Peningkatan Kontrol Hurco WinMax dan Fitur yang Diabaikan
Ada sejumlah peningkatan pada kontrol Hurco WinMax dalam beberapa bulan dan tahun terakhir yang tidak pernah kami bagikan dengan pelanggan kami. Kontrol Hurco sangat mudah digunakan dan mudah dipelajari sendiri sehingga sering kali ada fitur yang diabaikan yang bisa sangat berguna dan sangat kuat jika operator mengetahuinya. Saya pikir ini akan menjadi topik yang bagus untuk artikel blog guna membantu pengguna kami menemukan dan memahami fitur ini jika mereka sebelumnya tidak mengetahuinya.
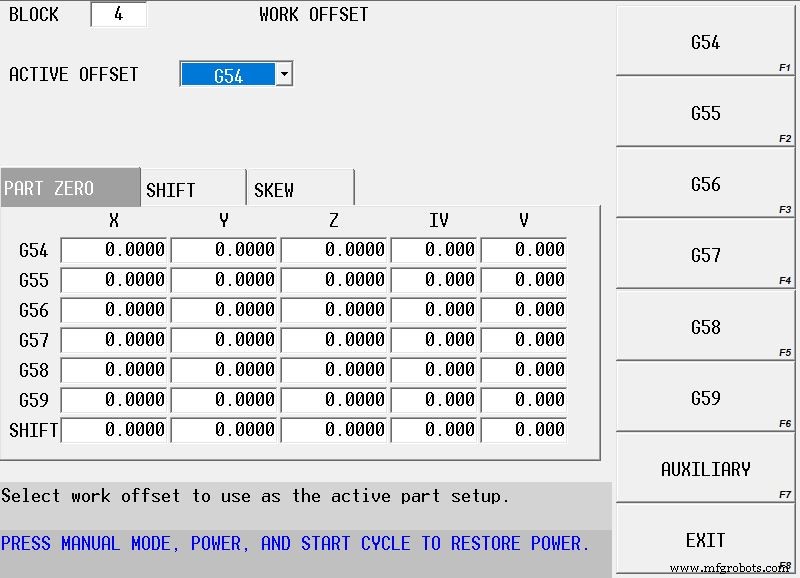
Menggunakan Offset Kerja dalam Program Percakapan (G54-G59, 93 Offset Tambahan):
Sering kali ada kebutuhan untuk beralih di antara pengaturan yang berbeda pada mesin – seperti ketika Anda memiliki beberapa pengaturan operasi pada catok yang berbeda di atas meja. Sebelumnya operator harus memasukkan Change Part Setup ke dalam program setiap kali mereka ingin beralih ke koordinat setup yang berbeda, dan satu lagi untuk beralih kembali. Ini bermasalah karena, jika pergeseran kecil diperlukan, di sumbu X misalnya, maka operator perlu mencari SETIAP SATU Ubah Bagian Pengaturan dalam program yang mereferensikan lokasi tertentu dan membuat perubahan...yang bisa dengan mudah puluhan tempat di seluruh program. Namun, dengan menggunakan fitur Work Offsets, perubahan dapat dilakukan di satu lokasi (G55 misalnya) dan di mana pun work offset tersebut disebut perubahan akan digunakan.
Blok Work Offset terletak di bagian pemrograman percakapan di bawah tab Miscellaneous (Miscellaneous, More>, Work Offset).
