Cara Menyiapkan Mesin Penggilingan CNC
Bagaimana Cara Menyiapkan Mesin Penggilingan CNC?
Sebelum menjawab pertanyaan “Cara Menyiapkan Mesin Milling CNC” ini, ada banyak faktor yang harus dipertimbangkan.
- Apakah mesin itu mesin vertikal atau horizontal?
- Berapa banyak kapak yang dimiliki mesin?
- Berapa kapasitas menara alat?
- Bagaimana Anda berencana memegang bagian (benda kerja)?
Juga diasumsikan bahwa Anda mengetahui beberapa praktik mesin dasar, seperti
- Cara menggunakan pencari tepi.
- Cara menavigasi kontrol mesin Anda.
- Pengetahuan tentang perintah kontrol dasar CNC.
Pencari tepi LED
Cara Menyiapkan Mesin Penggilingan CNC
Sekarang sampai pada pengaturan mesin, meskipun setiap prosedur pengaturan mesin Penggilingan CNC sedikit berbeda, tetapi di sini dijelaskan langkah-langkah umum yang dipraktikkan oleh ahli mesin cnc setiap hari untuk mesin Penggilingan CNC vertikal 3 sumbu.
- Bersihkan Permukaan :Bersihkan semua permukaan seperti meja, vise jaw dan part (benda kerja) dengan kain, agar tidak ada tetesan oli, serpihan material tetap ada.
- Muat Alat :Memuat alat yang diperlukan untuk menyelesaikan bagian (termasuk pencari tepi, perataan catok pada 0 derajat).

Muat Alat Penggilingan CNC
- Muat Bagian :Muatkan bagian (benda kerja) di ragum atau pegang bagian Anda (benda kerja) dengan pengaturan penahan mesin Anda.
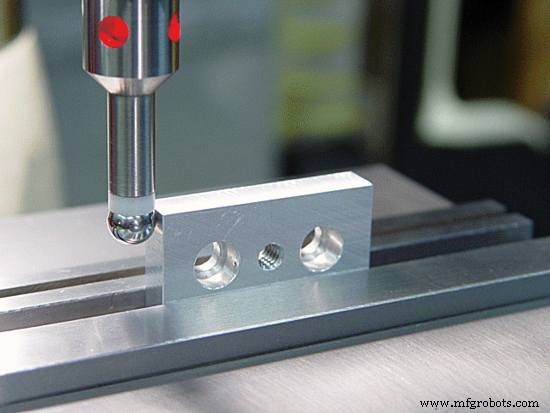
- Offset sumbu X,Y :Mengatur offset bagian (benda kerja). Untuk tujuan ini, Anda dapat menggunakan edge finder atau Anda dapat melakukannya dengan End Mill Cutter (jika Anda menggunakan pemotong end mill untuk offset pahat, baca Artikel Offset Alat ). Pertama lakukan offset nol untuk sumbu X. Ambil posisi X0 dengan menggunakan edge finder. Buka halaman offset nol dan tambahkan nilai X absolut mesin ke nilai yang saat ini ada di registri halaman offset nol. Lakukan hal yang sama untuk sumbu Y.
- Pengimbangan sumbu Z :Setelah X, offset sumbu Y mengatur offset panjang pahat untuk setiap pahat dengan memuat pahat pertama ke spindel. Gerakkan sumbu Z ke bawah secara manual hingga ujung pahat mendekati posisi Z0. Dapatkan potongan shim 1,00 mm (selalu gunakan ukuran fix shim seperti 1 mm, 2 mm atau 5 mm ) dan pegang di antara bagian (benda kerja) dan ujung alat. Turunkan sumbu Z dengan hati-hati dengan peningkatan 0,001 mm hingga stok shim dapat ditarik dengan sedikit tarikan. Buka halaman offset panjang pahat Anda dan masukkan nilai Z absolut mesin plus -1,00 mm di registri alat. Ulangi prosedur untuk alat tambahan. Catatan:-1,00 mm ditambahkan untuk ketebalan stok shim.
- Kompensasi Radius Pemotong :Masukkan setiap diameter pahat di halaman offset panjang pahat. Itu akan sangat membantu saat Anda menggunakan Kompensasi Radius Pemotong dalam program Anda.
- Minyak Pendingin atau Pemotong :Sesuaikan garis cairan pendingin karena cairan pendingin dapat mendinginkan alat dengan baik dan membersihkan serpihan, dan cairan pendingin yang paling penting akan memperpanjang masa pakai pemotong.

Sesuaikan garis cairan pendingin
- Siklus dimulai :Masukkan mesin ke umpan rendah, aktifkan blok tunggal lalu tekan siklus mulai. Hati-hati dan baca setiap blok yang diprogram dan perhatikan setiap gerakan yang disiapkan mesin untuk menghentikan mesin jika ada kesalahan pemrograman. (Anda juga dapat menjalankan program 10 mm atau apa pun di atas bagian (benda kerja) untuk memastikan semuanya baik-baik saja dan gunakan Dry Run jika Anda merasa perlu.)


