Pola Penggulungan Pemadatan Aspal untuk Membantu Mencapai Kepadatan dan Produksi Target
Kontraktor paving tahu banyak tentang campuran yang akan mereka gunakan pada proyek. Sebagian besar dari mereka tahu persis berapa ton campuran yang dapat diproduksi oleh pabrik aspal per jam. Mereka mengetahui kapasitas penyimpanan silo, dan mereka menentukan apakah pabrik akan menyediakan campuran hanya untuk satu proyek atau untuk beberapa proyek pada saat yang sama. Ketika kontraktor harus membeli campuran dari produsen, jumlah ton campuran yang akan dibeli biasanya merupakan item kontrak dan pasokan yang dapat diprediksi.
Kontraktor juga mengetahui ukuran dan kapasitas truk pengangkut yang digunakan untuk mengirimkan aspal campuran panas (HMA) ke proyek. Berdasarkan pengalaman, kontraktor memperkirakan waktu transportasi pulang-pergi dari pabrik ke lokasi kerja dan menentukan berapa banyak muatan yang dapat dikirimkan setiap truk per unit waktu.
Namun dalam hal laydown dan pemadatan aspal, prediksi produktivitas kurang pasti. Khusus untuk pemadatan, variabel berapa banyak HMA yang dihasilkan dan kapan disalurkan mempengaruhi suhu aspal saat dipadatkan. Temperatur campuran adalah elemen yang paling penting dalam pemadatan. Menjaga compactor di zona rolling yang tepat untuk mencapai kepadatan target membutuhkan pola rolling aspal yang tepat.
PRAKTIK TERBAIK PEMADAMAN ASPAL