Tab Penyisihan Stok:
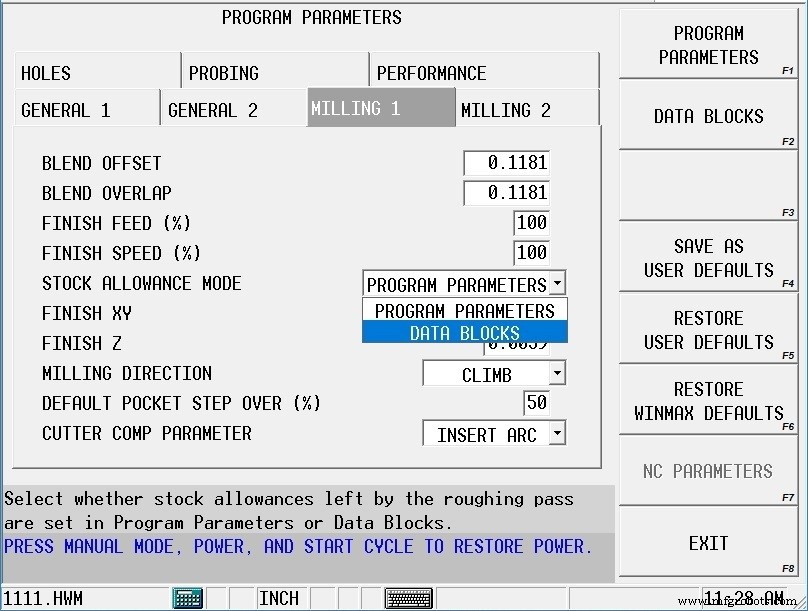
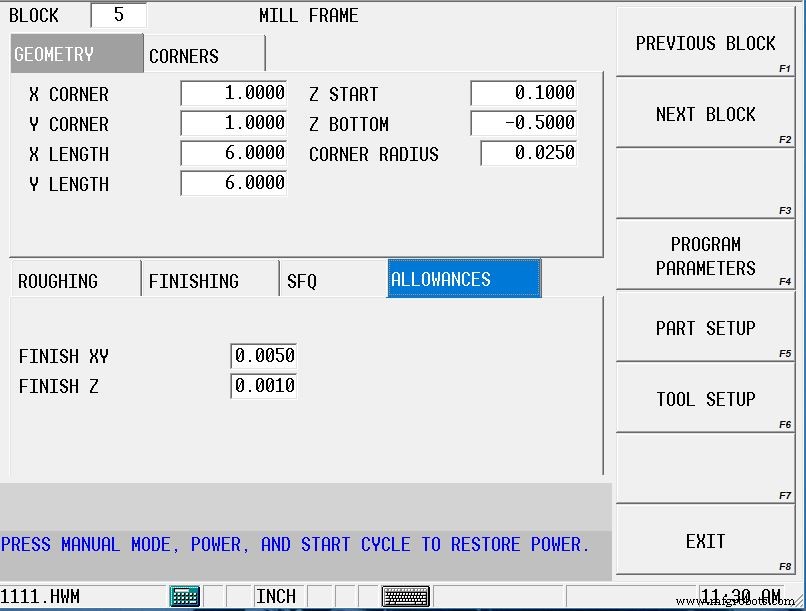
Secara historis pada kontrol Hurco, jumlah stok yang tersisa untuk tunjangan akhir adalah pengaturan global yang terletak di Parameter Program untuk program percakapan apa pun. Tantangan dengan pengaturan "global" ini menjadi jelas ketika Anda perlu mengubah jumlah stok yang tersisa untuk blok tertentu, atau jika Anda ingin meninggalkan stok giling pada fitur sebelum perlakuan panas – yang berarti Anda harus berbohong diameter alat atau ukuran fitur. Namun, dengan mengaktifkan tab Penyisihan Stok di parameter program, kedua tantangan ini dapat diatasi dengan mudah.
Dengan tab Stock Allowance aktif, Anda dapat mengatur jumlah materi yang akan tersisa untuk penyelesaian akhir di setiap blok percakapan program secara mandiri; dan, untuk mengurangi kebutuhan untuk berbohong pada kontrol saat meninggalkan stok gerinda, stok penyisihan TIDAK akan dihapus jika Anda tidak memprogram alat akhir. Ini juga dapat membantu saat menghilangkan stres pada bagian selama pemesinan. Tinggalkan stok sekarang, salin dan tempel blok ke lokasi lain nanti di program, lalu hapus nilai penyisihan.
Untuk mengubah pengaturan sehingga kontrol akan mengizinkan penggunaan tab Penyisihan Stok, buka Parameter Program, pilih tab Penggilingan 1 di bagian atas halaman, dan atur Mode Penyisihan Stok ke BLOK DATA. Ingatlah untuk menyimpan pengaturan ini sebagai USER DEFAULT jika Anda ingin ini menjadi pengaturan default baru untuk program percakapan di masa mendatang.
