Kalibrasi Printer 3D. Cara Mengkalibrasi Printer 3D
Apakah Anda tahu cara mengkalibrasi printer 3D secara akurat untuk memastikan performa terbaik dan mendapatkan hasil terbaik atas investasi Anda?
Apakah kalibrasi printer 3D Anda memengaruhi kualitas cetak dari hasil cetak yang sudah jadi?
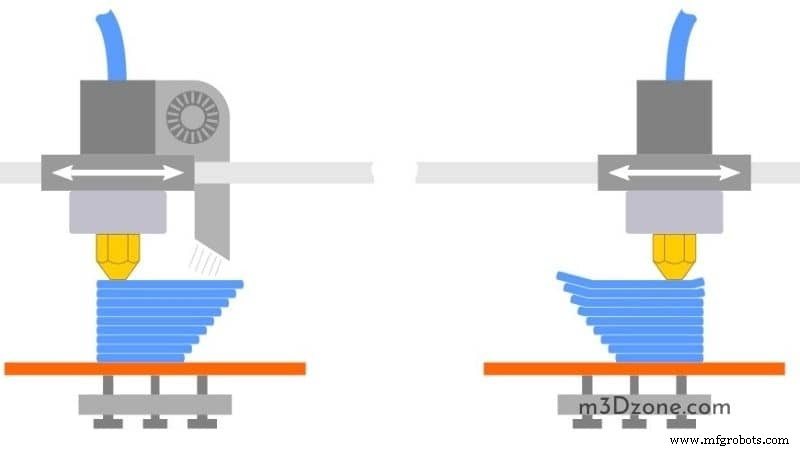
Jika nozel printer Anda terlalu dekat dengan alas cetak, lapisan pertama cetakan Anda bisa terjepit dan hancur. Jadi, Anda mungkin harus membatalkan pencetakan.
Sebaliknya, jika nozel terlalu jauh dari alas cetak, hasil cetak mungkin tidak memiliki daya rekat dan akan gagal.
Anda dapat mengerjakan lapisan pertama Anda dengan menyempurnakan offset Z. Z offset memberi tahu printer 3D Anda seberapa jauh Anda harus memindahkan sumbu Z dari pemberhentian ujung Z atau alas printer.
Namun, mempelajari cara menyempurnakan semua motor bisa menjadi tantangan bagi pemula dalam pencetakan 3D. Namun begitu Anda mengkalibrasi satu motor, Anda akan lebih mudah mengkalibrasi yang lain.
Tujuan kalibrasi yang akurat adalah untuk memastikan lapisan pertama cetakan Anda menempel pada alas cetak.
Jadi, bagaimana Anda mengkalibrasi printer 3D?
Apa yang Anda Butuhkan untuk Kalibrasi Printer 3D?
- Printer 3D dengan perangkat lunak
- Filamen
- Pita
- Penggaris ( 40cm)
- Kaliper digital
- Kertas dan pensil (periksa di Amazon)
Sebelum memulai kalibrasi, pastikan Anda memiliki alas cetak yang rata dan bingkai persegi untuk membantu Anda mendapatkan hasil yang diharapkan. Tanpa keduanya, ada kemungkinan kepala cetak meleleh ke alas cetak, yang mengarah ke hasil yang tidak menyenangkan.
Apa Itu Kubus Kalibrasi?
Kubus kalibrasi mengacu pada bentuk geometris yang membantu Anda menyempurnakan pengaturan printer 3D Anda. Anda juga dapat menggunakannya untuk menyetel setelan milimeter.
Mengkalibrasi Motor Stepper
Printer 3D dilengkapi dengan motor stepper yang berputar menggunakan langkah kecil untuk memindahkan ekstruder dan sumbu pada jarak tertentu. Jika putarannya 100 langkah, motor stepper berputar 50 kali untuk memutar setengah putaran.

Mengkalibrasi motor dalam printer 3D melibatkan penentuan hubungan antara jarak dan langkah. Untuk mencapai kalibrasi ekstruder terbaik, Anda harus memastikan printer tidak mengeluarkan terlalu banyak filamen.
Jadi, Anda harus mengirim beberapa perintah kode-G ke printer 3D Anda.
Anda dapat menggunakan langkah-langkah berikut untuk mengkalibrasi motor Anda:
1. Siapkan Nilai Kalibrasi Anda
Di sini, Anda membandingkan pengaturan printer 3D Anda dengan cara mencetaknya. Anda harus melakukan beberapa perhitungan untuk memperbaiki ketidaksesuaian.
- Pertama, kirim perintah printer Anda M503 untuk mengambil pengaturannya. Beberapa output setelah memasukkan perintah antara lain Langkah per unit:M92 X100.00 Y100.00 Z400.00 E140.00.
- Tiga nilai pertama dari perintah tersebut sesuai dengan langkah motor stepper Anda untuk bergerak satu milimeter ke arah X, Y, dan Z. Nilai terakhir pada output mewakili langkah-langkah yang dibutuhkan motor ekstruder Anda per milimeter filamen yang diekstrusi. Anda dapat menandai nomor terakhir sebagai A.
