Dalam artikel ini kita akan mempelajari tentang Cold working proses, Metode, Perbedaan antara pengerjaan panas dan pengerjaan dingin, kelebihan dan kekurangan.
Apa itu Kerja Dingin ?
Pengerjaan dingin adalah proses pembentukan logam di mana deformasi logam terjadi di bawah suhu rekristalisasinya.
Pembentukan dingin , juga dikenal sebagai kerja dingin , adalah setiap proses pengerjaan logam di mana logam dibentuk di bawah suhu rekristalisasi, yang biasanya pada suhu kamar. Teknik pengerjaan panas seperti penggulungan panas, penempaan, pengelasan, dan sebagainya dikontraskan dengan proses semacam itu.
Ini adalah teknik yang biasa digunakan pada logam tidak rapuh dengan titik leleh yang sangat tinggi. Metode ini dapat digunakan untuk memperkuat berbagai polimer. Sebaliknya, area pengerjaan dingin dari logam lebih rentan terhadap korosi karena peningkatan konsentrasi dislokasi.
Apa itu Suhu Rekristalisasi?
Suhu di mana butir-butir bebas tegangan baru terbentuk dalam logam dikenal sebagai suhu rekristalisasi .
Efek Kerja Dingin
Pengerjaan dingin digunakan terutama sebagai operasi penyelesaian, mengikuti pembentukan logam dengan pengerjaan panas. Ini juga mengontrol sifat mekanik baja dalam ukuran besar. Ini meningkatkan kekuatan tarik, kekuatan luluh dan kekerasan baja, tetapi menurunkan keuletannya. Peningkatan kekerasan yang dihasilkan dari pengerjaan dingin digambarkan sebagai pengerasan kerja.
Secara umum, pengerjaan dingin menghasilkan efek berikut:
Tekanan internal diatur yang tetap berada di logam kecuali jika dihilangkan dengan perlakuan panas yang tepat.
Terjadi distorsi struktur butir
Kekuatan dan kekerasan logam meningkat tetapi keuletannya menurun.
Permukaan akhir yang halus dihasilkan.
Dimensi suku cadang yang akurat dapat dipertahankan.
Proses Pengerjaan Dingin
Pekerjaan dingin adalah proses bekerja pada suhu yang lebih rendah dari suhu rekristalisasi atau pada suhu kamar.
Stok logam ditempatkan di belakang sepasang dua rol selama proses ini.
Stok logam berada pada suhu kamar atau sedikit di atas suhu kamar tetapi di bawah suhu rekristalisasi ketika melewati roller.
Karena stok logam dilewatkan pada suhu kamar, metode ini umumnya memerlukan gaya kompresi yang tinggi.
Struktur butir logam berubah dan membentuk bentuk baru sebagai akibat dari gaya tekan yang tinggi. Logam rapuh dikerjakan dengan dingin.
Metode Proses Kerja Dingin
metode utama pengerjaan dingin adalah sebagai berikut :-
Penggulungan dingin
Penempaan dingin
Gambar dingin
Bending dingin
Pemintalan dingin
Ekstrusi dingin
Meremas Dingin
Mengintip dingin
Mengukur, membuat koin, hobbing
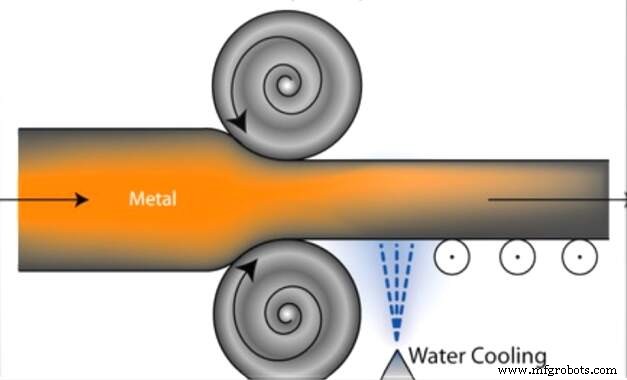
1. Penggulungan Dingin
Batangan dari segala bentuk, batang, lembaran, dan strip biasanya diselesaikan dengan penggulungan dingin . Foil terbuat dari logam yang lebih lunak dengan cara ini. Dua alasan utama untuk logam cold-rolling adalah untuk mendapatkan permukaan akhir yang halus dan cerah dan sifat fisik yang lebih baik. Jika objek hanya untuk memberikan hasil akhir yang bersih dan halus pada logam, hanya diperlukan sedikit penggulungan.
