Mencapai Sukses di Kayu CNC
Mengembangkan Strategi Arah Pemotongan yang Berhasil
Ada sejumlah faktor yang dapat mempengaruhi praktik pemesinan kayu dalam pengerjaan kayu. Salah satu yang banyak muncul untuk kayu keras tertentu adalah arah pemotongan, khususnya dalam kaitannya dengan pola serat kayu. Kayu adalah bahan anisotropik. Ini berarti bahwa sifat material yang berbeda ditunjukkan dalam arah pemotongan yang berbeda. Dalam hal kayu, ada kelas struktural kayu yang berbeda terkait dengan orientasi butir. Jika arah rata-rata serat selulosa sejajar dengan sisi potongan kayu, maka serat dikatakan lurus. Setiap penyimpangan dari garis paralel ini dan papan dianggap "cross-grain". Gambar 1 di bawah ini menggambarkan papan butiran yang sebagian besar lurus dengan panah yang menunjukkan sumbu yang berbeda. Masing-masing sumbu ini menunjukkan set yang berbeda dari sifat mekanik. Karena perbedaan ini, seseorang harus menyadari jalur pahat dalam pengerjaan kayu dan meminimalkan jumlah gaya potong yang ditempatkan pada pemotong untuk memaksimalkan masa pakai pahatnya.
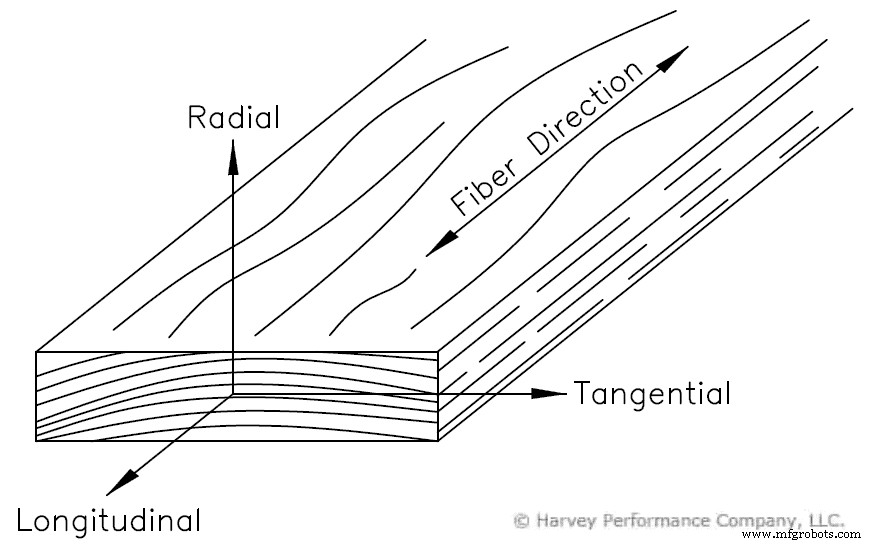
Pemotongan tegak lurus terhadap serat dikenal sebagai pemotongan “melintasi serat” dalam pengerjaan kayu. Pada Gambar 1 di atas, ini akan dianggap memotong dalam arah radial atau tangensial. Pemotongan sejajar dengan butir dikenal sebagai pemotongan "sepanjang butir" (membujur dalam hal Gambar 1). Semakin dekat Anda untuk memotong pada 90° ke serat kayu ke segala arah, semakin besar gaya pemotongannya. Misalnya, pahat dengan sumbu pusatnya sejajar dengan arah tangensial dan lintasan pahat sepanjang arah longitudinal akan memiliki keausan yang lebih sedikit daripada pahat dengan sumbu tengah yang sama tetapi bergerak dalam arah radial. Jenis kedua dari orientasi pahat adalah memotong lebih banyak batas butir dan karenanya menghasilkan gaya potong yang lebih besar. Namun, Anda harus berhati-hati saat memotong butir karena dapat menyebabkan sobek dan menghasilkan permukaan akhir yang buruk.