- Setelah itu, masukkan filamen Anda dan beri tanda sekitar 50mm di atas ekstruder. Anda dapat menggunakan kaliper (cek di Amazon) untuk mendapatkan nilai sebenarnya dan kemudian menandai nilainya sebagai B.
- Selanjutnya, ekstrusi sekitar 10mm filamen dan ukur nilainya dari bagian atas ekstruder ke titik yang ditandai. Anda dapat menandai nilainya sebagai C. Dengan demikian, B-C adalah pengukuran sebenarnya dari filamen yang diekstrusi.
Extruder Anda dikalibrasi dengan benar jika B-C=10. Jika tidak, Anda perlu memperbarui langkah-langkah ekstruder per milimeter. Dengan demikian, Anda dapat menemukan nilai berikut D =10*A / (B – C). Nilai baru mewakili langkah per mm untuk alat pengekstrusi printer.
2. Kalibrasi Extruder
Untuk mulai mengkalibrasi alat pengekstrusi, Anda perlu memberi tahu printer 3D Anda tentang nilai baru.
Perintah akan memberi tahu printer tentang nilai baru, tetapi tidak akan menyimpannya. Anda harus menggunakan perintah M500 untuk menyimpan nomor baru pada printer.
Saat Anda mengkalibrasi sumbu, Anda seharusnya tidak mengharapkan hasil yang sempurna. Anda akan mengalami beberapa variasi saat mengonfirmasi apakah kalibrasi Anda benar. Namun, printer Anda dikalibrasi dengan baik jika Anda mendekati nilai yang diinginkan.
3. Kalibrasi Sumbu Printer 3D
Setelah mengkalibrasi alat pengekstrusi, Anda harus mengkalibrasi sumbu printer 3D. Mengkalibrasi sumbu mengikuti proses yang sama seperti mengkalibrasi alat ekstruder.
Namun, saat mengkalibrasi sumbu, Anda perlu mencetak sesuatu.
Anda harus memastikan bahwa alat pengekstrusi telah dikalibrasi sebelum mengkalibrasi sumbu, karena alat pengekstrusi dapat memengaruhi ukuran objek yang dicetak.
Untuk mengkalibrasi sumbu, Anda bisa mulai dengan mencetak kubus kecil. Anda dapat mendesainnya menggunakan perangkat lunak CAD pilihan Anda.
Setelah kubus kecil selesai dicetak, ukur dimensinya. Pada langkah berikutnya, ulangi perhitungan untuk setiap sumbu seperti yang Anda lakukan dengan ekstrusi, yaitu, D =10*A / (B – C). Namun, pastikan Anda mengganti variabel dengan nilai baru sebagai berikut:
- (B – C) dengan pengukuran baru
- angka 10 dengan nilai target pengukuran baru Anda
- nilai yang Anda dapatkan pada langkah 1 setelah mengirim perintah M503 dengan nilai M92 untuk sumbu tertentu
Terakhir, kirim perintah M92 ke printer 3D Anda dan ganti E dengan huruf sumbu tertentu yang perlu Anda atur.
Akan lebih baik untuk melakukan beberapa pengukuran dan memiliki rata-rata seperti yang Anda lakukan dengan extruder.
Anda tidak perlu mulai mencetak banyak objek untuk diukur. Sebagai gantinya, Anda dapat mengukur berbagai posisi kubus di sepanjang sumbu yang sama.
4. Mengukur Nilai sumbu X
Saat Anda ingin mengukur nilai sumbu X, Anda harus mulai dengan mengarahkan sumbu X dan menyingkirkan sumbu Z.
Ambil selotip, lebih disukai selotip yang kurang fleksibel, dan letakkan di tempat tidur printer Anda. Pita harus berada di titik printer 3D yang tidak akan bergerak saat menggerakkan sumbu X.
Selanjutnya, beri tahu printer 3D untuk memindahkan sumbu X-nya. Jika Anda menggunakan alas printer 100x100x100mm, sebaiknya mulai dari 70mm. Anda dapat mendorong sumbu lebih jauh, asalkan Anda tidak melampaui kemampuan printer.
Setelah itu, Anda dapat menggunakan jangka sorong untuk mengukur pengukuran sumbu X yang sebenarnya. Jika pengukurannya 70mm, maka sumbu x Anda dikalibrasi dengan tepat.
Anda mungkin tidak mendapatkan 70mm tepat pada percobaan pertama Anda, tetapi Anda harus mencatat pengukuran yang Anda lakukan.
5. Mengkalibrasi sumbu Y
Mengkalibrasi sumbu Y mirip dengan mengkalibrasi sumbu X. Satu-satunya perbedaan adalah di mana Anda menempelkan selotip untuk mengukur pergerakan sumbu Y.
Pertama, Anda harus meletakkan sumbu X, Y, dan Z Anda. Langkah selanjutnya, gerakkan sumbu X hingga sejajar dengan bagian terluar printer 3D.