Produsen compactor mengajarkan beberapa prosedur operator untuk meningkatkan produktivitas. Karena hampir semua breakdown rolling saat ini menggunakan vibratory double-drum compactor, praktik terbaik berikut berkonsentrasi pada pengoperasian compactor jenis ini.
Lakukan lintasan pertama menuju paver dengan getaran aktif.
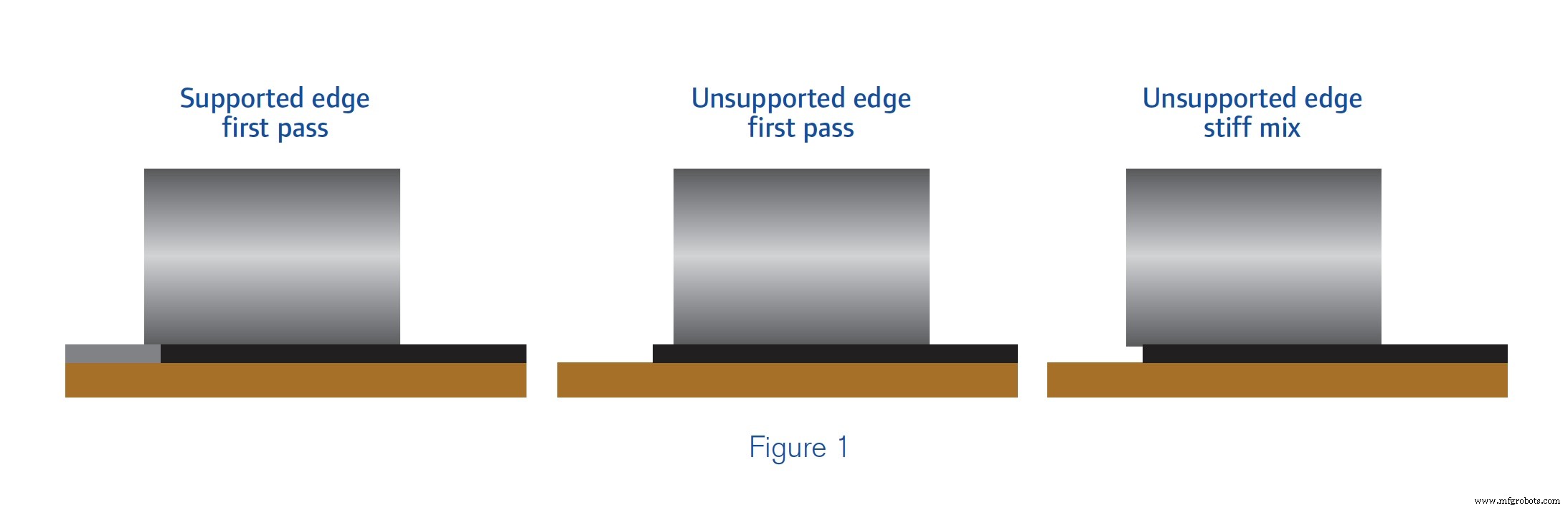
Lintasan pertama mencapai pengurangan rongga udara paling banyak karena viskositas campuran rendah dan kemampuan untuk mengatur ulang partikel agregat ke orientasi yang lebih dekat adalah tinggi. Jika tepi perkerasan ditopang terhadap gerakan lateral, operator harus sedikit menutupi sambungan antara panel dingin dan panas. Semakin terampil operator, semakin sempit tumpang tindih sambungan yang dibutuhkan. Sebagian besar operator hanya membutuhkan tumpang tindih 3 hingga 4 inci (75 hingga 100 milimeter). Jika tepi perkerasan tidak ditopang, operator harus membuat lintasan pertama sejauh 6 hingga 8 inci (150 hingga 200 milimeter) dari tepi untuk mengurangi dorongan lateral dari matras. Campuran yang lebih kaku mungkin tidak memerlukan tindakan pencegahan ini. Gambar 1 menunjukkan orientasi drum yang tepat ke perkerasan pada lintasan pertama.
Hentikan gerakan maju pemadat, berguling sedikit melengkung ke arah tengah panel, jarak aman di belakang paver dan kru.
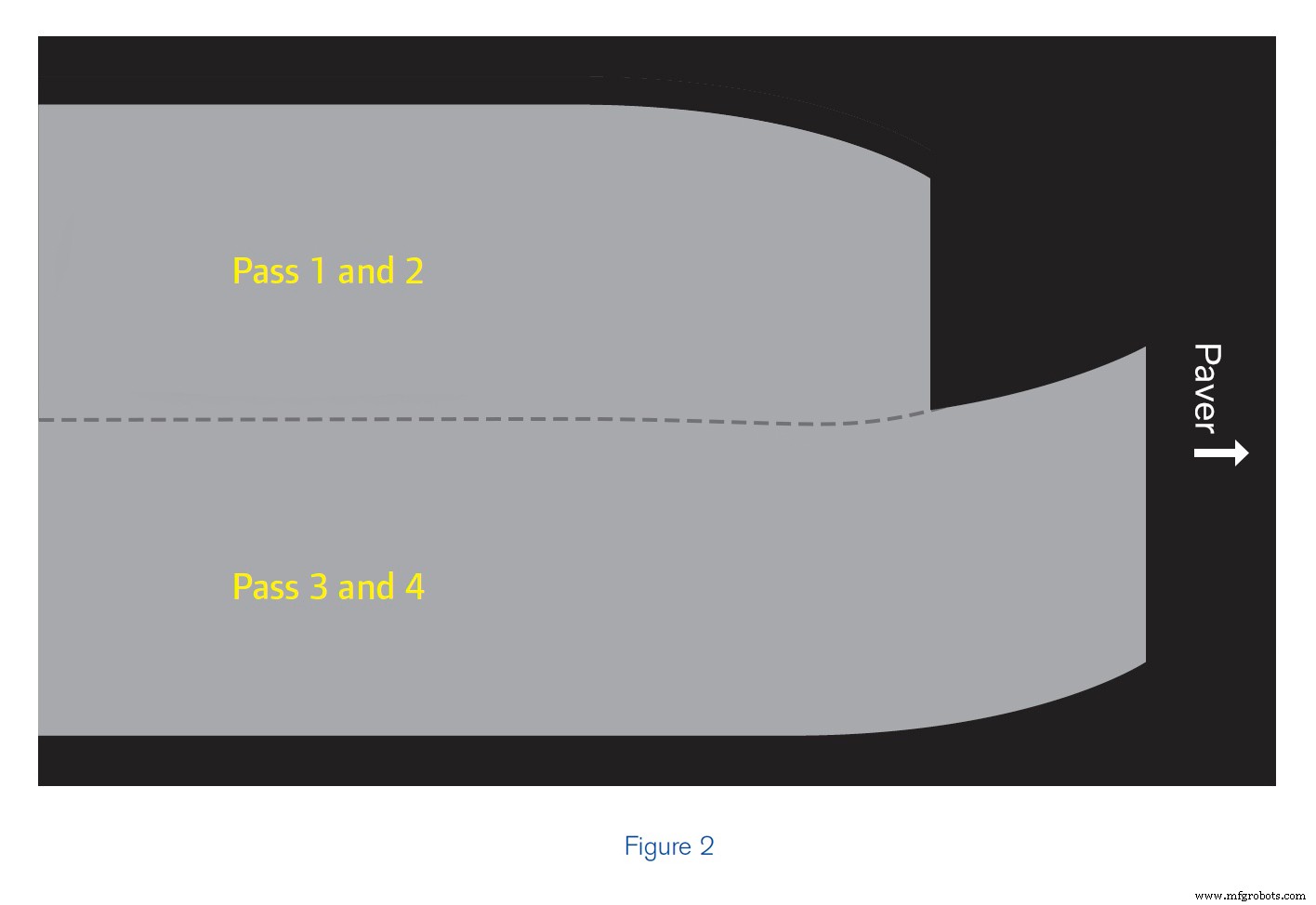