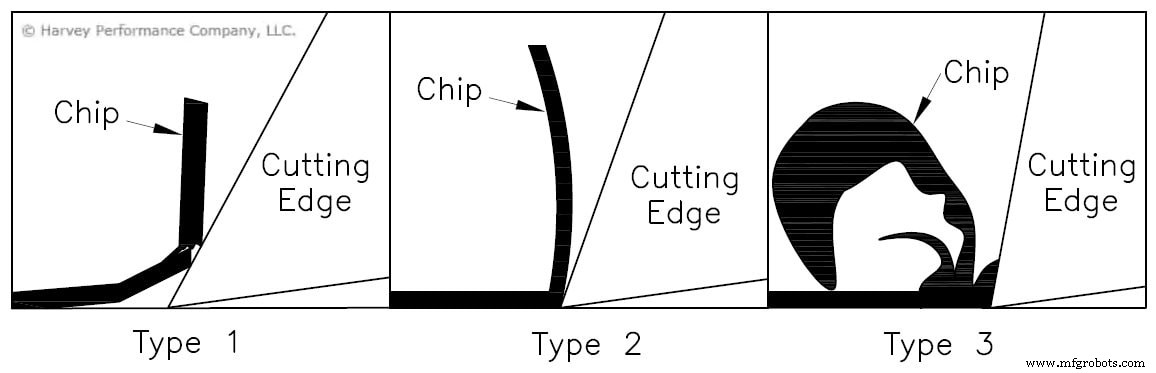
Saat memotong kayu sejajar dengan serat, ada tiga jenis dasar serpihan yang terbentuk. Saat memotong tegak lurus terhadap serat, jenis serpihan umumnya masuk ke dalam 3 kategori yang sama ini, tetapi dengan variabilitas yang jauh lebih besar karena berbagai sifat kayu sehubungan dengan arah serat.
Keripik Tipe 1
Serpihan tipe 1 terbentuk ketika kayu terbelah di depan ujung tombak melalui pembelahan sampai terjadi kegagalan lentur sebagai balok kantilever. Sebuah gaya besar tegak lurus terhadap bidang geser dihasilkan, menyebabkan kayu di depan ujung tombak terbelah, membentuk balok kantilever kecil ini. Ketika gaya ke atas akhirnya melebihi kekuatan balok kecil ini, ia putus. Jenis keripik ini menyebabkan keausan yang relatif sedikit dibandingkan dengan jenis 2 dan 3, karena bahannya pecah sebelum bersentuhan dengan ujung runcing. Pabrik akhir dengan sudut penggaruk yang sangat tinggi atau sudut penggaruk yang sangat rendah sering kali menghasilkan chip tipe 1. Hal ini terutama berlaku saat pemesinan melawan kemiringan butir yang lebih besar dari 25°. Kayu dengan kadar air kurang dari 8% membentuk serpihan yang tidak bersambungan dan memiliki risiko robek yang lebih tinggi.
Ketik 2 Chip
Chip tipe 2 adalah yang paling diinginkan dari tiga tipe dalam hal permukaan akhir. Mereka adalah hasil dari kegagalan material di sepanjang bidang geser diagonal, memanjang dari ujung tombak ke permukaan benda kerja. Keripik tipe 2 terbentuk ketika ada keseimbangan yang tepat antara sifat kayu, parameter pemotongan, dan geometri pemotong. Kayu dengan kadar air antara 8% dan 20% memiliki peluang yang jauh lebih tinggi untuk membentuk kepingan tipe 2 yang berkesinambungan sambil meninggalkan permukaan akhir yang baik.
Ketik 3 Chip
Jenis chip terakhir terbentuk ketika sudut penggaruk pemotong terlalu rendah. Dalam skenario ini, gaya potong hampir sejajar dengan arah perjalanan. Hal ini menyebabkan bahan lunak, seperti kayu, menjadi hancur dan tidak terpotong, meninggalkan permukaan akhir yang buruk. Umumnya, permukaan yang ditinggalkan terlihat seperti kumpulan kecil elemen kayu, cacat permukaan yang umumnya dikenal sebagai “butir kabur”. Jenis serpihan ini lebih sering terjadi pada kayu lunak karena situasi penghancuran diperparah pada kayu dengan kepadatan rendah.
Aturan Praktis Kecepatan &Umpan
Ada beberapa kategori berbeda dari keausan pahat yang terjadi saat pengerjaan kayu cnc. Aturan umum pemesinan masih berlaku karena RPM memiliki pengaruh terbesar pada tingkat keausan. Pemberian makan yang berlebihan dapat meningkatkan keausan pahat secara eksponensial dan juga menyebabkan kerusakan pahat. Seperti kebanyakan operasi pemesinan, keseimbangan antara keduanya sangat penting. Jika Anda ingin meningkatkan produktivitas dengan meningkatkan kecepatan, Anda harus meningkatkan umpan secara proporsional untuk menjaga keseimbangan yang membuat alat tetap bekerja dengan baik dalam materi.
