Kode T Sederhanakan Proses Konfirmasi Panjang Alat
Kompensasi panjang pahat menyederhanakan pemrograman dan meningkatkan pemesinan dan ukuran percobaan selama penyiapan dan produksi. Ini juga memungkinkan untuk merakit dan mengukur panjang pahat menggunakan perangkat pengukur panjang pahat offline.
Meskipun kompensasi panjang pahat adalah fitur yang bagus, fitur ini memiliki beberapa kekurangan.
Apa kekurangan kompensasi panjang pahat?
1) Alat pemotong harus cukup kaku untuk dikerjakan dengan mesin menggunakan kondisi pemotongan yang diprogram, dan 2) alat pemotong harus cukup panjang untuk mencapai permukaan mesin yang paling dalam tanpa terlalu panjang sehingga bertabrakan dengan penghalang selama penggantian pahat.
Di beberapa perusahaan, pemrogram menentukan komponen untuk merakit alat pemotong bersama dengan rentang panjang yang dapat diterima.
Banyak perusahaan, bagaimanapun, hanya menentukan nama dan ukuran pahat, menyerahkannya kepada orang penyetel untuk menentukan cara merakit pahat. Orang yang memasang mungkin tidak tahu pasti apakah setiap alat akan memiliki kekakuan yang memadai, atau apakah panjangnya berada dalam kisaran yang dapat diterima.
Meskipun mereka mungkin tidak dapat memastikan kekakuan, makro khusus dapat memecahkan pertanyaan rentang panjang pahat.
Pengaturan Makro Dasar
Teknik di sini sangat membantu untuk alat berat dengan pergerakan sumbu Z terbatas, seperti pusat pemesinan vertikal kecil dan banyak pusat pemesinan horizontal. Kami menggunakan variabel sistem makro kustom FANUC untuk mengakses data terkait offset, dan contoh kami juga mengasumsikan mesin memiliki set standar FANUC yang terdiri dari enam offset fixture dan pengguna berencana untuk mengatur panjang pahat sebagai nilai offset kompensasi panjang pahat.
Variabel dalam seri #2200 menyediakan akses ke offset geometri panjang pahat. Yang ada di seri #5200 menyediakan akses ke offset fixture. Selain itu, contoh kami "referensi kedua" nilai variabel sistem terkait. Nilai panjang alat uji kami adalah:
#149=4.0
#2=#[2200+#149] (Panjang alat saat ini)
Dengan variabel umum #149 disetel ke 4.0, ekspresi 2200+#149 merender 2204. Tanda pound (#) di luar tanda kurung membuat variabel sistem ini #2204, yang mengakses nilai offset geometri panjang pahat nomor empat. Teknik serupa digunakan untuk mengakses nilai Z-register offset perlengkapan yang dipasang saat ini. Kami juga menggunakan variabel sistem #4014 untuk mengakses nilai offset perlengkapan saat ini (54-59).
Perhatikan ilustrasinya.
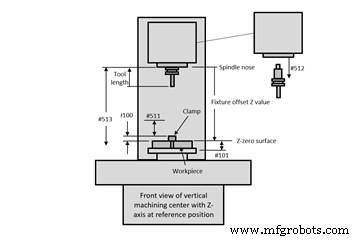
Data input berasal dari offset, dari konstanta sistem (variabel umum permanen seri #500) dan dari nilai yang ditentukan dalam program. Offset mencakup nilai Z offset fixture dan panjang pahat yang dimasukkan dalam offset geometri kompensasi panjang pahat.
Pengguna hanya perlu memasukkan konstanta sistem berikut satu kali:
#511:Izin untuk membuat perubahan alat.
#512:Jumlah penarikan alat changer (lihat dokumentasi pembuat mesin).
#513:Perjalanan sumbu Z (lihat dokumentasi pembuat mesin).
Nilai-nilai ini cocok dengan program CNC:
#100:Jarak antara permukaan Z-nol ke penghalang tertinggi (seperti penjepit).
#101:Jarak antara permukaan Z-zero dan kedalaman terdalam. Nilai ini dapat ditentukan sebelum setiap perubahan alat.
Teknik ini beroperasi dari program kode-T yang ditentukan pengguna. Setelah menyetel parameter (#6001, bit 5 untuk FANUC CNC yang lebih baru) ke 1, setiap kali CNC melihat kode T, ia akan menyimpan nilai T dalam variabel umum #149 dan menjalankan program O9000.
Ada dua gaya umum sistem penggantian alat otomatis.
Apa gaya umum sistem penggantian alat otomatis?
Dengan satu, kode T dengan sendirinya menyelesaikan perubahan alat. Dengan yang lain, kode T hanya memutar korsel pahat, membawa pahat ke stasiun siap sementara perintah M06 mengubah pahat. Contoh program berikut akan bekerja dengan baik untuk keduanya, meskipun pengguna mungkin harus memisahkan kode T dan M06 menjadi dua perintah agar program dapat dijalankan dengan benar.
Contoh Program
Berikut adalah program-programnya. Program utama (O6001) disingkat untuk hanya menampilkan perintah terkait:
O6001 (Program utama)
G54 (Pilih offset perlengkapan)
#100=2.0 (Tinggi fitur/penghalang tertinggi dari permukaan offset Z-zero fixture)
#101=2.5 (Kedalaman pemesinan terdalam untuk pahat 4)
(.)
(Perintah memulai program)
(.)
T04 (Program panggilan O9000, makro khusus kode-T yang ditentukan pengguna)
M06 (Perubahan alat akan terjadi jika alat berada dalam jangkauan)
(.)
(Pemesinan dengan stasiun alat 4)
(.)
#101=1.0 (Kedalaman pemesinan terdalam untuk pahat 5)
(Perintah memulai alat)
(.)
T5 (Memanggil makro khusus kode-T yang ditentukan pengguna)
M06 (Perubahan alat akan terjadi jika alat berada dalam jangkauan)
(Pemesinan dengan alat 5)
(.)
(Keseimbangan program pemesinan)
(.)
M30
O9000 (Alat memeriksa makro khusus)
#1=ABS[#[5203+[#4014-53]*20]] (Nilai Z offset perlengkapan saat ini)
#2=#[2200+#149] (Panjang alat saat ini)
JIKA[[#1-#2-#511-#512-#100]GT0]GOTO5 (Apakah panjang pahatnya oke?)
#3000=100(ALAT TERLALU PANJANG)
N5#3=#1+#101 (Kedalaman terdalam)
#4=#513+#2 (Jangkauan alat)
JIKA[[#4-#3]GT0]GOTO10 (Akankah pahat mencapai permukaan terdalam?)
#3000=101(ALAT TERLALU PENDEK)
N10T#149 (Putar alat ke posisi siap)
M99