Alasan untuk berhenti pada suatu sudut adalah untuk memfasilitasi peluncuran lekukan drum pada lintasan berikutnya. Ini membantu mencegah pembentukan gundukan di trotoar. Gambar 2 menunjukkan tekniknya. Lintasan di sisi kiri panel berhenti membentuk lengkungan dan pemadat kembali ke jalur yang sama. Umpan maju berikutnya berada di sisi kanan panel, melewati umpan maju sebelumnya, dengan busur ke arah tengah panel. Teknik ini memungkinkan compactor untuk mencapai kepadatan yang lebih seragam dengan tetap berada dalam kisaran suhu yang sama dengan setiap lintasan berdampingan.
Gulung ujung setiap operan berikutnya melampaui ujung operan yang berdekatan dan sebelumnya.
Hal ini juga ditunjukkan pada Gambar 2. Mengikuti gerakan maju dari paver menjaga breakdown compactor pada kisaran suhu relatif yang sama dari matras sebagai paver. Membatasi panjang zona penggulungan aspal yang rusak membantu pemadat depan mengikuti paver. Tidak ada teknik yang lebih penting dalam pemadatan, terutama untuk campuran stone mastic asphalt (SMA) dan Superpave.
MENCAPAI KEPADATAN ASPAL OPTIMAL
Penggulungan penguraian lengkap sebelum campuran mendingin di bawah suhu yang konsisten dengan pencapaian kepadatan target. Teknik ini mencapai dua tujuan. Untuk sebagian besar campuran, ini memungkinkan produksi tertinggi dicapai. Untuk campuran yang menunjukkan kelembutan, ini memungkinkan kepadatan tercapai sebelum campuran mulai menunjukkan ketidakstabilan.