Pengelolaan Panas yang Tepat
Saat alat pemotong terkena panas tinggi, alat ini mulai aus lebih cepat, karena korosi. Pengikat kobalt dalam sebagian besar alat karbida di pasaran mulai teroksidasi dan terlepas dari ujung tombak. Ini memicu reaksi berantai, seperti ketika pengikat dilepas, karbida tungsten juga pecah. Spesies kayu yang berbeda dan jenis kayu rekayasa memiliki perilaku korosif yang berbeda pada suhu tinggi. Ini adalah jenis keausan paling konsisten yang diamati saat mengerjakan MDF atau papan partikel. Keausan ini disebabkan oleh garam klorin dan sulfat yang ditemukan dalam perekat karena mempercepat korosi suhu tinggi. Seperti halnya aluminium, ketika kandungan silika dalam kayu meningkat, tingkat korosinya juga meningkat.
Umumnya, peningkatan keausan pahat diamati pada kayu dengan kadar air tinggi. Sifat ini disebabkan oleh peningkatan keausan elektrokimia yang disebabkan oleh ekstraktif dalam kayu. Kadar air dalam kayu meliputi zat-zat seperti resin, gula, minyak, pati, alkaloid, dan tanin dengan adanya air. Molekul-molekul ini bereaksi dengan bahan logam dari alat pemotong dan dapat menumpulkan ujung tombak. Karbida lebih tahan terhadap jenis keausan ini dibandingkan dengan baja berkecepatan tinggi.
Pelapis Terbaik untuk Memperpanjang Umur Alat di Kayu
Jika Anda menginginkan alat yang tahan lebih lama yang akan mempertahankan ujung tombaknya yang tajam (dan siapa yang tidak), Anda mungkin ingin mempertimbangkan lapisan Amorphous Diamond. Ini adalah lapisan tahan abrasif yang dimaksudkan untuk operasi non-besi di mana suhu zona pemotongan tidak melebihi 750 °F. Jenis pelapis ini adalah salah satu pelapis tertipis dari Harvey Tool, sehingga meminimalkan risiko pembulatan tepi dan memaksimalkan daya tahan tepi ini.
Menghindari Kecelakaan Pertukangan Kayu yang Umum
Robek
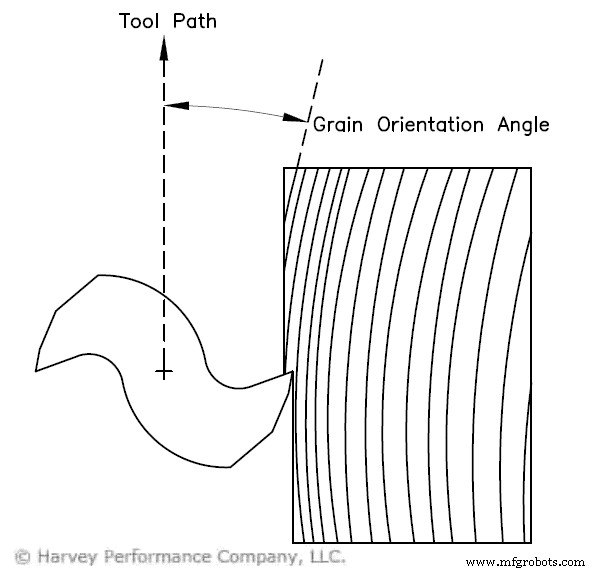
Robek, kadang-kadang disebut butiran terkelupas atau serpihan, adalah saat sepotong bahan kayu yang sedang dikerjakan merobek benda kerja utama dan meninggalkan cacat yang tidak menarik di tempat semula. Ini adalah salah satu cacat paling umum saat memproses produk kayu. Ada banyak alasan berbeda yang menyebabkan robekan terjadi. Karakteristik material adalah sesuatu yang harus dipertimbangkan. Robek lebih mungkin terjadi jika orientasi butir kurang dari 20° relatif terhadap jalur pahat, kadar air kayu terlalu rendah, atau kepadatan kayu terlalu rendah. Gambar 4 menunjukkan sudut orientasi butir relatif terhadap jalur pahat. Dalam hal parameter pemesinan, hal ini juga dapat terjadi jika beban chip, kedalaman potong, atau sudut rake terlalu tinggi.
Selesai Butir Kabur
Butir kabur terlihat seperti gumpalan kecil kayu yang menempel pada permukaan yang baru dikerjakan dan terjadi ketika serat kayu tidak dipotong dengan benar. Penggaruk rendah atau alat pemotong tumpul membuat serat terindentasi sampai terlepas dari pola alaminya di dalam, menyebabkan terbentuknya kepingan tipe 3, yang menghasilkan hasil akhir yang buruk. Hal ini dapat diperburuk oleh umpan yang rendah atau kedalaman pemotongan karena pahat tidak digunakan dengan benar dan sedang membajak material daripada mencukurnya dengan benar. Kayu yang lebih lunak dengan jumlah butir yang lebih kecil dan lebih sedikit lebih rentan terhadap jenis cacat ini. Kayu remaja diketahui sangat bertanggung jawab atas butiran kabur karena kadar airnya yang tinggi.
