Keriting Lapisan Pertama. Panduan Pencetakan 3D Mendetail!
Sebagai penghobi printer 3D, Anda pasti pernah mengalami gagal atau jeleknya layer pertama. Keriting terjadi karena beberapa alasan, dan terkadang sulit untuk dipecahkan.
Lapisan pertama mungkin melengkung karena mesin yang tidak dikalibrasi atau tekanan yang disebabkan oleh suhu.
Curling atau warping terjadi karena penyusutan filamen yang meleleh selama proses pencetakan 3D. Penyusutan material menyebabkan sudut cetakan terangkat sebelum terlepas dari pelat pembuatan.
Demikian pula, ketika Anda mencetak plastik, plastik itu sedikit mengembang tetapi menyusut saat mendingin. Jadi, jika material berkontraksi secara berlebihan, itu memaksa cetakan untuk menekuk dari pelat build.
Beberapa bahan cenderung menyusut lebih dari yang lain. Misalnya, penyusutan PC tetap lebih tinggi dari PLA. Artinya, Anda harus lebih berhati-hati saat menggunakan plastik PC untuk menghindari masalah keriting.
Artikel ini akan membantu Anda mempelajari lebih lanjut tentang pengeritingan atau pembengkokan cetak 3D dan berfungsi sebagai panduan lengkap untuk menghindari atau meminimalkan masalah.
Mengapa Keriting Lapisan Pertama Terjadi?
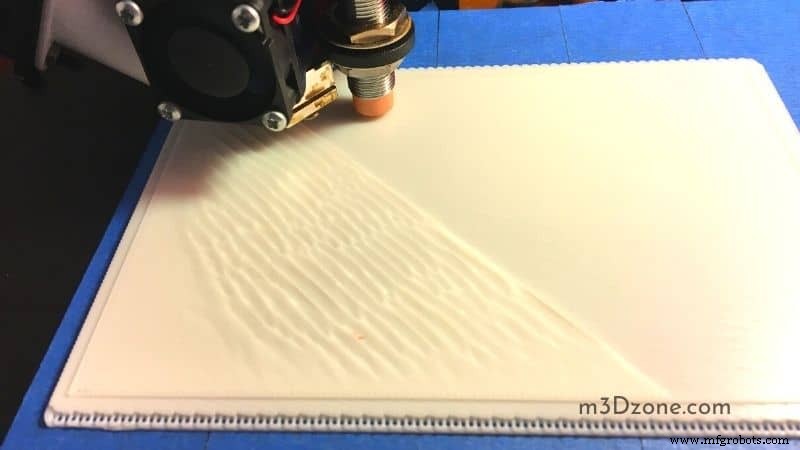
Ketika benang pertama atau lapisan tipis filamen cair keluar dari nosel printer, mereka akan menyentuh permukaan cetak. Dalam prosesnya, mereka terkena perubahan suhu besar-besaran.
Lapisan Tipis
Bahan cenderung memuai di lingkungan yang panas. Ketika Anda memasukkan filamen padat ke dalam nosel printer, itu memanas dan mengembang. Filamen panas dapat memanas hingga suhu yang melonjak hingga 250 derajat Celcius tergantung pada jenis filamennya.
Sekarang, nosel printer menyimpan filamen cair dengan suhu 250 derajat Celcius di atas alas berpemanas yang hanya 90 derajat Celcius.
Variasi suhu ini menginduksi kontraksi filamen besar-besaran di permukaan pelat bangunan yang dipanaskan dan tetap menjadi penyebab pertama yang diketahui dari pengeritingan lapisan pertama.
Tantangan ini mungkin menjadi alasan di balik kegagalan cetak sejak awal. Namun, hal itu dapat bermanifestasi secara signifikan di lapisan berikutnya.
Khususnya, penyebab sebenarnya pertama dari pengeritingan adalah perbedaan suhu antara pelat bangunan yang dipanaskan dan filamen yang diekstrusi .
Suhu Ruangan
Penyebab kedua dari pengeritingan lapisan pertama adalah faktor udara sekitar di lingkungan pencetakan 3D. Tempat tidur cetak bukan satu-satunya zat dingin yang kontak filamen cair.
Itulah sebabnya printer 3D industri memiliki ruang pemanas untuk menghilangkan efek ini. Printer domestik juga mendapat manfaat dari enklosur yang menyertainya.
Namun, printer 3D bingkai terbuka tidak memiliki penutup dan terpapar langsung ke udara sekitar yang menyebabkan pencetakan lapisan pertama melengkung.
Bagaimana Saya Menghentikan Lapisan Pertama Saya Dari Keriting?
Jika tempat tidur printer Anda tetap tidak rata, Anda mungkin akan menyaksikan pengeritingan lapisan pertama. Akan sangat membantu jika Anda ingin meratakan tempat tidur cetak Anda untuk mendapatkan cetakan berkualitas tinggi dan sukses.
