5-Axis…tidak begitu menakutkan (lanjutan)
Pada bulan Februari 2013 saya memposting sebuah artikel berjudul:“5-Axis…itu tidak terlalu menakutkan”, dan sampai saat ini menjadi salah satu artikel yang paling populer dibaca di seri blog saya. Jadi, saya pikir saya akan memperluas artikel itu sedikit, dan menyelam lebih dalam ke apa yang dapat dilakukan dengan teknologi 5-sumbu…dan menunjukkan bagaimana fitur-fitur canggih dari 5-sumbu sebenarnya tidak lebih dari multi- sumbu akal sehat, ketika Anda memecahnya.
Dengan semua hype seputar permesinan 5-sumbu selama beberapa tahun terakhir, relatif mudah untuk mendidik toko tentang manfaat beralih ke platform pemrosesan 5 sisi, atau 3+2, untuk membantu membuat toko mereka lebih efisien dan pada akhirnya lebih menguntungkan. Namun, kami sering mendapatkan argumen bahwa, meskipun mereka dapat melihat manfaat menjalankan suku cadang hanya dalam satu pengaturan, mereka percaya bahwa mereka hanya dapat menjalankan satu bagian pada satu waktu…dan itu tidak benar. Dengan sedikit kreativitas dalam pemasangan, atau dengan memanfaatkan beberapa perlengkapan OEM yang diproduksi secara profesional yang tersedia di pasar, Anda dapat dengan mudah menambahkan lebih banyak suku cadang ke dalam proses – dan bahkan mengotomatiskan sebagian atau seluruh proses jika diinginkan.

