Apa itu Pemrograman G-Code?

Pemrograman adalah keterampilan dasar untuk semua jenis pemesinan CNC, meskipun otomatisasi dan teknologi baru tampaknya menggantikan tugas pemrograman. Setiap masinis masih perlu memahami cara kerja program dan alat mereka. Baik Anda baru mengenal pemrograman CNC dan bahasanya yang paling umum, kode-G, atau Anda telah menulis kode dengan awal selama bertahun-tahun, kode CNC masih terasa seperti bahasa asing. Dan untuk memperburuk keadaan, setiap mesin berbicara dengan dialek berbeda yang harus Anda pahami. Apakah Anda mengerti apa yang mereka katakan? Berikut adalah dasar-dasar pemrograman kode G yang perlu Anda ketahui untuk memahami dan menulis program secara efisien yang menghasilkan produk berkualitas tinggi.
Apa itu G-code?
G-code adalah bahasa pemrograman untuk CNC yang menginstruksikan mesin ke mana dan bagaimana bergerak. Sebagian besar mesin berbicara dengan "dialek" kode-G yang berbeda, sehingga kodenya bervariasi tergantung pada jenis, merek, dan modelnya. Setiap mesin dilengkapi dengan instruksi manual yang menunjukkan kode mesin tertentu untuk fungsi tertentu.
Kode-G adalah singkatan dari “kode geometris”, dan mengikuti beberapa variasi pola numerik alfa:
N## G## X## Y## Z## F## S## T## M##
N:Nomor baris
G:Gerak
X:Posisi horizontal
Y:Posisi vertikal
Z:Kedalaman
F:Tingkat umpan
S:Kecepatan spindel
T:Pemilihan alat
M:Fungsi lain-lain
I dan J:Pusat inkremental dari busur
R:Jari-jari busur
Kode numerik alfa digunakan untuk pemrograman kode-G karena merupakan cara sederhana untuk:
- Mendefinisikan gerak dan fungsi (G##)
- Deklarasikan posisi (X## Y## Z##)
- Tetapkan nilai (F## dan/atau S##)
- Pilih item (T##)
- Mengaktifkan dan menonaktifkan sesuatu (M##), seperti pendingin, spindel, gerakan pengindeksan, kunci sumbu, dll.
Misalnya,
G01 X1 Y1 F20 T01 M03 S500
umumnya akan menunjukkan pergerakan umpan linier (G01) ke posisi XY yang diberikan pada laju umpan 20. Ini menggunakan Alat 1, dan kecepatan spindel adalah 500. Fungsi lain-lain akan bervariasi dari mesin ke mesin, jadi untuk mengetahui apa m-code berarti, instruksi manual mesin perlu dirujuk.
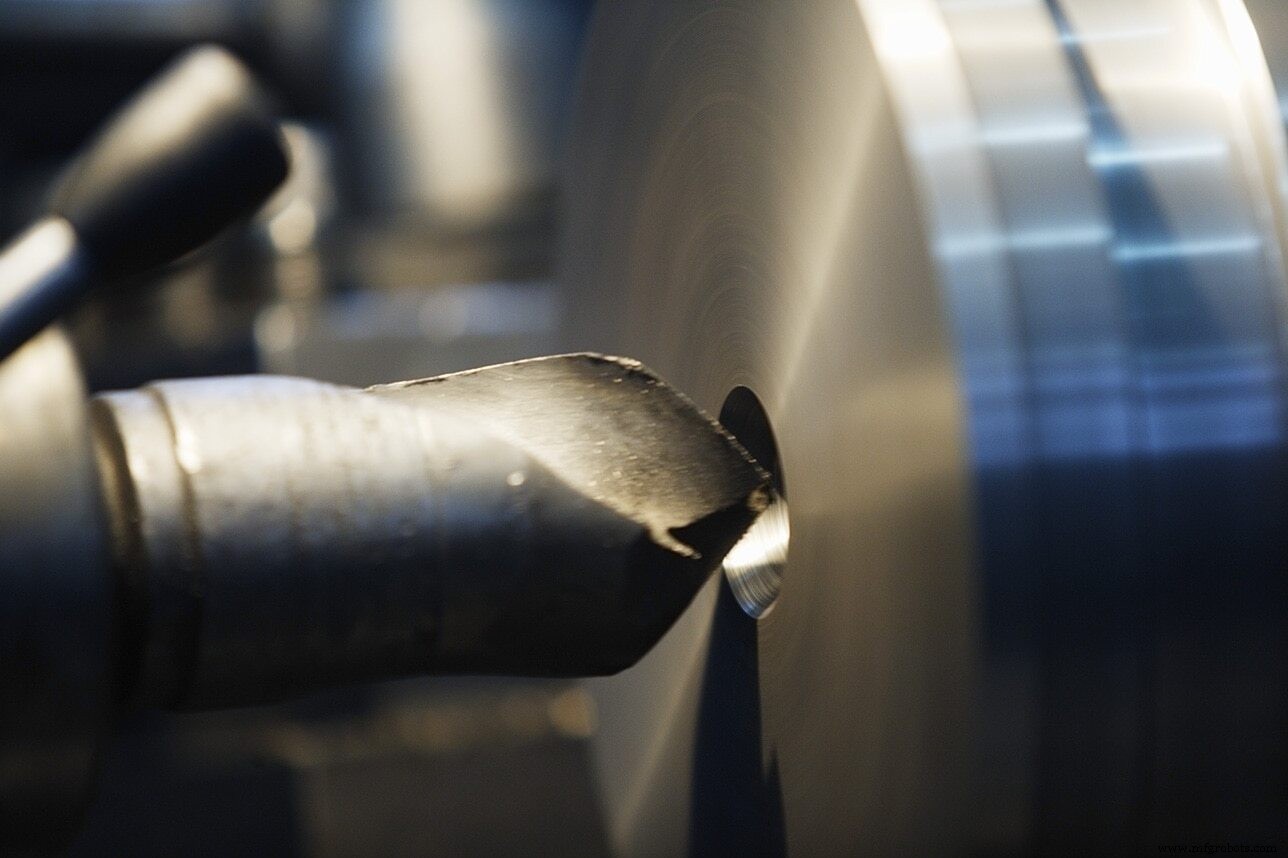
Gerakan Mesin
Segala sesuatu yang dapat dilakukan mesin didasarkan pada tiga jenis gerakan dasar:
- Pergerakan cepat:perpindahan linier ke posisi XYZ secepat mungkin
- Pergerakan umpan:perpindahan linier ke posisi XYZ pada kecepatan umpan yang ditentukan
- Gerakan melingkar:gerakan melingkar pada kecepatan umpan yang ditentukan