Tingkatkan Permukaan Cetak Anda
Tempat tidur cetak yang rata memungkinkan bahan diekstrusi secara merata di seluruh permukaan. Selain itu, alas cetak yang diratakan memungkinkan pencetakan bahkan lapisan pertama, menghasilkan produk jadi berkualitas tinggi.
Printer 3D menggunakan berbagai mekanisme untuk perataan pelat bangunan. Beberapa menggunakan kenop yang terletak di bawah permukaan cetak, yang dapat mengubah ketinggian salah satu sudut pelat bangunan.
Selain itu, Anda dapat menggunakan kenop lain untuk menyesuaikan seluruh pelat build secara bersamaan.
Selain itu, beberapa printer 3D memiliki sensor tingkat tempat tidur. Sensor mendeteksi jika pelat build telah melengkung dan secara otomatis menyesuaikannya.
Selain itu, Anda dapat melakukan perataan tempat tidur cetak secara manual dengan mendekatkan nozzle printer ke salah satu sudut tempat tidur. Kemudian, Anda menyesuaikan ketinggian permukaan ke titik di mana kertas standar tidak dapat melewati celah.
Saat Anda menyesuaikan sudut satu tempat tidur, pindah ke sudut yang tersisa dan ulangi proses yang sama sampai Anda menyelesaikan semua sudut.
Sesuaikan Z-Offset
Z-Offset adalah jarak antara posisi awal sumbu Z dan ujung nozzle printer. Secara signifikan, Z-Offset meyakinkan Anda untuk mencapai lapisan pertama yang merata.
Secara teori, Z-Offset disamakan dengan celah antara permukaan cetak dan ujung panas. Kesalahan seperti micro-switch yang salah, tempat tidur yang tidak rata, dan homing probe mengganggu parameter standar.
Oleh karena itu, Anda dapat mencapai Z-Offset yang baik hanya dengan meratakan tempat tidur Anda dengan tepat. Kunci untuk lapisan pertama yang sangat baik adalah memiliki Z-Offset yang sesuai dan tingkat tempat tidur yang benar.
Mengatur Nozzle dan Suhu Tempat Tidur yang Dipanaskan
Perbedaan suhu antara filamen panas dan permukaan build adalah alasan utama di balik pengeritingan lapisan pertama. Dengan demikian, Anda dapat menghindari pencetakan keriting dengan mengurangi perbedaan suhu ini.
Selain itu, ini memberi tahu Anda mengapa ranjang berpemanas diperlukan saat pencetakan 3D dengan beberapa jenis filamen alih-alih ranjang dingin.
Biasanya, filamen tetap lebih panas dari suhu tempat tidur. Jadi, saat Anda meningkatkan suhu tempat tidur yang dipanaskan dan menurunkan suhu nosel, Anda akan berhasil menghindari pengeritingan lapisan pertama.
Namun, ada batasan pada suhu pencetakan, dan setiap perubahan signifikan dapat menimbulkan banyak tantangan baru.
Misalnya, filamen panas menikmati lebih banyak likuiditas dan adhesi. Jadi, menurunkan suhu akan berdampak pada adhesi, dan dapat mengakibatkan penyumbatan filamen yang parah.
Anda dapat mencapai penyesuaian suhu dengan menguji pegas objek dalam berbagai rentang suhu dan memilih nilai suhu yang memungkinkan Anda mencetak produk berkualitas tinggi 3D.
Matikan Kipas Pendingin
Dalam pencetakan 3D, Anda menggunakan kipas pendingin untuk meningkatkan kualitas permukaan agar tidak bergesekan.
Namun, udara dingin mengalir di atas untaian filamen yang panas, memperkuat perbedaan suhu dan tekanan termal di dalam plastik yang akhirnya menyebabkan lapisan pertama melengkung.
Dengan demikian, kipas tetap menjadi sumber aliran udara yang tidak diinginkan di sekitar alas cetak. Sebaiknya, Anda perlu mematikan kipas pendingin untuk mendapatkan lapisan pertama yang terbaik.
Bersihkan Tempat Tidur Printer 3D Anda Secara Teratur
Anda perlu mengembangkan kebiasaan membersihkan permukaan tempat tidur printer 3D Anda secara teratur. Ingat, setiap kali Anda menggunakannya, sisa filamen menumpuk di permukaan alas cetak.
Jangan abaikan pembersihan debu dan kotoran. Bahkan lapisan tipis kotoran dan debu dapat berdampak negatif pada daya rekat filamen yang mengakibatkan lapisan pertama melengkung.
Untuk membersihkan permukaan print bed, Anda bisa mendapatkan beberapa pembersih dan alkohol di pasaran. Misalnya, isopropil alkohol (periksa di Amazon) sangat baik untuk membersihkan tempat tidur cetak.
Setiap bulan, Anda dapat menghapus permukaan alas printer dan mencucinya menggunakan sabun dan air hangat. Setelah dibersihkan, hindari menyentuhnya saat Anda memasukkannya kembali.
Gunakan Perekat
Pasar pencetakan 3D memiliki berbagai perekat tempat tidur (lihat di Amazon) , masing-masing menjanjikan hasil luar biasa, yang dapat Anda pilih.