Saya baru-baru ini bekerja dengan pelanggan, yang menjalankan manifold berbentuk persegi panjang sederhana, dan 5 sisi bagian memiliki fitur sederhana - seperti port, lubang berulir atau meruncing, dan beberapa alur cincin-O - yang perlu diproses dalam beberapa setup mungkin…kandidat yang sempurna untuk proses 5 sisi atau 3+2!!!
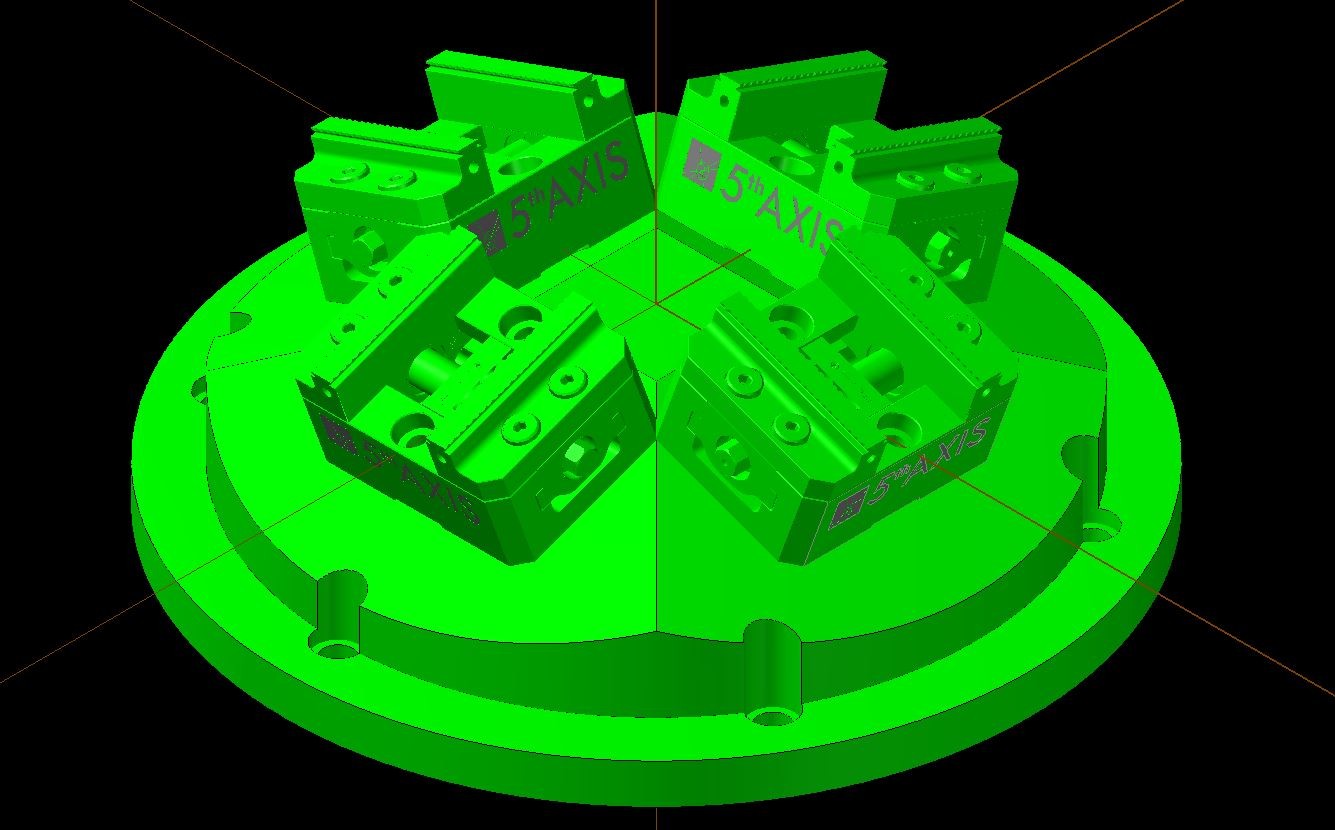
Setelah melihat bagiannya, dia menyadari bahwa dia bisa – menggunakan perlengkapan yang tersedia secara komersial, dengan empat catok dipasang pada piramida 20 ° – membawa proses sederhana ini ke tingkat berikutnya. Fixture ini akan memberinya jarak yang cukup untuk mencapai 5 sisi dari keempat bagian, termasuk satu lubang bersudut, dan dia akan dapat melakukan empat bagian lengkap setiap kali dia membuka pintu…semua hanya dengan SATU BAGIAN SETUP! Pikirkan tentang itu...karena ini adalah pekerjaan berulang untuk toko ini, mereka dapat dengan mudah beralih dari satu pekerjaan kompleks ke pekerjaan berikutnya dengan sangat cepat, dan mampu menyelesaikan beberapa operasi, pada beberapa bagian, hanya dalam satu pengaturan...dan hanya perlu ambil satu koordinat kerja yang mudah ditemukan.
Jadi, seberapa sulitkah pemrograman untuk ini, Anda bertanya? Saya yakin Anda berpikir bahwa itu pasti mimpi buruk untuk melacak semua bagian yang terpisah itu, dan semua bagian itu menghadap dan sudut yang selalu berubah. Nah, percayakah Anda jika saya memberi tahu Anda bahwa itu sangat sederhana?