Padatkan sambungan untuk kepadatan yang seragam. Salah satu kekurangan yang sering ditemukan pada perkerasan HMA adalah kepadatan sambungan yang rendah. Kepadatan yang rendah pada sambungan disebabkan oleh teknik paving yang buruk, luting dan raking yang berlebihan, latihan rolling yang buruk atau kombinasi dari semuanya. Praktek rolling yang buruk dapat diatasi dengan pelatihan yang tepat dari operator compactor dan melalui pengalaman.
MEMILIH COMPACTOR BERDASARKAN LEBAR ROLLING EFEKTIF
Panjang drum compactor bukanlah ukuran sebenarnya dari kapasitas produksi compactor. Sebaliknya, lebar drum efektif (EDW) adalah metrik penting. Perbedaan antara EDW dan panjang drum bisa menjadi signifikan. Secara umum, kedua dimensi ini berada dalam jarak 10 persen. Beberapa contoh pada Gambar 3 menunjukkan hubungan ini.
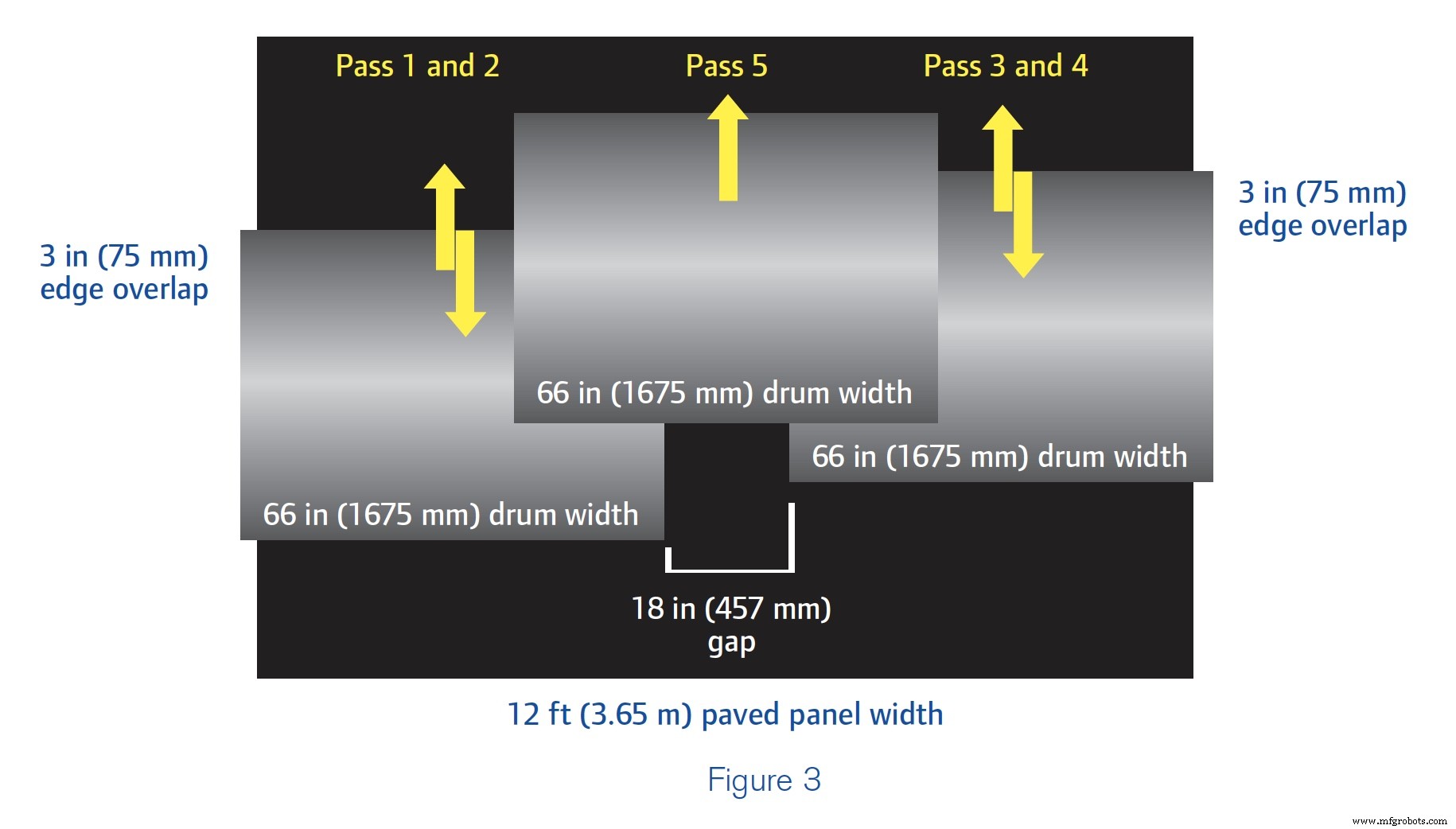
