Perataan dan kalibrasi basis printer 3D
Pengguna printer 3D desktop (FFF/FDM) sering kali dapat menemukan berbagai jenis masalah, yang mungkin disebabkan oleh filamen yang buruk, parameter pencetakan yang tidak sesuai, kondisi yang tidak sesuai untuk lokasi printer 3D (seperti lingkungan lembab, dingin, atau angin kencang), dan kurangnya perawatan, dan kalibrasi printer 3D.
Salah satu bagian terpenting untuk dikalibrasi dalam printer 3D adalah alas atau alas, karena jika tidak diratakan dengan baik, Anda tidak akan mendapatkan hasil cetakan yang bagus.
Proses kalibrasi tempat tidur ini, bergantung pada model printer 3D, dapat dilakukan dengan cara berikut:
- Bantuan perataan otomatis:Beberapa printer 3D memiliki sistem ini, yang terdiri dari penyesuaian ketinggian dengan memutar sekrup alas dan dengan bantuan led yang memiliki printer 3D sendiri, yang berubah warna dari merah menjadi hijau pada ketinggian yang tepat.
- Perataan kompensasi:Printer 3D melakukan pengukuran awal, berdasarkan poin, jarak antara ekstruder dan alas. Kemudian, pada saat pencetakan, sumbu z memvariasikan ketinggian, pada lapisan yang sama, untuk menjaga jarak antara ekstruder dan alas selalu konstan.
- Perataan manual:Sesuaikan ketinggian ranjang dengan memutar sekrup ranjang itu sendiri.
Dalam artikel ini, kami akan fokus pada kasus perataan manual, yang paling umum di sebagian besar printer 3D FFF/FDM di pasaran.
Rekomendasi awal
Jika printer 3D memiliki alas kaca dan kami menggunakan semprotan pengikat (seperti Magigoo, 3DLac atau DimaFix), sebaiknya cuci alas dengan baik untuk menghindari kemungkinan masalah saat meratakannya. Penting juga untuk menghilangkan sisa filamen yang menggantung dari nosel, jika tidak, kami akan mengalami kesalahan pengukuran yang dihasilkan oleh sedimen material tersebut.
Di sisi lain, sekrup pengatur alas itu sendiri harus ditempatkan di tengah perjalanannya. Selain itu, saat melakukan "rumah" sumbu z, sakelar batas sumbu z harus dipindahkan, meningkatkan jarak antara alas dan ekstruder, untuk menghindari kemungkinan kontak atau bahkan pecahnya kaca atau printer apa pun yang mendukung 3D.