Di sisi lain, di mana diinginkan bahwa kekuatan tarik, kekakuan, dan kekerasan ditingkatkan secara substansial, dan bahwa ketebalan bagian dikurangi secara signifikan, maka diperlukan tekanan gulungan yang lebih tinggi dan pengadukan yang lebih dalam. Cold-rolling juga meningkatkan kemampuan mesin dengan memberikan sifat rapuh, suatu kondisi yang kondusif untuk menghaluskan permukaan pahat dan chip yang rusak dengan baik.
Sebagai langkah awal untuk operasi cold-rolling, lembaran, strip, dll. dari baja canai panas direndam dalam larutan asam untuk menghilangkan kerak dan dicuci dalam air dan kemudian dikeringkan. Baja yang telah dibersihkan dilewatkan berulang kali melalui kumpulan gulungan sehingga menghasilkan sedikit pengurangan pada setiap lintasan sampai ketebalan yang dibutuhkan diperoleh.
2. Penempaan Dingin
Penempaan dingin adalah proses deformasi bahan logam pada suhu kamar menggunakan tekanan yang sangat tinggi. Siput ditempatkan dalam cetakan dan dikompresi dengan mesin pres sampai sesuai dengan bentuk yang diinginkan. Bergantung pada kompleksitas geometrik komponen, beberapa operasi mungkin diperlukan untuk mengubah bentuk logam secara bertahap.
3. Menggambar Dingin
Gambar dingin operasi melibatkan pemaksaan logam melalui die dengan cara gaya tarik diterapkan ke sisi keluar dari die. Sebagian besar disebabkan oleh gaya tekan yang timbul dari reaksi dengan die. Biasanya logam memiliki simetri melingkar, persyaratan mutlak.
Batang, tabung, dan ekstrusi sering diberi operasi cold-finishing untuk mengurangi ukuran, meningkatkan kekuatan, meningkatkan hasil akhir, dan memberikan akurasi yang lebih baik.
4. Pembengkokan Dingin
Menekuk adalah proses di mana panjang lurus diubah menjadi panjang melengkung. Ini adalah salah satu proses pembentukan yang paling banyak digunakan untuk mengubah pelat (atau lembaran) menjadi drum, saluran melengkung, dll. Batang, batang, kabel, tabung dan bentuk struktural serta lembaran logam dibengkokkan ke berbagai bentuk dalam kondisi dingin melalui cetakan.
Dalam semua pembengkokan logam, logam yang tertekan di luar batas elastis adalah dalam gaya tarik di luar dan dalam tekanan di bagian dalam bengkokan. Peregangan logam di luar membuat stok lebih tipis, Membungkuk strip logam yang rata biasanya dilakukan dengan roll forming.
5. Pemintalan Dingin
Pemutaran dingin adalah operasi pembentukan logam yang sangat tipis dengan menekannya ke suatu bentuk saat sedang berputar. Caranya sama persis dengan hot spinning, kecuali kondisi logamnya. Dalam pemintalan dingin, logam bekerja pada suhu kamar.
Peralatan yang diperlukan untuk pemintalan terdiri dari mesin bubut, perkakas pembentuk, dan cetakan logam atau kayu agar sesuai dengan bentuk yang dibutuhkan. Sebuah kosong melingkar dipotong dan diposisikan terhadap mantan oleh seorang pengikut. Alat hidung bundar digunakan dan saat mesin bubut berputar, blanko dipaksa ke bentuk yang pertama.
6. Ekstrusi Dingin
Prinsip ekstrusi dingin persis sama dengan ekstrusi panas. Dari berbagai proses ekstrusi, ekstrusi impak pada dasarnya adalah metode ekstrusi dingin.
6. Ekstrusi Dampak
Ekstrusi dampak terbatas terutama untuk membuat benda kerja kecil dari logam yang lebih ulet. Bahan kerja ditempatkan pada posisinya ke dalam die buta dan ram punch dengan jarak bebas dipaksa ke dalam die, menyebabkan logam mengalir secara plastis di sekitar punch. Diameter luar tabung sama dengan diameter die, dan ketebalannya dikendalikan oleh jarak antara punch dan die. Gaya ekstrusi biasanya disuplai oleh mesin press mekanis. Tabung obat yang dapat dilipat dan tabung pasta gigi dibuat dengan cara ini.
7. Perasan Dingin
Peras dingin adalah operasi pemerasan yang dilakukan pada suhu jauh di bawah titik leleh untuk menyelesaikan permukaan benda kerja guna meningkatkan akurasi dimensi dan penyelesaian permukaan.
