Nozzle Printer 3D Bocor:Cara Memperbaikinya!
Pernahkah Anda memperhatikan beberapa rambut plastik di cetakan Anda berpindah dari dinding ke dinding lain? Atau apakah Anda menemukan bola plastik kecil di sisi potongan? Atau mungkin ada kebocoran di setiap lapisan?
Jenis kesalahan ini dapat terjadi ketika nozzle “bocor”, menyebabkan plastik mengalir dari nozzle ketika kita tidak menginginkannya.
Pada artikel ini, kita akan belajar lebih banyak tentang kebocoran nosel, salah satu masalah pencetakan 3d yang paling menjengkelkan dan berulang. Kita juga akan mempelajari bagaimana asalnya, apa penyebab utamanya, dan bagaimana cara mencegahnya.
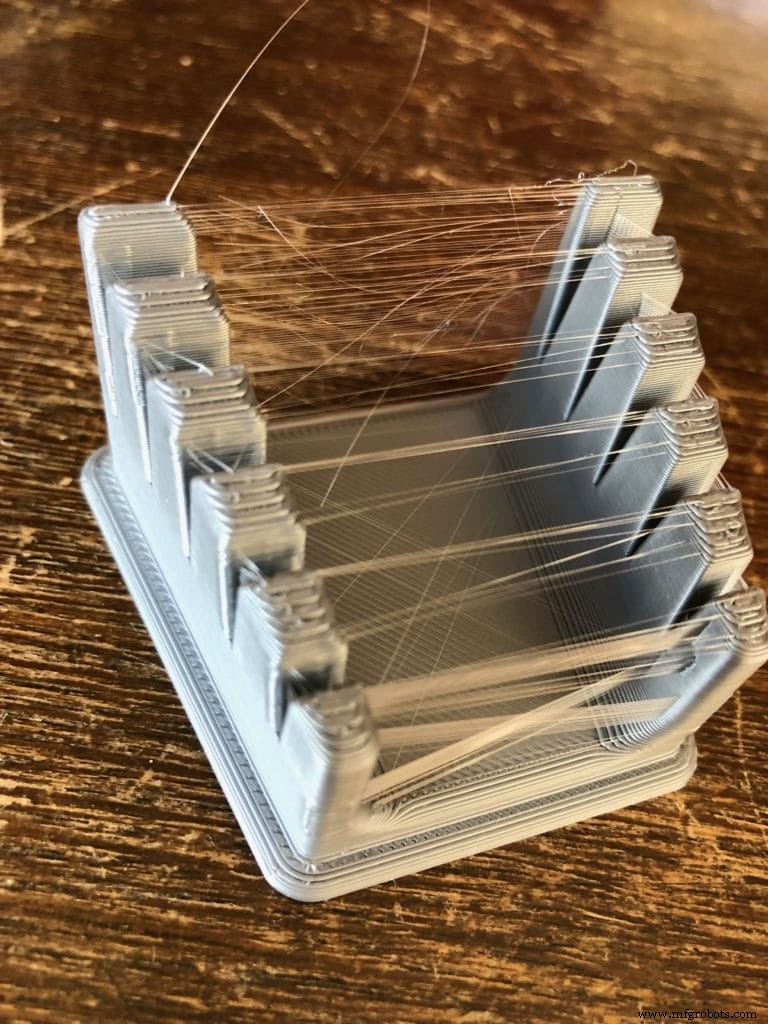
Anda dapat mengidentifikasi nozzle yang bocor jika cetakan Anda menampilkan "rambut" atau "tali" plastik tipis di tempat-tempat di mana tidak ada plastik yang seharusnya diekstrusi. Hal ini disebabkan karena suhu ekstrusi yang terlalu tinggi dan atau pengaturan retraksi yang salah. Atur suhu sesuai dengan spesifikasi pabrik pembuat filamen. Selain itu, Anda dapat memulai dengan menyetel jarak retraksi ke 6,5 mm, kecepatan retraksi ke 25 mm/dtk, dan jarak tempuh minimum ke 1 mm.
