DTM Cepat didirikan sebagai toko satu orang pada tahun 2002 oleh Presiden, Tim Allard. Setelah bekerja untuk perusahaan besar seperti Hitchiner Manufacturing, ia memiliki kesempatan untuk mengasah keterampilannya sebagai masinis pada serangkaian peralatan yang mengesankan termasuk Roku Roku berkecepatan tinggi, mesin Hermle 5-sumbu dengan Kontrol Heidenhain, dan beberapa Makinos kelas atas. Tapi awalnya, di perusahaannya sendiri, dia melakukan pekerjaan teknik dan peralatan pertama yang dia beli adalah mesin CMM.
Allard menjelaskan, “Saya pikir saya akan membangun bisnis dari sisi kualitas ke bawah yang merupakan kebalikan dari cara orang lain melakukannya. Itu benar-benar bekerja dengan baik bagi saya karena kami bisa mendapatkan Sertifikasi ISO. Untuk toko seukuran kami harus memiliki Sertifikasi ISO langsung, Anda tahu tidak semua orang memilikinya, dan sangat sedikit perusahaan seukuran kami yang memilikinya sama sekali. Ini sangat ideal untuk pengerjaan komponen dirgantara dengan toleransi tinggi.”
Pada tahun 2004, Allard kembali meneliti teknologi pemesinan berkecepatan tinggi karena dia melihat peluang dalam memproduksi grafit untuk pembuat cetakan regional yang memiliki mesin pemberat dan membutuhkan elektroda. Dia mengingat, “Jadi, saya sedang mencari mesin yang cocok untuk mesin grafit dan saat itulah DATRON muncul di radar saya melalui pencarian web. Saya pergi ke DATRON dan melihat mesin dan menjalankan angka tetapi tidak bisa melakukannya pada saat itu. Saya tahu itu cocok, hanya saja waktunya sudah tepat.”
Jadi, sementara itu, Allard membeli Haas VF-1 dengan spindel 30.000 RPM dan BT 30 Taper serta paket pemesinan berkecepatan tinggi mereka. Ia menjelaskan bahwa pekerjaan yang mereka peroleh memang stabil tetapi tidak ideal. “Pada hari-hari awal, kami mendapatkan semua rumah aluminium besar yang kami beli dengan pabrik akhir inci. Selama beberapa tahun, itulah jenis pekerjaan yang kami dapatkan, tetapi kami tidak pernah benar-benar menghasilkan banyak uang dengan melakukannya.”
Tapi, segalanya berubah dengan cepat ketika majikan sebelumnya Hitchiner Manufacturing menutup divisi tempat dia bekerja dan 25 karyawan yang bekerja untuknya kemudian mengambil pekerjaan di perusahaan lain. Allard berkata, “Mereka semua menjadi pelanggan saya dan salah satu dari mereka pergi ke BAE Systems dan dialah yang awalnya membawa kami ke sana.”
Spesialisasi dalam Pemesinan Suku Cadang Dirgantara Toleransi Tinggi
Saat ini, BAE Systems dan pelanggan industri kedirgantaraan lainnya seperti Fibertek di Herndon, VA mewakili 95% bisnis Rapid DTM dan ini terbukti sangat menguntungkan bagi perusahaan. Sedemikian rupa sehingga pada tahun 2016, Allard memutuskan untuk mempersempit fokus perusahaan secara eksklusif pada bisnis khusus atau membuat bagian-bagian kecil ini sesuai dengan spesifikasi yang diminta oleh industri. “Saya ingin fokus pada apa yang kami lakukan dengan baik dan menyingkirkan beberapa hal lain ini. Saya memiliki dua pusat permesinan vertikal besar, Haas VF-5 besar dan Doosan besar dan saya berkata mari singkirkan kedua mesin ini dan dapatkan mesin lain yang akan melengkapi Haas kecil kita dan tetap dengan pekerjaan kecil bergaya niche ini dengan pemotong kecil yang menggantung sejauh satu mil ini, Anda tahu di mana Anda benar-benar harus dapat memutarnya dan mempertahankan akurasi.”