Lebar panel beraspal pada Gambar 3 membutuhkan tiga lintasan pemadat yang berdampingan untuk memberikan cakupan yang lengkap. Sayangnya, bahkan operator terbaik pun akan gagal mencapai kepadatan perkerasan yang seragam ketika membuat pola penggulungan seperti yang ditunjukkan, karena gaya pemadatan tidak diterapkan secara merata di seluruh lebar panel. Lintasan kelima tumpang tindih dengan permukaan perkerasan yang dipadatkan selama empat lintasan pertama tetapi hanya memberikan satu lintasan di atas bagian tengah panel sepanjang 18 inci (457 milimeter). Ini berarti kepadatan akan terendah di tengah, sedikit lebih tinggi di bagian luar panel, dan tertinggi di bagian di mana tiga lintasan drum dibuat. Ini tidak memenuhi persyaratan yang diperlukan. Lebar rolling yang sempit juga mengganggu kemampuan operator untuk mengikuti paver.
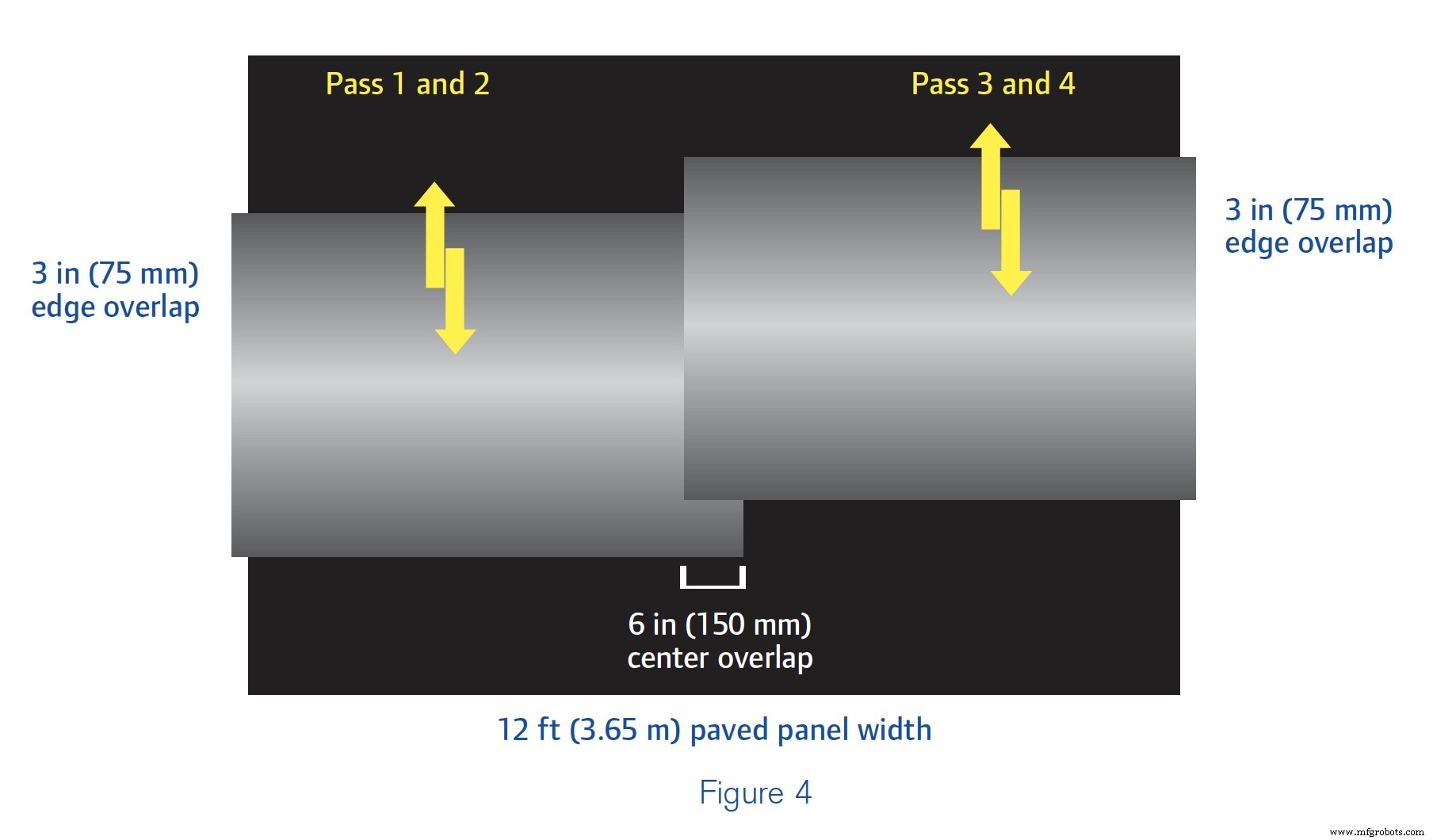