Kami akan mendalami setiap aspek untuk memecahkan masalah dan mengatasi kebocoran nozzle Anda, tetapi sebelum memulai, silakan gunakan tabel berikut sebagai referensi:
| Parameter | Deskripsi | Nilai Dasar | Terlalu Rendah | Terlalu Tinggi | Model Uji |
|---|
| Suhu | Suhu di mana filamen menjadi panas saat diekstrusi | Periksa spesifikasi pabrikan. PLA:190 ° hingga 220 ° C. ABS:240 ° hingga 270 ° C. | -Underekstrusi. -Nozzle tidak diekstrusi. | Nozzle Bocor | Menara Temp |
| Pencabutan: Jarak | Berapa milimeter filamen ditarik setiap kali | 6,5mm. | -Nozzle bocor |
- Filamen Tersumbat.
-Underekstrusi | Uji Retraksi |
| Pencabutan: Kecepatan | Seberapa cepat jarak retraksi akan ditempuh | 25mm/dtk. | -Tidak ada perbaikan
-Filament hanya membentang di dalam nozzle | -Meninggalkan bekas pada filamen | |
| Retraksi:Jarak Perjalanan Minimum | Jarak perjalanan minimum untuk mengaktifkan retraksi | 1mm. |
-Terlalu sering menarik kembali | -Pencabutan mungkin tidak akan pernah terjadi | |
Masalah pencetakan 3D
Seperti yang mungkin sudah Anda ketahui, bentuk akhir dari objek cetak 3d dicapai dengan menggerakkan ekstruder melalui pengontrol CNC. Extruder ini diumpankan oleh spool filamen dan dapat berhenti mengekstrusi ketika ada ruang kosong di antara dua posisi pada lapisan yang sama.
Jika semuanya bekerja dengan benar, hasilnya akan menjadi bagian dari pengukuran yang sama dalam tinggi, lebar, dan kedalaman seperti model digital asli. Ini juga akan memiliki bentuk yang tepat dari objek yang dipratinjau di komputer Anda. Lebih disukai, itu juga akan menampilkan beberapa ketidaksempurnaan kualitas.
Tentu saja, hal ini tidak akan selalu terjadi, terutama saat Anda pertama kali memulai atau membeli printer baru yang belum dikalibrasi dengan benar.
Di antara banyak kesalahan yang dapat terjadi, kita mungkin menemukan nozzle yang bocor, salah satu masalah paling umum dalam pencetakan 3d. Untungnya, pemecahan masalah ini dapat dilakukan dan mudah jika Anda mengetahui penyebabnya.
Mengapa nosel bocor?
Extruder adalah bagian yang bertanggung jawab untuk memanaskan plastik hingga suhu yang memungkinkannya mengalir. Di pintu masuk, filamen berukuran sekitar 1,75 mm. Extruder kemudian mendorong filamen panas ke dalam lubang yang lebih kecil, yang dapat berukuran antara 0,1 dan 1mm. Tekanan yang berasal dari dalam ekstruder membuat plastik mengalir melalui lubang kecil, yang disebut nosel.
Itulah teori bagaimana sistem ekstrusi seharusnya bekerja, baik langsung maupun Bowden. Terkadang material tidak keluar sebagaimana mestinya karena extruder tidak mampu mengumpan dengan benar atau karena beberapa pengaturan tidak disetel dengan benar.
Karena pencetakan 3D adalah tentang pencairan, kita harus menetapkan suhu sebagai salah satu parameter utama yang perlu dipertimbangkan.
Ketika kami memilih jenis bahan yang akan digunakan, seringkali pabrikan memberikan kami lembar data yang mencakup kisaran suhu optimal untuk penggunaannya. Bahan yang berbeda memiliki rentang yang berbeda, dan bahkan plastik yang sama dari produsen yang berbeda mungkin tidak sama.
Selalu periksa lembar data. Anda mungkin dapat menemukannya dipublikasikan di situs web produsen atau, jika Anda beruntung, di bagian belakang kemasan filamen.
Terkadang, rentang suhu tersebut terlalu besar, seperti “190 hingga 220 °C”. Saya tidak tahu tentang Anda, tetapi kisaran itu tidak terlalu membantu. Bagaimana Anda memilih pakaian jika ramalan cuaca memberi tahu bahwa suhu besok akan antara 0°C dan 30°C?