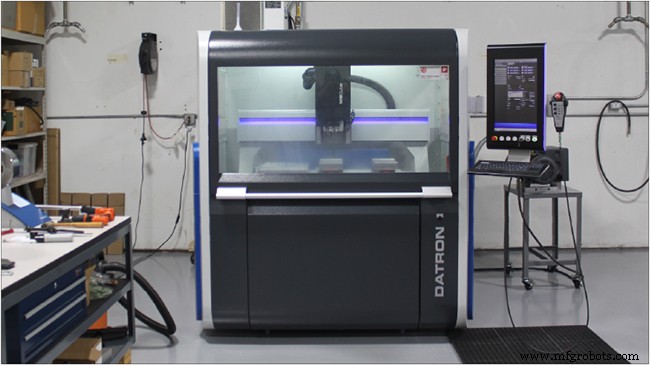
Jadi, mereka membeli DATRON M8Cube dan juga banyak berinvestasi dalam bisnis metrologi mereka dengan menggandakan kapasitas metrologi mereka. Selain CMM mereka, mereka sekarang memiliki sistem visi dan beberapa pekerjaan mereka adalah metrologi lurus dan pekerjaan CMM. Misalnya, DMG Mori meminta mereka memeriksa suku cadang demo yang dibuat pada mesin mereka dan mereka juga mengukur suku cadang untuk toko mesin lainnya. Allard telah membangun reputasi keahliannya dalam CMM sehingga ia bahkan melakukan pelatihan CMM untuk Metrologi Hexagon, perusahaan tempat ia membeli peralatan CMM. Salah satu pelanggan Hexagon lainnya adalah toko mesin besar, dan ketika dia melatih mereka untuk menggunakan CMM, dia mengetahui bahwa mereka berjuang dengan pekerjaan penggilingan di mana mereka harus menggunakan alat yang sangat kecil untuk memotong baja. Dia menjelaskan kepada mereka bahwa pada RPM maksimum 12.000 mesin penggilingan mereka tidak memenuhi tugas. Ketika dia memberi tahu mereka bahwa dia memiliki DATRON yang dapat menggiling bagian mereka, mereka bertanya, "Apa itu DATRON?" Dia menjelaskan, “Masalah dengan melakukan pekerjaan seperti ini adalah alat-alat itu cepat aus karena tidak tahan panas. Anda harus masuk dan keluar terutama dengan jenis baja ini yang cenderung bekerja. mengeras." Dengan penjelasan itu, mereka menyarankan agar Allard melakukan pekerjaan untuk mereka, dan dia menanggapi dengan menyarankan agar mereka mendapatkan mesin DATRON mereka sendiri. Bukannya saya tidak ingin membantu, hanya saja kami tidak benar-benar mencari lebih banyak bisnis. Kami dijadwalkan keluar 12 minggu sekarang dan sedang sibuk. Mesin DATRON kami sendiri bekerja 10 jam sehari dari Senin hingga Jumat dan 5 jam pada hari Sabtu.”
Saat membandingkan DATRON dengan mesin lain yang dia jalankan, Allard berkata, “Jelas, dalam hal kecepatan spindel, mereka lebih tinggi daripada yang kebanyakan orang lakukan di luar sana. Haas tidak menawarkan apa pun yang lebih tinggi dari 15.000 RPM dan mesin lain dengan ukuran ini tidak menjalankan jenis kecepatan spindel yang dijalankan DATRON. Selain itu, akurasi yang dimiliki DATRON benar-benar luar biasa. Anda tahu, saya memeriksa semuanya di CMM, dan saya telah memposting video yang menunjukkan kami memeriksa kebulatan bagian yang keluar dari DATRON dan ukurannya kira-kira 4 mikron.”