Karena ini adalah artikel nomor dua dalam satu seri, saya akan mulai menjelaskan proses ini di mana artikel lainnya ditinggalkan. Jika Anda perlu menyegarkan ingatan Anda, atau ingin mempelajari lebih lanjut tentang pemrograman bagian 5 sisi, silakan merujuk ke artikel saya sebelumnya dengan mengklik di sini, atau lihat seri video pendek tentang pemrograman 5 sisi ini:klik di sini untuk pelatihan video
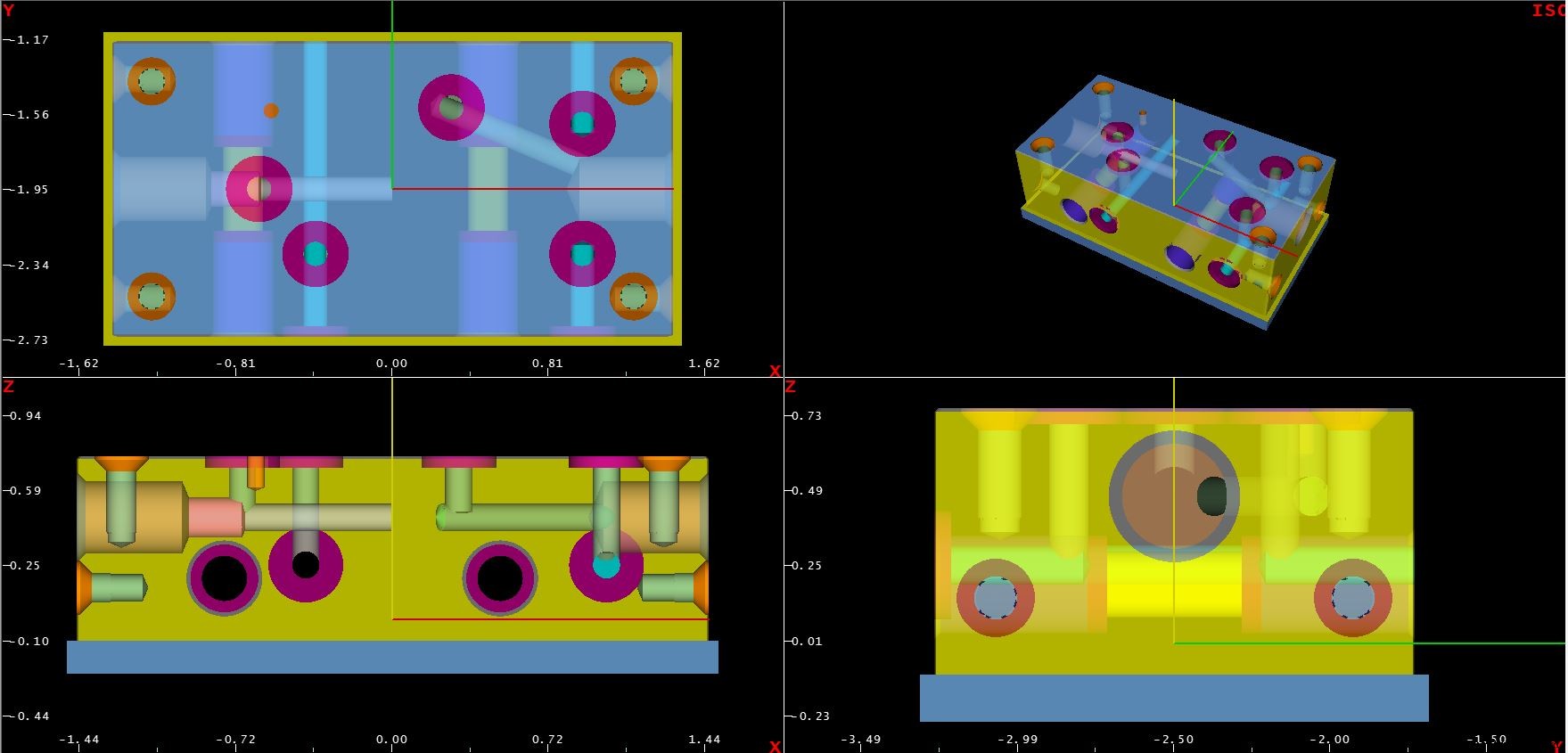
Untuk memulai proses pengulangan dan pengoptimalan suatu program, pertama-tama kita harus memiliki program untuk pengulangan dan pengoptimalan. Menggunakan prinsip-prinsip yang diajarkan dalam artikel sebelumnya, atau dalam video pelatihan online yang ditautkan di atas, mari kita asumsikan bahwa kita telah membuat program bagian yang berhasil, untuk satu benda kerja - tetapi setelah membuktikan programnya, kami telah memutuskan untuk memasang ini dalam multi - sisi perlengkapan, dan optimalkan seluruh proses agar lebih efisien...setelah itu. Mari kita asumsikan juga bahwa bagian ini diprogram dari titik referensi yang terletak di permukaan bawah tengah bagian itu sendiri (kita akan menggunakan bagian pelanggan yang dirujuk di atas).
Sekarang, jika kami telah memutuskan untuk menggunakan perlengkapan multi-sisi sejak awal, kami mungkin telah menangani proses ini dengan sedikit berbeda. Tapi, karena saya mencoba untuk menunjukkan bahwa bahkan perubahan dalam proses "mid-stream" seharusnya tidak menjadi penyebab alarm, kami akan menggunakan beberapa fitur kontrol sederhana untuk menyelesaikan tugas ini, dan prosesnya akan berhasil ketika kami selesai.