Selanjutnya, letakkan selotip pada sumbu Y di atas titik yang Anda tandai pada sumbu X. Pindahkan sumbu Y ke 70mm dan tandai titik tersebut menggunakan selotip. Anda kemudian harus mengukur jarak sebenarnya antara dua titik.
Anda dapat menggunakan dua pengukuran dan nilai M92 saat ini untuk menyelesaikan nilai m92 baru Anda.
6. Mengkalibrasi sumbu Z
Anda dapat menggunakan penggaris sebagai pengganti kaliper digital untuk mengukur sumbu Z.
Pertama, Anda harus meletakkan sumbu x, y, dan z Anda. Selanjutnya, Anda harus menempatkan penggaris tegak lurus dengan alas cetak. Setelah itu, gerakkan mata Anda sejajar dengan titik tertentu pada printer 3D Anda, seperti bagian lengan yang paling tinggi.
Pastikan mata Anda sejajar dengan titik yang ingin Anda ukur saat melakukan pengukuran. Selanjutnya, instruksikan printer Anda untuk menaikkan 100mm dan kemudian periksa seberapa jauh printer telah bergerak.
Mengurangi pengukuran kedua dari yang pertama membantu Anda mengetahui apakah Anda telah melampaui ukuran printer Anda.
Menyesuaikan Pengaturan Filamen Anda
Setiap gulungan filamen dilengkapi dengan propertinya. Plastik dari produsen yang berbeda dan warna dari bahan yang sama berbeda.
Untuk mendapatkan cetakan terbaik, Anda harus menyempurnakan pengaturan filamen Anda. Anda bisa mendapatkan cetakan berkualitas tinggi dengan menggunakan pengaturan yang direkomendasikan oleh produsen filamen.
Anda dapat menggunakan langkah-langkah berikut untuk menyempurnakan setelan:
a) Ukur Filamen
Diameter spool filamen dapat berbeda dari yang dilaporkan oleh pabrikan dengan persentase kecil. Oleh karena itu, akan membantu jika Anda menggunakan jangka sorong untuk mengukur diameter sebenarnya dari filamen.
Anda harus mengukur diameter filamen di beberapa tempat bersama dengan gulungan. Ambil rata-rata dari pengukuran yang berbeda dan masukkan hasilnya sebagai diameter filamen Anda.
Mendapatkan diameter yang tepat sangat penting karena memastikan bahwa printer 3D mengeluarkan jumlah filamen yang tepat.
b) Dapatkan Suhu Cetak yang Tepat
Anda bisa mendapatkan suhu yang tepat untuk pencetakan dengan membuat menara kalibrasi suhu pencetakan.
Menara suhu dipisahkan menjadi balok-balok pada berbagai ketinggian, di mana setiap balok dicetak pada suhu yang berbeda. Anda dapat menganalisis blok setelah mencetak untuk menentukan suhu terbaik untuk mencetak materi Anda.
Catatan, mencetak menara suhu memerlukan beberapa pekerjaan. Beberapa alat pengiris memungkinkan Anda untuk mencetak pada suhu yang berbeda untuk berbagai ketinggian. Jika tidak, Anda harus mengedit G-code secara manual sebelum dapat mencetak.
Anda harus memasukkan perintah kode-G untuk mengatur suhu ekstruder. Perintah kode-G untuk menyetel suhu dimulai dengan M104.
Bagaimana Anda mengatur suhu yang tepat?
- Anda harus mulai dengan menentukan ketinggian setiap blok. Anda dapat menandai nomor sebagai H. Dengan demikian, balok akan memiliki ketinggian 0, H, H1, H2, H3, H4, dll.
- Selanjutnya, buka file kode-G Anda. Anda harus mencari perintah yang menginstruksikan printer 3D Anda tentang cara bergerak. Perintah dimulai dengan G1. File kode-G harus berisi banyak perintah.
- Selanjutnya, Anda harus mendapatkan perintah G-code pertama dari G1 dari Z[H]. Perintah juga dapat terdiri dari gerakan X dan Y.
- Sebelum garis G1, masukkan garis M104 S [T]. T adalah suhu balok pada ketinggian H
- Ulangi proses untuk setiap blok, menggunakan suhu yang sesuai
- Jika sudah selesai, cetak file yang diperbarui.
Saat mencetak menara suhu, memeriksa balok akan membantu Anda menentukan suhu yang paling tepat untuk mencetak materi Anda. Atur suhu di alat pengiris Anda sebagai suhu pencetakan.
Kesimpulan
Selain mengkalibrasi pengaturan printer dan pemotong 3D Anda, ada pengaturan lain yang dapat Anda gunakan untuk meningkatkan kualitas cetakan Anda. Anda dapat menggunakan tes penyiksaan untuk menentukan apa yang baik dilakukan printer Anda dan apa yang tidak dapat dilakukan dengan baik.
Menyempurnakan cetakan akan membantu Anda menangani berbagai bidang seperti overhang dan jembatan. Tes penyiksaan juga membantu Anda mendiagnosis berbagai masalah.


