Proses HP MJF tidak memerlukan dukungan sama sekali.
Memulai
Struktur pendukung akan terus memainkan peran integral di sebagian besar proyek manufaktur aditif.
Meskipun tujuannya selalu untuk mengurangi atau menghilangkan kebutuhan akan struktur pendukung, teknisi kami bertujuan untuk mengoptimalkan bagian Anda untuk fungsionalitas dan biaya. Jika Anda ingin tahu lebih banyak tentang bagaimana kami dapat memungkinkan proyek manufaktur aditif Anda, hubungi tim Fast Radius hari ini.
Siap membuat suku cadang Anda dengan Radius Cepat?
Mulai kutipan Anda