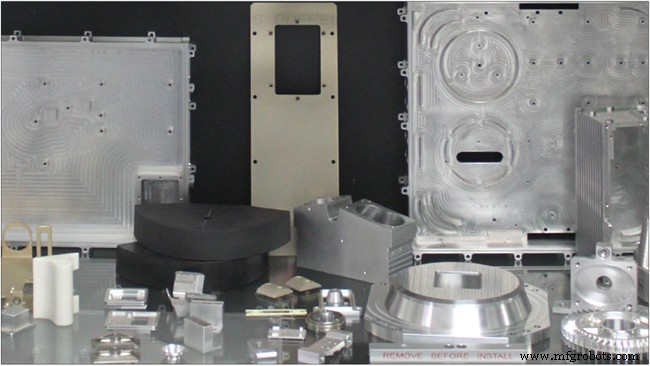
Allard tidak merasa bahwa ada banyak perbedaan antara toko pekerjaan dan toko pembuatan prototipe karena bahkan ketika mereka hanya membuat prototipe bagian, ada kemungkinan besar itu akan berubah menjadi pekerjaan produksi jangka pendek di kemudian hari. Sebagai contoh, ia menunjukkan bagian BAE yang dimulai sebagai 5 prototipe 2 tahun yang lalu, dan pada hari ini ia menjalankan 35 rakitan. “Kami membuat prototipe asli, jadi ketika tiba saatnya untuk pesanan produksi mereka, kami adalah satu-satunya perusahaan yang memenuhi syarat untuk melakukan pekerjaan itu. Karena sifat bagiannya, dan fakta bahwa kami telah membuktikan bahwa kami bisa melakukannya, mereka tidak mau memberikannya kepada orang lain. Ini proyek yang aneh, sedikit luar biasa dan itulah yang kami lakukan. Barang-barang ini mungkin termasuk dalam tumpukan "tanpa kutipan" untuk banyak toko karena rumit, semuanya bekerja 3D, toleransi ketat, jumlah rendah, barang-barang yang kebanyakan orang tidak ingin sentuh, … dan itulah yang saya suka.”
Karena fokus mereka pada industri kedirgantaraan, mesin DATRON Rapid DTM biasanya digunakan untuk menggiling aluminium, tetapi mereka juga menggunakannya untuk mesin 303 stainless, 17-4 stainless, titanium 6AL-4V, G10, dan banyak Delrin menurut Allard. Untuk BAE Systems, semua bagiannya agak berbeda tetapi serupa dalam beberapa hal – salah satunya adalah blok aluminium kecil dari MIC-6 dan tebalnya sekitar 5 inci kali 3 inci dan setengah inci. DTM cepat menggiling slot vertikal kecil yang dipotong cukup dalam. Allard menjelaskan, “Jadi, kami menjalankan alat yang sangat kecil yang nongkrong jauh lebih banyak daripada yang seharusnya Anda gunakan untuk menggantung salah satu alat ini tetapi ini adalah jenis hal yang telah saya lakukan untuk waktu yang lama . Bertahun-tahun yang lalu, ketika mereka mulai membuat suku cadang ini, operator mesin Haas membutuhkan waktu sekitar 10 jam untuk memproduksi satu unit. Melalui evolusi dalam teknologi CAM, yang pada dasarnya mampu melakukan lebih banyak pemesinan istirahat, mereka dapat memperoleh waktu siklus tersebut hingga sekitar 5 hingga 6 jam pada mesin Haas mereka.
Allard berkata,“Tetapi ketika kami memindahkan pekerjaan ke DATRON, kami menurunkan waktu siklus menjadi sekitar 2,5 jam untuk peningkatan lebih dari 50%.”