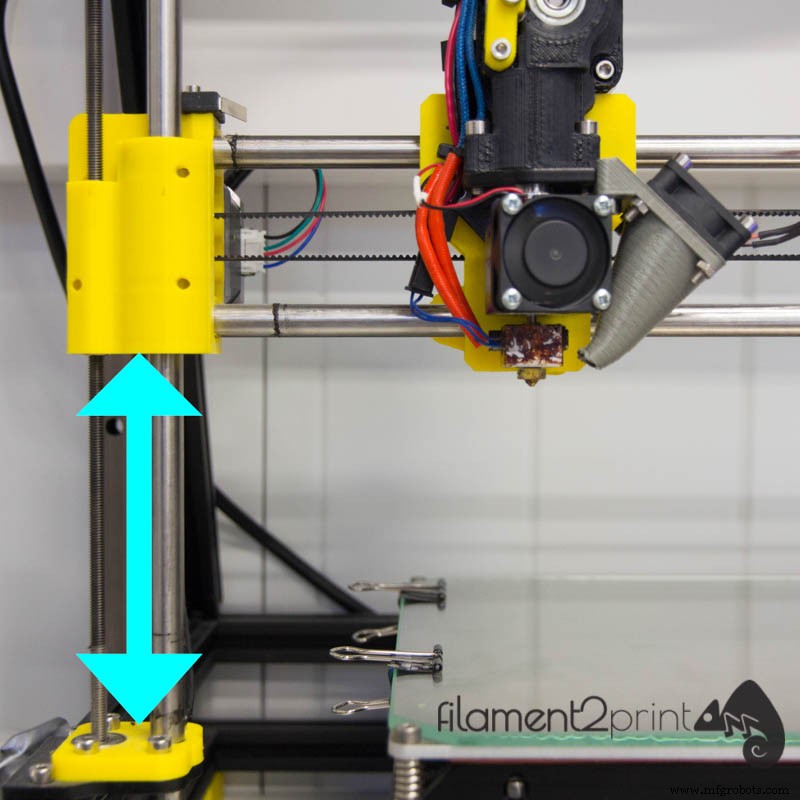
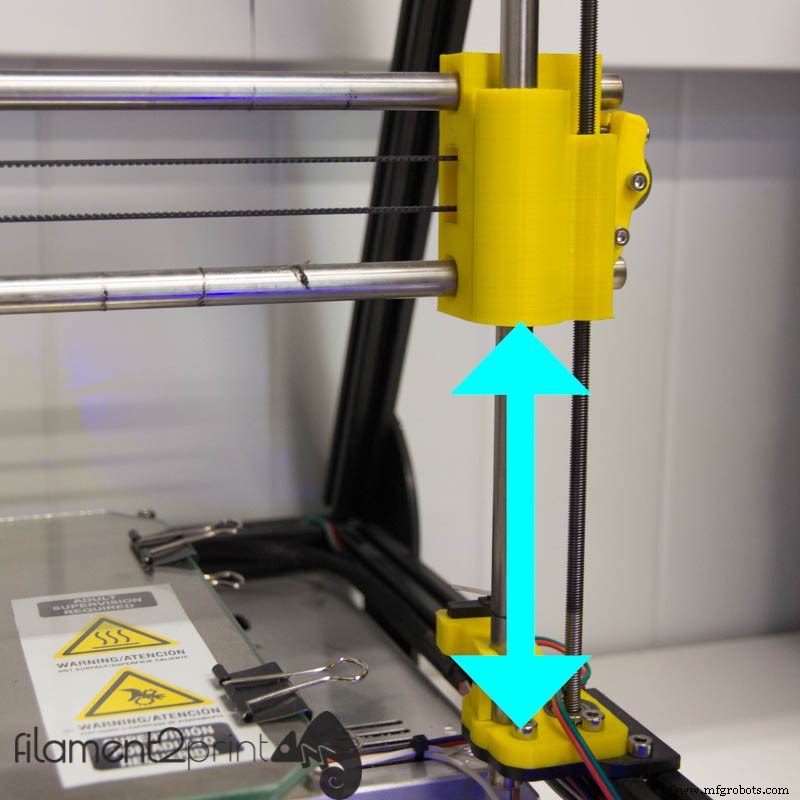
Penyesuaian sumbu X
Sumbu ini perlu diatur (tempat ekstruder bergerak sendiri) agar saat ekstruder bergerak, tidak ada variasi ketinggian antara ekstruder dan alas. Untuk memulai, Anda harus memeriksa apakah ketinggian di kedua sisi sama, diukur dari titik di panduan sumbu z ke titik tetap printer 3D. Untuk menyamakannya, motor diputar secara manual pada sisi yang perlu disetel sambil menahan sisi lainnya agar tidak berputar. Jika kita tidak melakukan ini, dan karena motor sumbu-z dihubungkan secara paralel, dengan memutar salah satunya, akan menghasilkan listrik dan memutar yang lainnya.
Menyesuaikan sakelar batas sumbu z
Untuk langkah ini, jika printer 3D tidak memiliki bantuan perataan, program pencetakan 3D seperti Cura3d atau Pronterface akan digunakan, yang memiliki wizard untuk melakukan "rumah" di z atau langsung bagian perataan dasar. Perangkat lunak menggerakkan sumbu z dan menyesuaikan sakelar batas secara manual hingga ujung ekstruder sangat dekat dengan alas.
Menyesuaikan sudut alas
Pada langkah ini, diameter outlet nozel harus diperhitungkan. Ketinggian ideal selalu setengah dari diameter pintu keluar. Artinya, jika printer 3D memiliki nosel 0,6 mm, tinggi idealnya adalah 0,3 mm. Agar jarak ini tepat, pengukur ketebalan itu, atau jika tidak ada, akan digunakan, dan karena sebagian besar printer 3D menggunakan nozel 0,4 mm, lembaran 80 g memiliki ketebalan perkiraan 0,2 mm. Masukkan lembaran di antara ujung ekstruder dan alasnya, dan turunkan sumbu z ke "rumah". Ketinggian akan benar jika folio tidak sepenuhnya lepas, juga tidak tertarik, tetapi jika terlihat menggosok lembaran kertas dengan nozel.
Untuk menyesuaikan jarak ini, sekrup diputar ke satu arah atau yang lain, tergantung pada apakah alas perlu dinaikkan atau diturunkan. Proses ini harus dilakukan di sekitar sekrup perataan alas itu sendiri sesering yang diperlukan untuk mencapai ketinggian yang ideal.