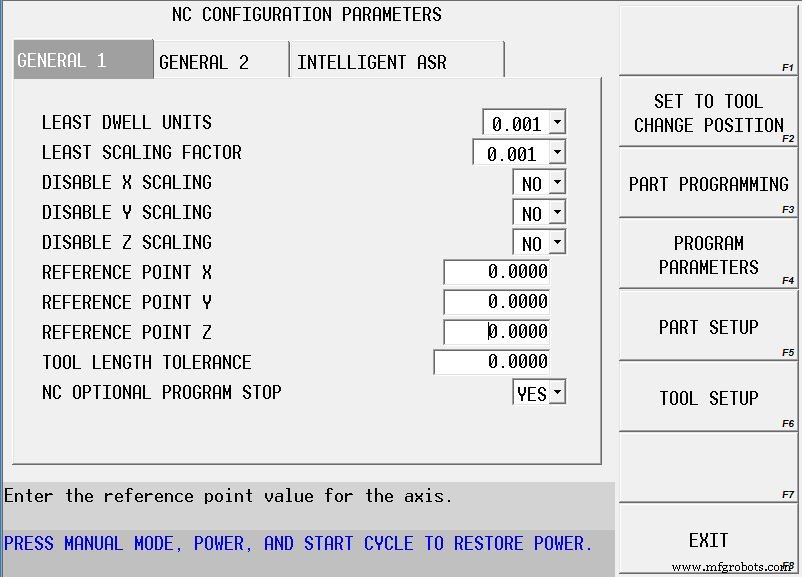
Menyetel Posisi Pengembalian Referensi untuk Program NC (G28):
Dalam banyak program NC penggunaan posisi kembali referensi G91 G28 XYZ sangat umum. Sebagai pengaturan default, kode ini akan mengirim mesin ke posisi awal untuk setiap sumbu. Namun, Hurco telah menyediakan pengaturan di Parameter NC yang memungkinkan pengguna menentukan ke mana mesin harus berjalan saat perintah G28 dijalankan.
Dengan program NC aktif, pilih PARAMETER PROGRAM dari layar INPUT, pilih tombol softkey PARAMETER NC, pilih tombol softkey PARAMETER KONFIGURASI NC, dan atur lokasi yang diinginkan untuk Titik Kembali Referensi X,Y, dan Z.
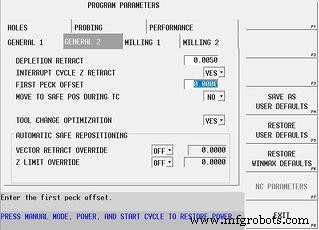
Offset Pukulan Pertama:
Setiap blok pemrograman percakapan memiliki bidang Z START dan Z BOTTOM untuk menentukan titik cepat dan kedalaman akhir fitur apa pun dalam arah sumbu Z. Blok ini juga memiliki bidang PECK DEPTH. Terkadang, tergantung pada nilainya, pahat akan memotong banyak udara saat mematuk sebelum benar-benar menyentuh material. Pengaturan Parameter Program untuk FIRST PECK OFFSET dapat membantu mengurangi waktu yang terbuang ini.
Misalnya, saat memasukkan Z START sebesar .100” dan kedalaman peck sebesar .025”, kontrol akan mulai mematuk pada lokasi .100” di atas bagian… oleh karena itu diperlukan 5 peck penuh sebelum alat benar-benar mulai menghapus materi. Dengan menyetel parameter FIRST PECK OFFSET ke nilai .100”, kontrol akan memaksa pahat untuk memposisikan di lokasi Z START, mengimbangi atau menurunkan jumlah FIRST PECK OFFSET, dan mulai mematuk dari lokasi baru tersebut. Dalam contoh kami di atas materi akan dihapus pada kecupan pertama dan karena itu menghilangkan waktu yang terbuang. Parameter ini dapat ditemukan di tab GENERAL 2 pada Parameter Program.
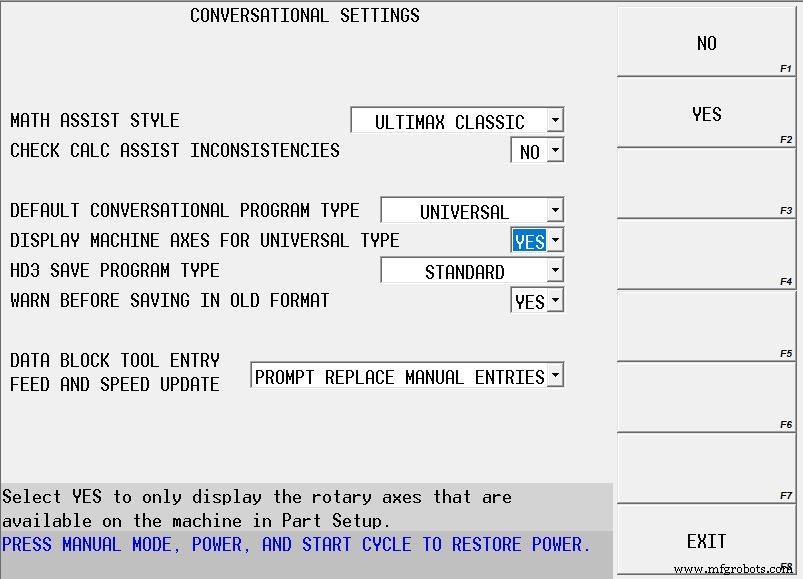
Tampilkan Penanda Sumbu, bukan IV &V dengan Setelan Putar Universal Default:
Saat Anda membuat program percakapan baru, setelan default untuk jenis program adalah UNIVERSAL ROTARY…yang pastinya merupakan setelan yang kami ingin Anda gunakan karena berbagai alasan. Namun, ketika jenis program diatur ke Rotary Universal, layar pengaturan bagian akan menampilkan X, Y, Z, IV, dan V sebagai sumbu untuk mesin…terlepas dari jenis mesinnya. Pada mesin 5-sumbu hal ini dapat membingungkan karena tidak menampilkan sumbu mesin yang sebenarnya, dan pada mesin 3-sumbu hal ini membingungkan karena tidak ada
th
4 atau 5
sumbu tersedia.