Perekat ini adalah pilihan ramah pemula yang mungkin tidak ingin Anda lewatkan. Gunakan dengan meletakkan lapisan rata pada permukaan cetak Anda.

Juga, Anda dapat mengatur lapisan tipis lem (periksa di Amazon) di atas untuk meningkatkan daya rekat.
Pilihan lainnya adalah menggunakan hair spray (cek di Amazon) langsung di permukaan tempat tidur. Namun, Anda harus membersihkan tempat tidur cetak Anda setelah setiap pencetakan.
Perekat lain yang tersedia di pasaran yang dapat Anda gunakan termasuk polimer nano dan stik lem PVA.
Meningkatkan di Ruang Bawah Tanah
Geometri cetak dapat mengubah profil suhu adhesi dan filamen. Misalnya, jika Anda menambahkan pinggiran, itu akan memberi model area bawah yang lebih luas. Namun, area bawah yang lebih lebar memastikan model dapat mencengkeram permukaan dengan lebih baik.
Anda juga dapat memilih untuk menggunakan rakit sebagai gantinya. Demikian pula, rakit meningkatkan basis model Anda menciptakan pegangan yang lebih besar untuk model 3D Anda. Selain itu, rakit tetap menjadi entitas yang terpisah dari barang cetakan, dan Anda dapat dengan cepat memotong cetakannya.
Cara lain untuk mengatasi tantangan ini adalah menambahkan cakram tipis di fondasi desain Anda yang disebut telinga mouse. Anda dapat melebarkan telinga mouse ke mana-mana di tempat tidur cetak, meskipun biasanya Anda harus menggunakannya di sudut yang tajam.
Hindari Draf
Terkadang, Anda mungkin melakukan yang terbaik untuk memastikan cetakan Anda tidak menggulung, tetapi tetap menggulung. Periksa jendela yang terbuka, dan unit AC jika Anda berada di posisi ini. Mereka tetap menjadi sumber penting dari udara sekitar yang menyebabkan perbedaan suhu yang mengakibatkan keriting.
Gunakan Enklosur
Saat Anda mulai mencetak 3D lapisan pertama, filamen yang meleleh bersentuhan dengan ujung panas. Kemudian, menyebar di tempat tidur yang dipanaskan, dan lapisan pertama akan menjaga suhu di sekitar tempat tidur yang dipanaskan sampai proses berakhir.
Akan membantu jika Anda menggunakan penutup untuk menjaga objek tetap hangat. Menghemat panas yang dihasilkan di dalam ruang memungkinkan Anda menghindari aliran udara.
Bagaimana Saya Menghentikan Cetakan Saya Dari Keriting?
Pengeritingan dalam pencetakan 3D terjadi karena penyusutan material. Fenomena ini menyebabkan perbedaan suhu extruder kepala cetak dan suhu tempat tidur. Ini menyebabkan tepi cetak melengkung dan terangkat.
Untuk menghentikan cetakan agar tidak menggulung, Anda dapat menggunakan teknik berikut:
- Terapkan perekat untuk membuat pelat
- Level build plate dengan benar
- Gunakan pinggiran
- Gunakan rakit
- Sesuaikan pengaturan lapisan awal
- Gunakan setelan kipas yang sesuai untuk pendinginan
- Gunakan pintu samping depan
- Cetak dengan perisai draf
Bagaimana Cara Membuat Lapisan Pertama yang Sempurna?
Dalam pencetakan 3D, lapisan pertama tetap menjadi dasar untuk seluruh cetakan 3D Anda. Oleh karena itu, mendapatkan lapisan pertama dengan benar adalah semua yang Anda butuhkan untuk mencapai objek yang sempurna.
Namun, bahkan pengguna printer 3D yang berpengalaman pun membuktikan bahwa mendapatkan lapisan pertama bukanlah pekerjaan yang mudah.
5 Langkah untuk Mendapatkan The Lapisan Pertama Sempurna
- Sejajarkan tempat tidur cetak Anda
- Perlambat kecepatan lapisan pertama
- Periksa suhu
- Perlakukan permukaan bangunan
- Tambahkan rakit, rok, atau pinggiran
Kesimpulan
Lapisan pertama tetap menjadi fondasi dasar dari cetakan 3D berkualitas tinggi. Bahkan printer yang berpengalaman terkadang kesulitan mendapatkan lapisan pertama dengan benar.
Akan membantu jika Anda melakukannya dengan benar dengan detail cetakan kecil, seperti kecepatan cetak, lebar ekstrusi, suhu tempat tidur, dan tempat tidur printer yang rata sempurna.
Anda sekarang mengetahui beberapa alasan yang menyebabkan keriting atau bengkoknya lapisan pertama dan langkah-langkah yang dapat Anda ikuti untuk memastikan Anda menghindari perangkap ini.
Selain itu, artikel ini memberi Anda banyak cara yang dapat Anda ikuti untuk memastikan Anda menghindari pengeritingan atau pelengkungan cetak 3D secara umum .