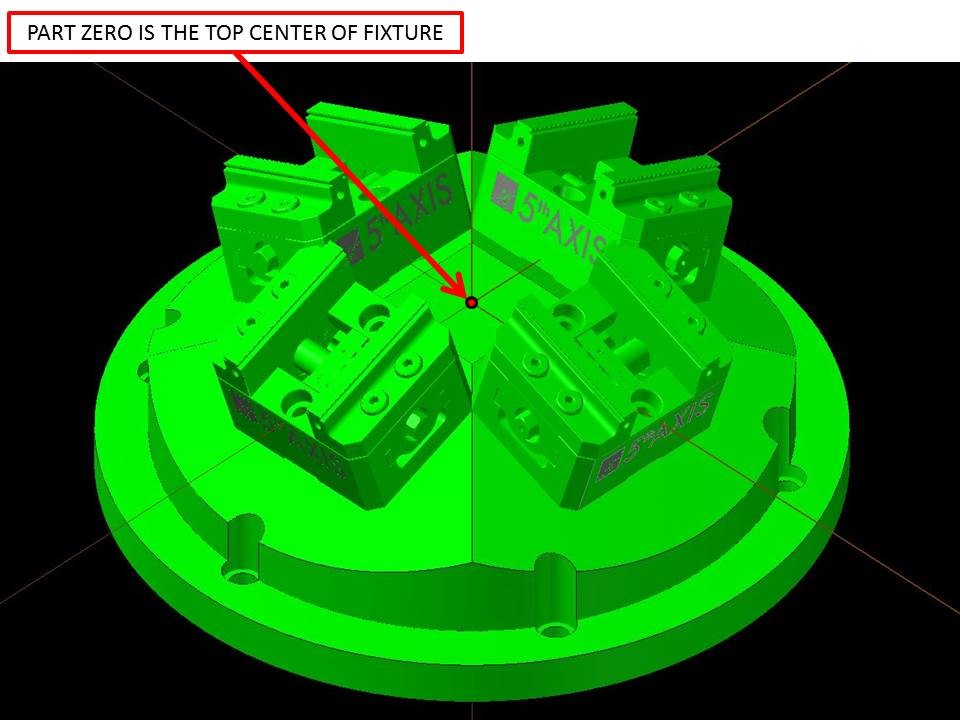
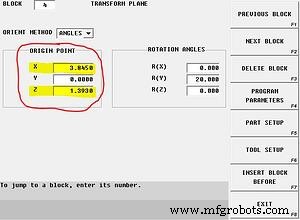
Setelah semua bagian dimuat ke perlengkapan, hal pertama yang perlu kita lakukan adalah memindahkan titik asal - dari titik referensi sebelumnya yang terletak di bagian tunggal, ke lokasi baru yang akan kita gunakan untuk proses baru ini. Karena kami menjalankan beberapa bagian pada perlengkapan bundar, tempat paling jelas untuk referensi untuk pemesinan adalah bagian tengah atas perlengkapan itu sendiri. Karena kita tidak ingin memprogram ulang bagian tersebut, kita akan memperhitungkan variasi posisi ini dengan blok bidang transformasi. Transform plane biasanya digunakan untuk mengorientasikan ulang dan menemukan perubahan sementara di workplane, tetapi di sini kita akan menggunakannya untuk sementara merelokasi dan mengorientasikan seluruh bagian program. Karena bidang transformasi dapat ditumpuk - artinya jika tidak dibatalkan, bidang transformasi baru akan menjadi perubahan tambahan dari bidang transformasi sebelumnya - kami akan tetap mengaktifkan bidang pertama ini hingga akhir program, dan seluruh proses selesai - dan maka kami akan membatalkannya.
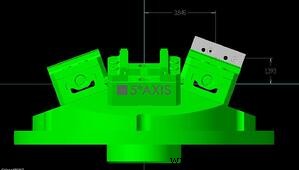
Dalam contoh ini, bagian pertama pada perlengkapan (pada posisi jam 3) terletak 3,845" pada arah positif sepanjang sumbu X, dari pusat perlengkapan; dan 1,393" positif pada sumbu Z ( referensi gambar di atas). Oleh karena itu, kami akan memasukkan nilai-nilai ini ke dalam bidang XYZ untuk "titik asal" dari bidang transformasi. Sekarang kita telah memindahkan seluruh program ke posisinya, kita harus memiringkannya 20° - di sekitar sumbu Y - untuk menyelaraskannya dengan perlengkapan. Untuk mencapai ini, kita akan memasukkan 20 positif ke dalam bidang "sudut rotasi" untuk rotasi di sekitar sumbu Y. Contoh di bawah ini menunjukkan blok program percakapan, tetapi hal yang sama dapat dilakukan di NC dengan kode:G68.2 X3.845 Y0 Z1.393 B20...G68.2 menunjukkan bidang transformasi, XYZ digunakan untuk merelokasi titik referensi, dan memiringkan di sekitar sumbu Y adalah perubahan sumbu B.