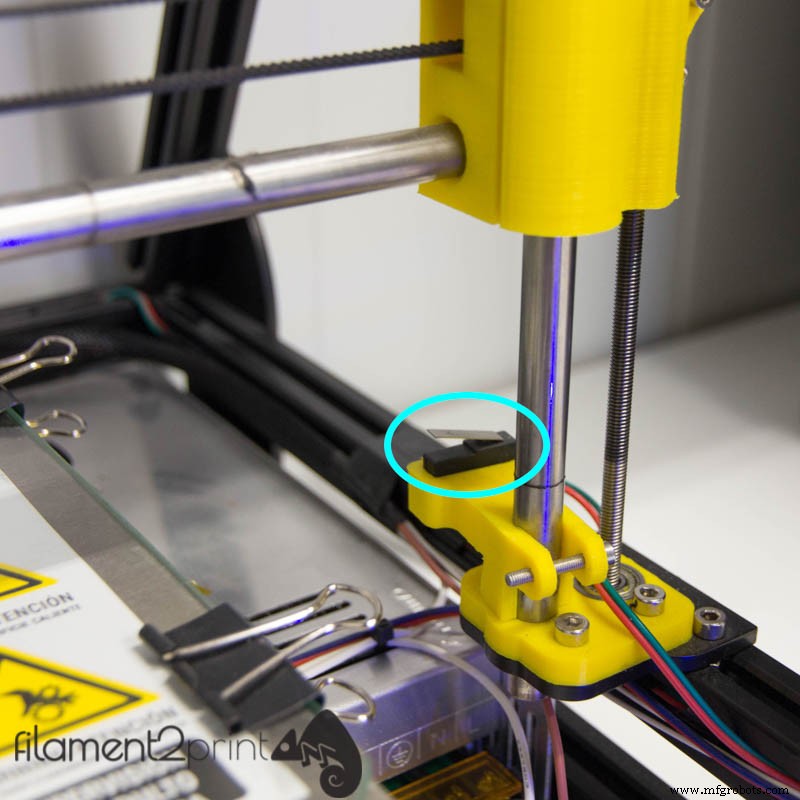
Sakelar batas sumbu Z.
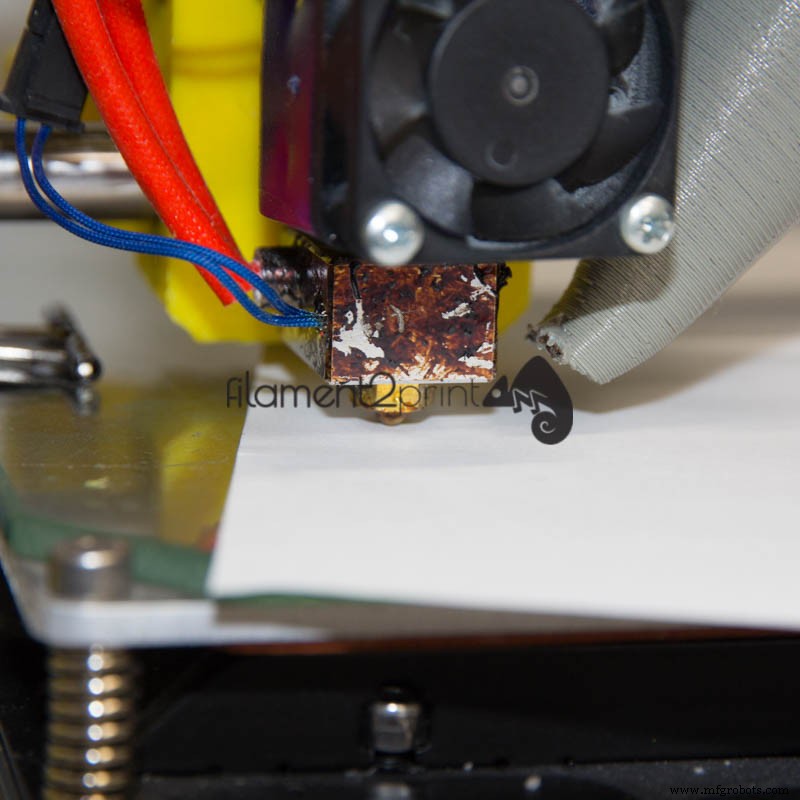
Jarak ideal antara nozel dan alas.
Hanya dengan meluangkan beberapa menit untuk melakukan langkah-langkah meratakan dasar ini, akan menghindari banyak masalah pencetakan.