Bekas Luka Bakar
Tanda Terbakar adalah cacat yang sangat signifikan dalam kasus pemesinan kayu, karena umumnya tidak menjadi masalah saat pemesinan bahan lain. Berada di suatu tempat terlalu lama, tidak cukup menarik ujung gilingan dalam pemotongan, atau menggunakan alat yang tumpul menciptakan panas yang berlebihan melalui gesekan, yang meninggalkan bekas luka bakar. Beberapa kayu (seperti maple atau cherry) lebih rentan terhadap bekas luka bakar, oleh karena itu jalur pahat untuk jenis ini harus diprogram dengan bijaksana. Jika Anda mengalami banyak masalah dengan bekas luka bakar dalam operasi tertentu, Anda mungkin ingin mencoba menyemprot pabrik akhir dengan pelumas komersial atau lilin pasta. Berhati-hatilah untuk tidak menggunakan terlalu banyak karena kelembapan yang berlebihan dapat menyebabkan lengkungan. Meningkatkan keterlibatan alat Anda atau menurunkan RPM juga dapat memerangi bekas luka bakar.

Tanda Chip
Chip mark adalah penekanan dangkal pada permukaan kayu yang telah disemprotkan atau ditekan ke permukaan. Cacat ini dapat membengkak dengan peningkatan kadar air, memperburuk hasil akhir. Jenis cacat ini umumnya disebabkan oleh evakuasi chip yang buruk dan biasanya dapat diperbaiki dengan menerapkan pendingin udara ke daerah pemotongan selama operasi.
Gabah yang Dibesarkan
Butir yang terangkat, cacat umum lainnya pada kayu, adalah ketika satu atau lebih bagian benda kerja sedikit lebih rendah dari bagian lainnya. Noda ini terutama menjadi masalah saat pemesinan kayu yang lebih lunak dengan alat yang tumpul karena seratnya akan robek dan berubah bentuk daripada dicukur bersih. Efek ini diintensifkan saat pemesinan dengan pengumpanan lambat dan kayu memiliki kadar air yang tinggi. Variasi pembengkakan dan penyusutan antara bagian kayu yang rusak dan tidak rusak memperburuk cacat ini. Karena alasan inilah biji-bijian yang terangkat adalah pemandangan umum di hutan yang terkena cuaca. Perangkat penahan kerja yang disetel terlalu kencang juga berpotensi menyebabkan butiran terangkat.
Membedakan Alat Pemotong Kayu &Pabrik Pemotongan Plastik Harvey

https://www.harveytool.com/products/material-specific-end-mills/woodMachinists sering menggunakan Plastic Cutting End Mills untuk pengerjaan kayu, karena alat ini memiliki geometri internal yang sangat mirip dengan End Mill untuk Kayu. Kedua pahat memiliki lembah seruling yang besar dan ujung tombak yang tajam, menguntungkan untuk pemesinan plastik dan kayu. Perbedaan utama antara pemotong plastik Harvey Tool dan pemotong kayu adalah sudut baji (kombinasi antara relief utama dan sudut penggaruk). Garis penebang kayu memiliki garu yang lebih rendah namun tetap memiliki sudut relief yang tinggi untuk menjaga ketajaman mata potong. Penggaruk yang lebih rendah dirancang agar tidak "berpegangan" seperti pemotong plastik saat mengerjakan kayu. Itu dimaksudkan untuk memotong kayu dan meninggalkan permukaan akhir yang berkualitas dengan tidak menyebabkan robek.
Penawaran End Mills for Wood dari Harvey Tool mencakup opsi upcut dan downcut. Opsi upcut dirancang untuk menggiling kayu alami dan kayu rekayasa, menampilkan gaya 2 seruling dan sudut baji yang dirancang untuk memotong bahan serat kayu tanpa menyebabkan sobek atau meninggalkan hasil akhir butiran kabur. Penawaran downcut dioptimalkan untuk penggilingan kayu alami dan kayu rekayasa dan membantu mencegah pengangkatan di atas meja vakum.
Untuk bantuan lebih lanjut dalam mencapai operasi pemesinan yang sukses, atau informasi lebih lanjut tentang penawaran End Mills for Wood Harvey Tool, silakan hubungi tim insinyur Harvey Tool di 800-645-5609.