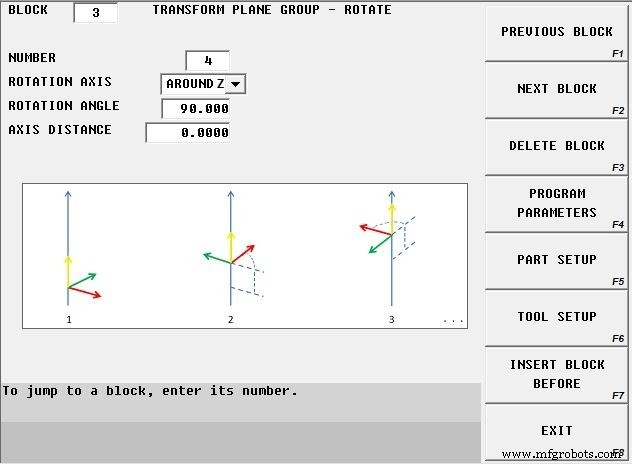
Sekarang bagian pertama telah dimiringkan dan dipindahkan, sekarang kita harus menangani tiga bagian lainnya pada perlengkapan. Kami akan melakukan ini dengan "mengulang" langkah sebelumnya, dan menjalankan program bagian lagi pada interval 90° yang tersisa. Langkah ini akan diselesaikan dengan perintah "transform plane group". Grup bidang transformasi memungkinkan kita untuk membuat pola bidang transformasi ke segala arah - dan dalam kasus ini, putar (atau loop) empat kali, di sekitar titik tengah perlengkapan, di sumbu Z, setiap 90°.
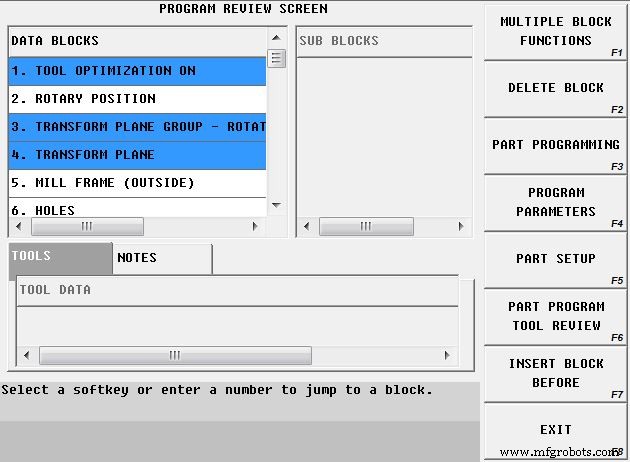
Hal terakhir yang perlu kita tangani adalah perubahan alat. Karena program ini menggunakan lebih dari dua puluh alat - dan program ini ditulis untuk menjalankan hanya satu bagian tunggal - ketika kita menjalankannya di mesin, program ini akan menyelesaikan satu bagian secara keseluruhan sebelum pindah ke bagian berikutnya...yang tidak akan terlalu efisien . Untuk melawan delima ini kita akan mengaktifkan "optimasi toolchange". Blok TCO akan mengoptimalkan penggantian pahat sehingga setiap kali pahat ditempatkan ke dalam poros, kontrol akan melihat seluruh proses dan menentukan berapa kali, dan di lokasi mana, pahat tertentu digunakan...dan kemudian menjalankan semua proses tersebut sebelum menyelesaikan perubahan alat lainnya. Ini akan mengurangi jumlah penggantian pahat dari 80 - yang akan diperlukan untuk menjalankan setiap bagian sebelum melanjutkan ke bagian berikutnya - menjadi hanya 20...yang merupakan jumlah pahat yang digunakan dalam program bagian.
