Pengantar Reamer &Reaming CNC
Kebanyakan masinis akrab dengan pengeboran CNC, tetapi tahukah Anda bahwa praktik umum pembuatan lubang adalah selalu menggunakan alat untuk membesarkan lubang? Jika dilakukan dengan benar, reaming bisa menjadi operasi yang cepat dan sangat akurat yang menghasilkan lubang presisi.
Geometri Reamer Kritis
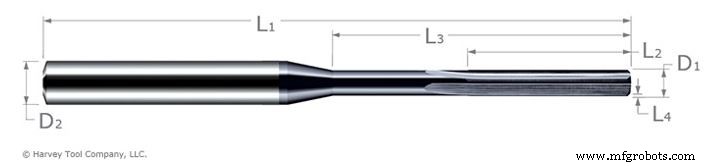
Dengan memeriksa Reamer Miniatur Alat Harvey dan dimensi kritisnya, kita dapat lebih memahami fungsionalitas alat yang berguna ini. Pada gambar reamer flute lurus di atas, D1 merujuk pada diameter reamer, ukuran spesifik yang ditujukan untuk lubang Anda; dan D2 menunjuk ke diameter shank. Di Harvey Tool, shank reamer terlalu besar untuk membantu menjaga kekuatan, kekakuan, dan akurasi pahat. Shanks juga memiliki toleransi h6, yang sangat penting untuk pemegang alat presisi tinggi, seperti collet panas menyusut. Dimensi penting lainnya dari reamer termasuk panjang keseluruhan (L1), panjang margin (L2), jangkauan keseluruhan (L3), dan panjang talang (L4).
Harvey Tool juga menawarkan Miniatur Reamers – Right Hand Spiral. Alat ini dirancang untuk memberikan hasil akhir bagian yang unggul dan membantu evakuasi chip dalam aplikasi blind hole.
Fungsi Reamer Miniatur
Reamer Memberikan Presisi – Seperti disebutkan sebelumnya, reamer sangat bagus untuk pemesinan diameter lubang presisi. Untuk menggunakan reamer dengan benar, Anda harus terlebih dahulu memiliki lubang pra-pengeboran antara 90% dan 94% dari diameter lubang akhir. Misalnya, jika Anda membutuhkan lubang jadi sebesar .220″, lubang yang telah dibor sebelumnya harus berada di antara .1980″ dan .2068″. Hal ini memungkinkan alat untuk mengambil bahan yang cukup untuk meninggalkan hasil akhir yang bagus, tetapi tidak terlalu banyak bekerja, berpotensi menyebabkan kerusakan. Toleransi untuk reamer yang tidak dilapisi adalah +.0000″/-.0002″, sedangkan toleransi untuk lapisan AlTiN adalah +.0002″/-.0000″. Toleransi ini memberi Anda ketenangan pikiran mengetahui bahwa lubang Anda akan memenuhi spesifikasi yang tepat.
Mencapai Hasil Akhir CNC Berkualitas – Ketika permukaan akhir yang tinggi diperlukan untuk sebuah lubang, reamer harus selalu digunakan untuk mencapai toleransi yang diinginkan. Lubang pra-bor dan margin pahat membantu menjaga reamer tetap berada di tengah saat memotong, sehingga menghasilkan hasil akhir yang lebih baik.

Meminimalkan Proses Produksi Pemesinan – Untuk toko mesin, konsistensi adalah prioritas. Hal ini terutama berlaku dalam produksi berjalan. Hal terakhir yang ingin dilihat oleh seorang masinis adalah lubang besar pada bagian yang telah mereka operasikan sebelumnya. Ingat, reamer memiliki keuntungan menawarkan ukuran lubang yang konsisten, mencegah penyelesaian yang tidak sesuai toleransi. Lubang yang konsisten ini menghasilkan penghematan waktu yang berharga dan mengurangi biaya memo.
Paduan Eksotis Mesin CNC: Saat pemesinan Inconel, titanium, dan material berbiaya tinggi lainnya, reaming lubang Anda penting untuk memastikan bahwa spesifikasi hasil akhir yang diinginkan terpenuhi. Dengan reamer, masinis dapat memprediksi masa pakai alat dengan lebih baik, menghasilkan produk jadi yang lebih baik dan rasio sisa yang lebih sedikit. Penting untuk dicatat bahwa reamer Harvey Tool ditawarkan berlapis AlTiN dan terisi penuh dalam setiap kenaikan .0005” dari .0080” hingga .0640”.