Oke, mari kita kembali ke ekstruder:jika suhu terlalu rendah, plastik tidak akan cukup cair untuk mengalir dan mungkin akan macet . Anda dapat melihat ini ketika Anda melihat bahwa printer 3d seharusnya berfungsi tetapi tidak mengeluarkan filamen sama sekali. Goresan bulat khas tertinggal pada filamen tempat roda gigi pendorong ekstruder berada.
Memiliki suhu tinggi menyebabkan sebaliknya:plastik menjadi terlalu cair dan tidak perlu didorong untuk mengalir melalui nozzle. Beratnya sendiri menyebabkan bahan di dalam laras mulai mengalir.
Ini berarti bahwa plastik akan mengalir meskipun tidak seharusnya mengalir. Nosel akan meninggalkan jejak saat bergerak, seperti plastik tipis “rambut ” atau “string ”. Itulah alasan di balik kami menyebutnya “merangkai ”, “cetakan berbulu ” atau bahkan “kumis ”.
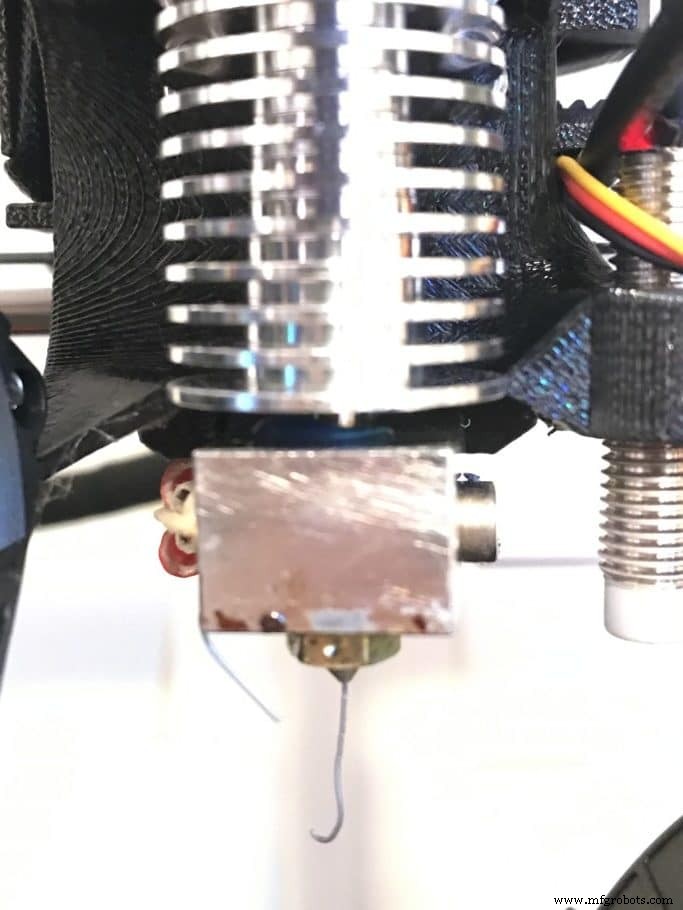
Saya kira Anda sudah tahu apa sebenarnya merangkai. Namun, jika Anda tidak yakin dan ingin membandingkan masalah yang Anda hadapi dengan kasus kebocoran nozzle yang sebenarnya, lihat foto berikut:
Pada titik ini, perlu untuk membedakan kebocoran yang terjadi saat menyetel suhu tinggi dari kebocoran normal selama pemanasan pencetakan Anda. Plastik, seperti bahan lainnya, berubah volumenya saat dipanaskan.
Tekanan bagian dalam di dalam laras meningkat pada waktu pemanasan awal, saat filamen mengembang. Itu adalah proses yang normal dan Anda tidak perlu khawatir.
Di sisi lain, jika nosel kosong pada awal pencetakan, ekstruder akan menempuh jarak tertentu tanpa filamen di dalamnya. Solusi cepat dan efektif adalah menambahkan beberapa garis rok sebelum objek mulai dicetak.