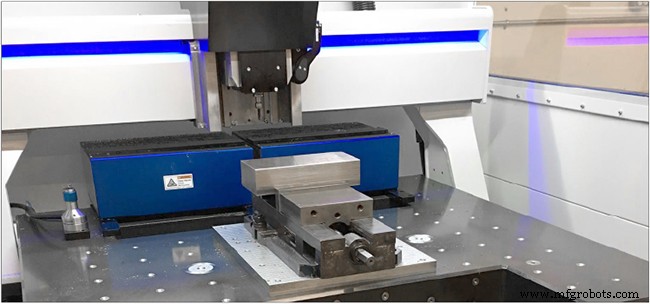
Dalam hal pembuatan prototipe dan produksi jangka pendek Rapid DTM, banyak suku cadang yang mereka hasilkan memiliki waktu siklus yang pendek, sehingga waktu penyiapan yang cepat sangat penting. Allard berkata, “Saya kehabisan semuanya. Pada pekerjaan selama 4 hari terakhir, waktu siklus kami adalah 44 detik, jadi, saya memasukkan dan mengeluarkan suku cadang ... yang bukan jenis pekerjaan favorit saya. Fakta bahwa penyiapan di M8Cube cepat dan mudah sangat membantu.” Area pemesinan pada DATRON M8Cube cukup luas 40″ x 32″ yang memungkinkan untuk beberapa penyetelan seperti klem, klem pneumatik, dan chuck vakum. Ini memberi produsen fleksibilitas untuk beradaptasi dengan perubahan kebutuhan dan untuk berubah dengan cepat. Mesin Rapid DTM juga memiliki potongan di bagian depan tempat tidur yang memungkinkan penjepitan vertikal untuk mengerjakan ujung benda kerja yang sangat panjang atau tinggi.
Mengenai area kerja besar M8Cube, Allard mengatakan, “Setiap beberapa hari ada pekerjaan berbeda yang datang untuk dijalankan di DATRON dan itulah sifat dari apa yang saya lakukan. Itu juga bagian dari tantangan dalam prototyping, Anda harus menyiapkan wakil, chuck vakum dan perkakas. Ketika orang-orang dari BAE Systems datang dan melihat M8Cube, salah satu hal pertama yang mereka sebutkan adalah bahwa untuk mesin seukuran dan seberat ini, ia memiliki satu ton perjalanan XY.”
Allard juga sangat terkesan dengan presisi M8Cube dan kualitas probe Renishaw yang terintegrasi. “Sebagai bagian dari bisnis metrologi kami, saya telah menggunakan teknologi probing selamanya dan ada juga probing Renishaw di Haas. Tapi saya melakukan demonstrasi pada perbedaan cara kerja kedua sistem dan beberapa keunggulan yang dimiliki DATRON. Anda dapat melakukan semua yang Anda lakukan pada DATRON di Haas tetapi mungkin memerlukan beberapa makro yang berbeda untuk melakukannya. Dengan DATRON, ada menu yang jauh lebih besar untuk diselidiki karena ada begitu banyak hal yang dapat Anda lakukan dalam siklus yang sama.
Misalnya, kemarin saya menggunakan rahang yang lembut. Jadi, Anda memiliki dua rahang wakil yang diatur dengan celah di antaranya. Jadi, saya ingin menetapkan Z nol di atas rahang wakil belakang. Saya ingin mengatur X nol ke garis tengah rahang bawah belakang itu dan kemudian nol Y saya melintasi bagian luar yang mencakup dua rahang. Dengan Haas, saya harus melakukannya sebagai dua siklus yang berbeda. Saya bisa melakukan web X dan Z sebagai satu siklus dan kemudian saya harus memindahkan poros ke garis tengah ke arah Y dan kemudian melakukan siklus web Y. Sedangkan, dengan DATRON, cara menu diatur, Anda dapat mengimbangi X dan Y untuk menyelidiki Z dan Anda dapat mengimbangi Y untuk menyelidiki X. Anda tidak memiliki opsi tersebut dalam siklus Renishaw bawaan untuk Haas . Benar-benar tidak ada sistem probing lain di luar sana (yang saya ketahui) yang memberi Anda fleksibilitas seperti yang dilakukan DATRON probing.”