Meremas adalah cara cepat dan banyak digunakan untuk membentuk logam ulet. Dari berbagai proses pemerasan, cold heading dan rotary swaging sangat umum terjadi.
Judul dingin :- Pos dingin adalah proses penempaan dingin, yang digunakan terutama untuk pembuatan baut, sekrup, paku keling, paku, dan barang serupa.
Swaging Rotary :- Rotary swaging adalah proses yang digunakan untuk mengurangi luas penampang batang dan tabung. Swaging sering diterima sebagai operasi penempaan dingin, karena pembentukan logam terjadi di bawah pukulan palu bagian die. Mesin swaging sebagian besar terdiri dari spindel berongga yang membawa bagian die dan roller.
8. Cold Peening
Peening Dingin Metode ini digunakan untuk mengatur keadaan tegangan tekan permukaan superfisial, yang menyebabkan bagian dalam komponen menerima tegangan tarik yang berlawanan. Karena kelelahan umumnya terjadi dari permukaan yang dibebani secara siklis dalam tegangan, masa manfaat komponen struktur tersebut sering diperpanjang dengan shot peening. Metode ini kadang-kadang digunakan untuk mencapai efek ornamen.
Shot peening dilakukan dengan cara meledakkan atau melemparkan hujan tembakan kecil dengan kecepatan tinggi ke benda kerja sehingga menimbulkan sedikit lekukan. Gambar 7.15 menunjukkan aksi shot peenig pada suatu pekerjaan.
9. Ukuran, Coining, dan Hobbing
Bagian dari besi lunak, baja tempa, logam bubuk, aluminium, dan logam nonferrous ulet lainnya biasanya diselesaikan hingga ketebalannya dengan meremas operasi yang disebut sizing. Sebuah die khusus diperlukan untuk hampir setiap pekerjaan, tetapi setiap bagian dapat diukur dalam waktu yang sangat singkat dari waktu pengerjaan mesin. Dengan demikian, ukuran ekonomis dimanapun berlaku di industri produksi tinggi.
Operasi seperti sizing telah disebut coining, tetapi coining lebih benar-benar melibatkan kesan dan peningkatan gambar atau karakter dari pukulan dan mati ke dalam logam. Logam dibuat mengalir, dan desain di sisi berlawanan dari potongan yang dibuat tidak selalu terkait seperti pada embossing. Uang keras mungkin adalah produk coining yang paling terkenal.
Menyukai atau berhubungan adalah metode pembuatan cetakan untuk industri plastik dan die-casting. Pukulan yang disebut kompor atau hub, dikerjakan dari baja perkakas hingga berbentuk rongga, diberi perlakuan panas untuk kekerasan, dan dipoles. Kemudian ditekan ke dalam kosong baja lunak untuk membentuk cetakan. Keuntungan utama dari metode ini adalah bahwa satu kompor yang diterapkan dengan benar dapat membuat sejumlah rongga dalam satu cetakan atau dalam serangkaian cetakan. Sizing, coining, hobbling, dll, diilustrasikan pada Gambar 7.16
Perbedaan Antara Pengerjaan Panas dan Pengerjaan Dingin
KERJA PANAS
KERJA DINGIN
1. Teknik deformasi plastis logam di atas suhu rekristalisasinya dikenal sebagai pengerjaan panas.
1. Teknik memperkuat logam melalui deformasi plastis pada suhu di bawah suhu rekristalisasi dikenal sebagai pengerjaan dingin atau pengerasan kerja.
2. Pengerjaan panas dilakukan pada suhu yang lebih tinggi dari suhu rekristalisasi logam.
2. Pengerjaan dingin dilakukan pada suhu yang lebih rendah dari suhu rekristalisasi logam.
3. Tidak ada tegangan dalam atau tegangan sisa pada logam saat dilakukan pengerjaan panas.
3. Ketegangan internal dan sisa timbul pada logam selama pengerjaan dingin.
4. Dalam pengerjaan panas, logam dideformasi dan dipulihkan pada saat yang bersamaan.
4. Dalam pengerjaan dingin, tidak ada pemulihan logam yang signifikan.
5. Pengerjaan panas dapat digunakan untuk menghilangkan retakan atau pori-pori.
5. Pengerjaan dingin menyebabkan retakan berkembang biak dan retakan baru muncul.
6. Setelah pengerjaan panas, homogenitas logam sangat tinggi.
6. Setelah pengerjaan dingin, homogenitas logam menjadi rendah.
Keuntungan Kerja Dingin
Prosedur pengerjaan dingin menghasilkan permukaan akhir yang halus.