Nosel yang bocor juga dapat menyebabkan ujungnya kosong selama bagian pertama dari setiap lapisan. Roda gigi ekstruder berputar tetapi tidak ada plastik yang keluar dari nosel. Ini menghasilkan garis kosong di lapisan lapisan. Objek terlihat buruk, terutama di area yang tipis.
Cara mengatasi nozzle bocor
Ada dua parameter terpenting yang akan membantu kami mengatasi masalah ini adalah suhu dan retraksi.
Suhu ekstrusi optimal
Untuk menemukan suhu pencetakan yang optimal, Anda dapat mencetak banyak potongan hanya dengan memvariasikan suhu. Anda akan melihat hasil cetak buram pada suhu rendah dan menjadi lebih cerah saat Anda mengatur suhu yang lebih tinggi. Pilih satu titik di tengah, dengan sedikit cerah tapi tidak terlalu mengkilat.
Printer Anda mungkin juga memungkinkan Anda mengubah suhu selama pencetakan. Ini adalah alternatif yang lebih cepat untuk mengubah suhu dalam interval diskrit 3° atau 5 ° C dan membiarkan pencetakan berjalan beberapa lapis.
Jika Anda melihat bahwa kualitas pencetakan meningkat, terus ubah suhu ke arah itu hingga mulai memburuk lagi.
Karena metode ini dapat memakan waktu lama, beberapa orang telah membuat file kode-G yang memvariasikan suhu nozzle setiap beberapa lapisan, sehingga Anda tidak perlu mencetak banyak potongan.
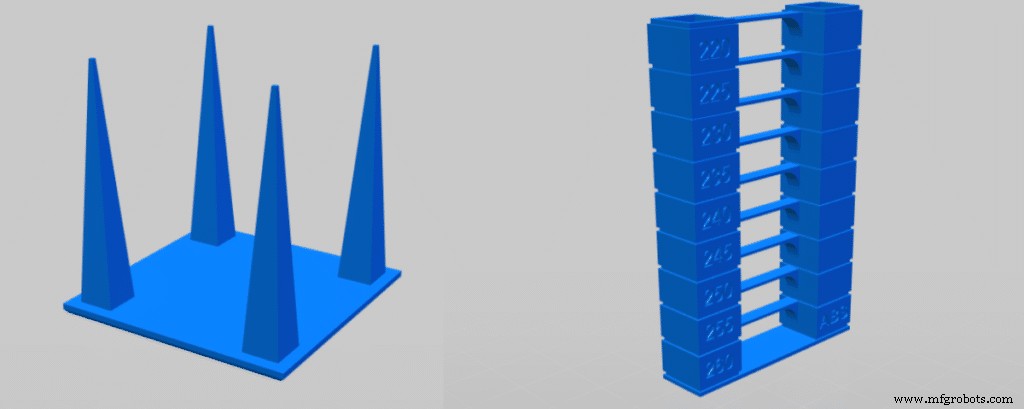
Misalnya, Anda dapat mencoba mencetak Menara Suhu ini dari Thingiverse
Anda juga dapat mencari “menara suhu ” di mesin telusur kami sendiri dan pilih salah satu yang paling sesuai dengan printer Anda. Ada lusinan tes khusus yang bisa Anda coba. Pastikan untuk memeriksa apakah g-code dibuat untuk printer 3D yang serupa dengan milik Anda. Jika mau, Anda dapat mengedit kode untuk mengubah setelan yang perlu Anda uji.
Ingatlah bahwa suhu tinggi membantu daya rekat benda ke tempat tidur. Anda dapat mengatur suhu yang lebih tinggi selama lapisan pertama untuk memastikan adhesi, dan kemudian menguranginya selama sisa waktu pencetakan. Ini sangat berguna untuk diingat jika printer Anda tidak memiliki ranjang berpemanas.
Apa itu pencabutan?
Saat mencetak, roda gigi ekstruder berputar ke satu arah, memaksa filamen melalui nosel. Untuk menghindari kebocoran, Anda dapat mengatur printer 3d Anda berputar agak jauh ke arah yang berlawanan ketika harus melakukan perjalanan ke titik tertentu tanpa ekstrusi. Rotasi ini menarik filamen di dalam laras dan menghilangkan tekanan di nosel. Jika retraksi ini diatur dengan benar, tidak ada plastik yang akan keluar selama perjalanan dan tidak ada benang yang tertinggal.