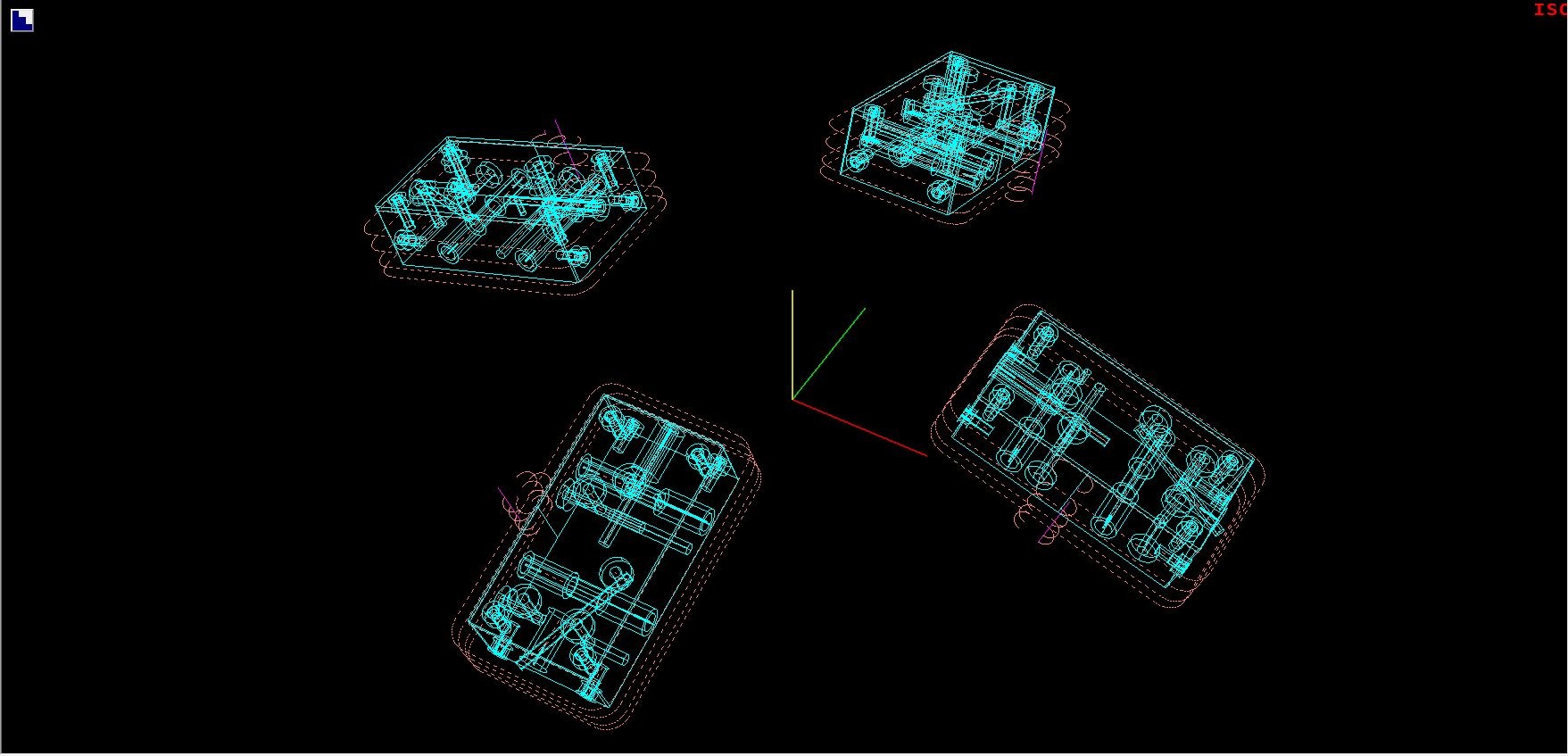
Hasil akhirnya adalah empat bagian yang sudah jadi, dalam satu operasi tunggal, terletak pada perlengkapan multi-bagian, dari satu program bagian sederhana, dan hanya dengan satu pengaturan suku cadang yang mudah ditemukan. Sekarang, bukankah itu mudah?
Untuk mempelajari lebih lanjut tentang teknologi 5-sumbu, harap tonton rekaman webinar kami yang berjudul "Ambil Lima untuk 5-Sumbu...teknologi kompleks yang disederhanakan", atau kunjungi situs web pendidikan kami di www .5-axis.org.