Ini menghasilkan dimensi bagian yang akurat.
Ini meningkatkan kekuatan dan kekerasan logam sekaligus mengurangi keuletannya.
Karena prosedur ini dilakukan tanpa menggunakan panas, tidak ada oksida yang terbentuk di permukaan, sehingga menghasilkan permukaan yang halus.
Metode ini terutama digunakan untuk produksi massal.
Cacat dalam proses ini mudah dideteksi dan diperbaiki.
Karena kekuatan tarik, titik luluh, dan keuletan ditingkatkan, ketahanan karat berkurang
Mencegah kehilangan logam akibat korosi.
Tidak perlu memanaskan logam.
Menghemat uang karena tidak memerlukan pemanas.
Terjadi pengerasan regangan.
Kerugian Kerja Dingin
Pengerjaan dingin membutuhkan permukaan yang bersih dan halus.
Logam rapuh tidak dapat dikerjakan dingin dengan baik.
Dibutuhkan lebih banyak tenaga untuk memulai dan menyelesaikan pekerjaan.
Ini membutuhkan mesin yang lebih kuat.
Jumlah deformasi maksimum yang dapat diberikan dibatasi oleh kemampuan tekan dan palu karena kekuatan luluh yang lebih tinggi dan keuletan yang rendah.
Aplikasi Kerja Dingin
1. Pengerjaan dingin digunakan untuk membuat berbagai produk dalam industri seperti lembaran datar besar, tabung logam, kepala sekrup, sambungan paku keling, dan banyak lagi.
2. Ini digunakan dalam berbagai industri, termasuk penerbangan, besi dan baja, mobil, dan sebagainya.
3. Ini paling sering digunakan dengan logam ulet.
4. Proses ini juga digunakan setelah pengerjaan logam panas karena memberikan hasil akhir yang halus dan kekuatan.
5. Berbagai produk diproduksi melalui penggunaan berbagai metode pengerjaan dingin seperti sheering, cold rolling, dan cold extrusion.
Apa Tujuan Pekerjaan Dingin ?
Pengerjaan dingin mengacu pada proses penguatan logam dengan mengubah bentuknya tanpa menggunakan panas. Menahan logam pada tekanan mekanis ini menyebabkan perubahan permanen pada struktur kristal logam, yang menyebabkan peningkatan kekuatan.
Ini memperkuat bahan melalui proses yang disebut pengerasan regangan (atau pengerasan kerja). Ini adalah saat logam ulet menjadi lebih keras dan lebih kuat karena terdeformasi secara plastis. Biaya penguatan ini adalah pengurangan keuletan.
Pertanyaan Umum
Pengerjaan dingin logam meningkat
1. Kekuatan hasil 2. Kekuatan tarik 3. Kekerasan 4. Semua hal di atas
Jawaban yang Benar adalah 4. Semua di atas
Penjelasan :- Pengerasan kerja adalah yang terjadi dalam proses pengerjaan logam yang dengan sengaja menyebabkan deformasi plastis untuk menuntut perubahan bentuk. Proses ini dikenal sebagai proses pengerjaan dingin atau pembentukan dingin. Pengerjaan dingin logam meningkatkan kekerasan, kekuatan luluh, dan kekuatan tarik
Apa kerja dingin meningkat
1. keuletan 2. Kekuatan dampak 3. Persentase perpanjangan 4. Kekuatan kelelahan
Jawaban yang Benar adalah 4. Kekuatan kelelahan
Sebagian besar waktu pembentukan dingin dilakukan pada suhu kamar dan bahan yang digunakan adalah Baja karbon rendah dan menengah, baja paduan rendah, tembaga dan paduan ringan, Titanium dan berilium.
Pengerjaan baja dingin didefinisikan sebagai pengerjaan
1. Pada suhu rekristalisasi 2. Di atas suhu rekristalisasi 3. Di bawah suhu rekristalisasi 4. Pada dua pertiga dari suhu leleh logam
Jawaban: Opsi 3
Manakah dari berikut ini yang tidak diperbaiki dengan pengerjaan dingin logam?
1. Kekerasan 2. Ketangguhan 3. Permukaan akhir 4. Ketahanan korosi
Jawaban : 4. Ketahanan korosi
Pengerjaan dingin logam dilakukan pada
1. Di bawah suhu kristalisasi ulang 2. Di bawah suhu kristalisasi ulang 3. Suhu kristalisasi ulang 4. Salah satu di atas