Anda dapat menyetel tiga parameter untuk retraksi:jarak , kecepatan, dan jarak tempuh . Mari kita cari tahu cara kerjanya:
Saat Anda menyetel Jarak , Anda menentukan berapa milimeter yang ditarik filamen setiap kali. Jarak yang kecil akan menyebabkan senar menjadi lebih tipis tetapi tidak akan menghentikan masalah.
Sebaliknya, jika Anda mengatur jarak terlalu jauh, nozel akan kosong saat melanjutkan ekstrusi, meninggalkan lubang seperti yang telah kita bahas.
Selain itu, perlu diingat bahwa jika Anda menyetel printer untuk menarik terlalu banyak, filamen dapat tersumbat dan hasil cetak Anda akan rusak.
Kecepatan Retraksi mengatur seberapa cepat jarak ini akan ditempuh. Karena plastik yang meleleh sesuai dengan sifat-sifat cairan, jika Anda mencoba menarik kembali terlalu lambat, filamen hanya akan meregang dan tidak ada peningkatan apa pun yang akan dicapai. Namun, penarikan yang cepat juga dapat menyebabkan masalah.
Terakhir, Jarak Perjalanan menentukan perjalanan minimum yang harus dilakukan ekstruder saat tidak mengekstrusi, sebelum menarik kembali.
Setelan Pencabutan Optimal
Sekali lagi, ada beberapa cara untuk menyelesaikannya, tetapi menurut saya, uji kalibrasi adalah yang termudah.
Tes retraksi ini adalah favorit saya, tetapi Anda selalu dapat memilih yang lain hanya dengan mencari “tes retraksi ” di search.3dsolved.com (mesin pencari kami sendiri).
Prosedurnya mudah dan lugas:cetak objek, ubah parameter jarak dan kecepatan (satu per satu), dan cetak yang lain hingga Anda mendapatkan cetakan yang bagus. Setiap tes dicetak dalam waktu sekitar 15 hingga 20 menit, sehingga Anda dapat memecahkan masalah dan memecahkan masalah ini hanya dalam beberapa iterasi.
Sebagai dasar awal yang baik, saya sarankan menggunakan nilai berikut:
- Jarak retraksi:6,5mm
- Kecepatan retraksi:25mm/dtk
- Jarak perjalanan minimum:1mm
Cara lain untuk mencegah stringing adalah dengan mengatur kecepatan perjalanan yang lebih cepat saat tidak diekstrusi. Lebih sedikit waktu yang bocor menghasilkan lebih sedikit string dan cetakan yang lebih baik.
Jika Anda ingin mempelajari lebih lanjut tentang pencabutan, saya menulis seluruh posting tentang pengaturan apa yang harus digunakan.
Sekarang kita tahu lebih banyak tentang kebocoran nosel, jadi kalibrasi printer kita!
Kesimpulan
Sekarang Anda tidak hanya tahu cara mengidentifikasi nozzle yang bocor, tetapi Anda juga memiliki pengetahuan teknis yang mendalam tentang penyebab masalah, solusinya, dan yang terpenting, mengapa solusi ini berhasil. Seperti yang mungkin Anda perhatikan, memahami masalahnya selalu bermanfaat daripada hanya mengikuti resep.
Lihat bagian produk yang kami rekomendasikan
Kami membuat bagian produk yang direkomendasikan yang akan memungkinkan Anda untuk menghilangkan dugaan dan mengurangi waktu yang dihabiskan untuk meneliti printer, filamen, atau peningkatan apa yang akan didapat, karena kami tahu bahwa ini bisa menjadi tugas yang sangat menakutkan dan yang umumnya menyebabkan banyak kebingungan .
Kami telah memilih hanya segelintir printer 3D yang kami anggap baik untuk pemula maupun menengah, dan bahkan para ahli, membuat keputusan lebih mudah, dan filamen, serta peningkatan yang terdaftar, semuanya diuji oleh kami dan dipilih dengan cermat. , sehingga Anda tahu bahwa mana pun yang Anda pilih akan berfungsi sebagaimana mestinya.