Untuk mengubah perilaku ini, kita perlu mengubah salah satu pengaturan preferensi pengguna. Tekan tombol AUXILIARY pada panel kontrol, pilih ikon UTILITY SCREEN dari menu pop-up, pilih tombol softkey USER PREFERENCES pada layar, pilih CONVERSATIONAL SETTINGS, dan setel DISPLAY MACHINE AXES FOR UNIVERSAL TYPE ke nilai YA.
Untuk mesin 4 dan 5-sumbu ini akan menyebabkan kontrol untuk menampilkan penunjuk A, B, atau C yang sebenarnya untuk sumbu, dan untuk mesin 3-sumbu itu akan menghilangkan tampilan sumbu tambahan sama sekali. Ini TIDAK akan mengubah cara program yang ada berperilaku dan tidak ada perubahan dalam pemrograman yang perlu diikuti untuk program mendatang. Ini hanya akan menyederhanakan tampilan.
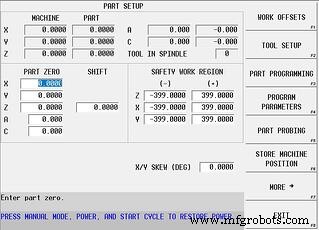
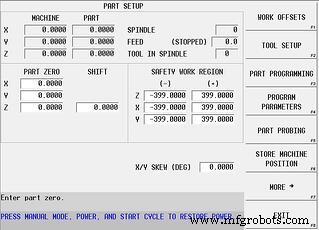
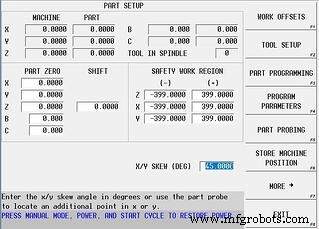
Menggunakan bidang X/Y SKEW (DEG) pada Layar Pengaturan Bagian:
Dengan memasukkan nilai ke dalam bidang yang disediakan pada layar Pengaturan Bagian, seluruh program dapat dimiringkan untuk tujuan apa pun yang diinginkan. Sebagai contoh:jika program dikerjakan dengan orientasi tidak berputar seperti biasa, tetapi bagian tersebut harus ditempatkan pada mesin pada sudut 45 derajat agar sesuai dengan pengaturan kita, maka nilai 45 derajat dapat dimasukkan ke dalam bidang yang disediakan dan seluruh program akan dieksekusi pada orientasi yang diputar.
Meskipun tujuan yang dimaksudkan dari bidang ini adalah untuk menyelidiki bagian yang miring, bidang ini telah terbukti sangat berguna untuk input nilai secara manual untuk alasan seperti contoh di atas.
Berlari Sepanjang Sistem Koordinat Kerja (aktif) Saat Ini:
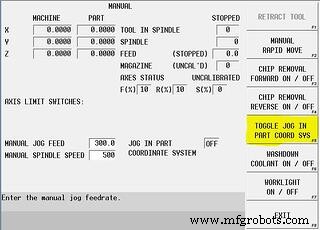
Serupa dengan menggunakan sudut SKEW yang disebutkan di atas untuk pemrograman, ada juga saat-saat Anda mungkin perlu menggerakkan mesin secara manual di sepanjang koordinat kerja yang miring (aktif). Untuk melakukan ini, Anda hanya perlu memilih tombol mode di layar pengaturan fungsi manual.
Tekan tombol mode MANUAL pada panel kontrol, pilih tombol softkey MANUAL FUNCTION SETUP di layar, dan pilih tombol softkey TOGGLE JOG IN PART COORD SYS. Sekarang, dengan sakelar ini aktif, setiap kali sumbu X atau Y di-jogging secara manual, dengan menggunakan roda jog atau tombol jog, kedua sumbu X&Y akan bergerak sesuai… menggerakkan pahat di sepanjang tepi bagian yang sesuai. Untuk mematikan fitur ini, cukup alihkan kembali tombol softkey. Fitur ini juga tersedia selama siklus interupsi pada mesin 5-sumbu saat bidang transformasi aktif.