Perhatikan pada Gambar 4 bahwa hanya dua lintasan berdampingan yang diperlukan untuk sepenuhnya menutupi lebar panel yang sama dari Gambar 3. Hal ini disebabkan pemadat dengan EDW yang lebih lebar. Operator terlatih pada compactor dengan drum 78-inci (1980-milimeter) dapat memadatkan panel dengan cakupan yang seragam kecuali di tengah yang tepat di mana lintasan berdampingan sedikit tumpang tindih. Menggunakan teknik breakdown rolling ini akan mencapai kepadatan yang seragam di seluruh panel dan membantu mencapai persyaratan.
Dimungkinkan juga untuk memiliki drum yang terlalu lebar untuk panel. Pada Gambar 5, drum pemadat memiliki lebar 84 inci (2135 milimeter).
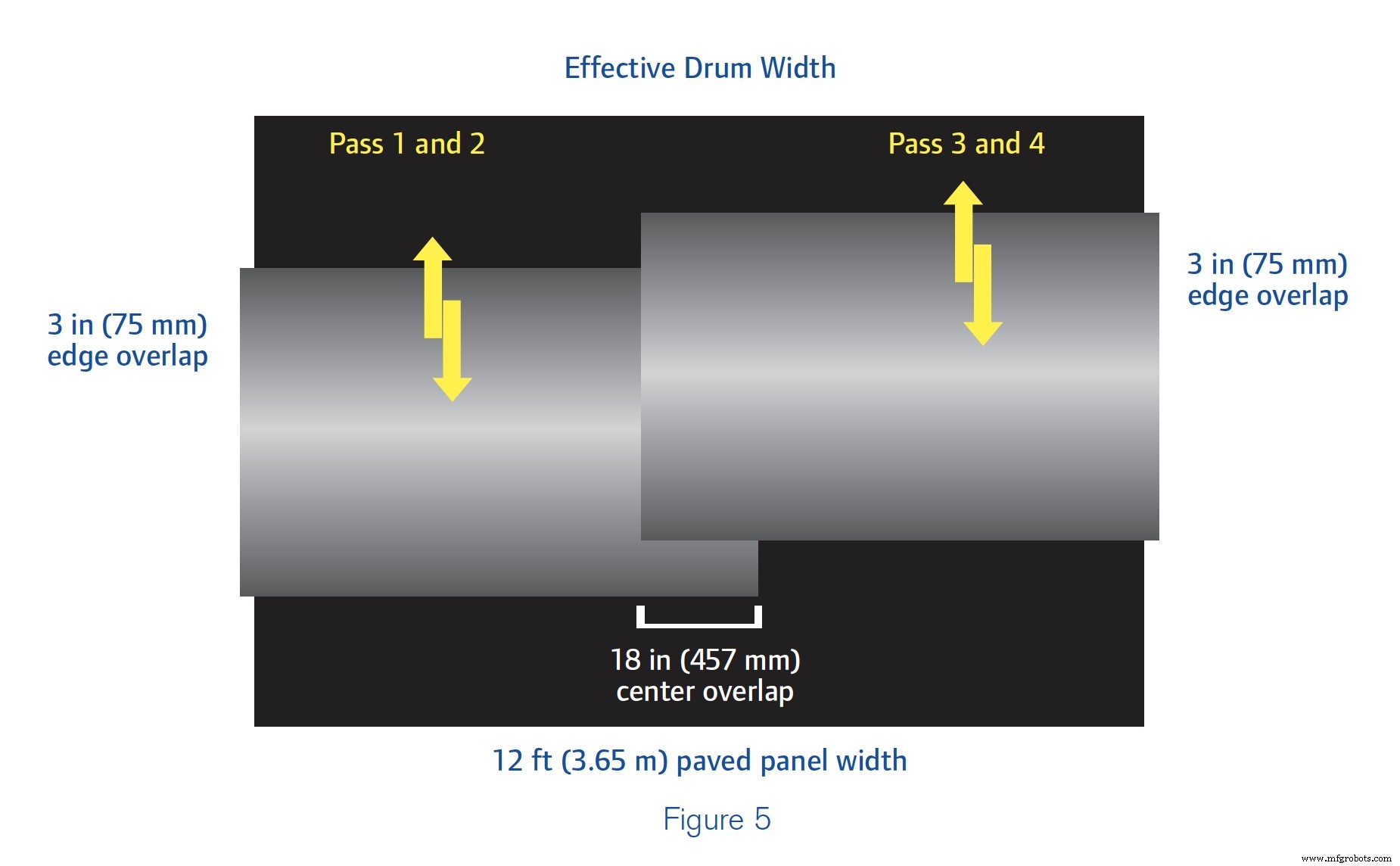
Bagian tengah panel menerima gaya pemadatan dua kali lebih banyak daripada bagian luar. Karena pemadat dengan drum yang terlalu lebar untuk perkerasan digunakan, hasil breakdown rolling akan gagal memenuhi persyaratan. Selain itu, pemadat yang lebih besar memiliki biaya kepemilikan dan pengoperasian yang lebih tinggi, sehingga ada pengurangan pengembalian investasi kepada kontraktor.
Inilah alasan mengapa hampir semua produsen memproduksi compactor kelas jalan raya dengan drum dalam tiga lebar dasar:66, 78, dan 84 inci (1675, 1980, dan 2135 milimeter).
Kontribusi utama dari compactor untuk kereta paving adalah kemampuan untuk mencapai kepadatan. Memilih ukuran pemadat terkadang didasarkan pada apa yang ada di armada kontraktor. Karena mengikuti paver sama pentingnya dengan mencapai kepadatan yang seragam, perhatian pada pemilihan pemadat dan pola penggulungan menghasilkan manfaat, terutama dalam keberhasilan mencapai spesifikasi.
Pelajari lebih lanjut tentang dasar-dasar pemadatan aspal.