Setiap kode-G memberi tahu mesin variasi gerakan dasar mana yang harus dilakukan, dan bagaimana melakukannya.
X dan Y adalah koordinat Cartesian untuk posisi horizontal dan vertikal, dan Z mewakili kedalaman mesin. Angka alfa ini akan mengikuti perintah gerak/fungsi (G) untuk menyatakan posisi mesin.
Selanjutnya, F menentukan laju umpan (untuk gerakan umpan atau gerakan melingkar), sedangkan S menentukan kecepatan spindel. T digunakan untuk memilih alat. Angka alfa lain yang digunakan dalam pemrograman mungkin termasuk I, J, dan R, yang berkaitan dengan pusat busur dan jari-jari.
Kode Lain-lain
Baris dari sebuah program mungkin juga termasuk m-codes, yang umumnya merupakan kode yang memberitahu mesin bagaimana melakukan suatu tindakan. Meskipun tidak dijamin sama di seluruh mesin, beberapa kode-m standar yang umum adalah:
- M00:Program berhenti
- M01:Program opsional berhenti
- M02:Akhir program
- M03:Putar searah jarum jam
- M04:Putar berlawanan arah jarum jam
- M05:Penghenti spindel
- M06:Perubahan alat
- M08:Pendingin banjir menyala
- M09:Pendingin banjir mati
- M30:Akhir program/kembali ke awal
- M41:Kisaran gigi rendah spindel
- M42:Kisaran gigi tinggi spindel
Modalitas
Sama seperti lampu akan tetap menyala sampai dimatikan, fungsi kode-G (pada pengontrol yang mendukung modalitas) akan tetap aktif sampai dinonaktifkan oleh kode lain. Dengan kata lain, hanya satu fungsi yang dapat aktif pada waktu tertentu. Untuk menonaktifkan suatu fungsi, cukup pilih fungsi baru.
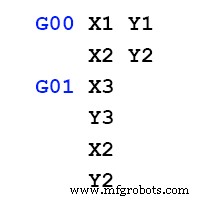
Misalnya, katakanlah sebuah kode dimulai dengan gerakan cepat linier di X1 Y1 (G00 X1 Y1). Jika fungsi berikutnya adalah gerakan cepat linier lainnya, tidak perlu menulis G00 lagi. Yang diperlukan pada baris kode berikutnya adalah posisi baru (katakanlah, X2 Y2) karena kondisi modalnya sama. Kemudian, untuk mengubah fungsi menjadi umpan linier (G01), memprogram G01 pada baris berikut akan menonaktifkan gerak cepat linier dan mengaktifkan umpan linier.
Setelah suatu kondisi disetel, kondisi tersebut akan tetap aktif hingga kondisi tersebut dimatikan atau kondisi lain menimpanya.
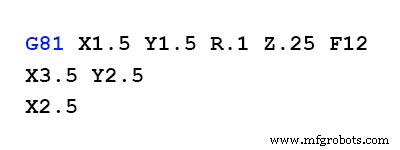
Siklus Kalengan
Siklus kalengan adalah semacam kondisi modal yang menggabungkan semua gerakan untuk menyelesaikan tugas umum menjadi satu kode.
Misalnya, seringkali G81 adalah kode untuk fungsi pengeboran dasar. Dalam hal pengeboran dasar, pahat harus 1) dipindahkan ke titik awal lokasi lubang, 2) cepat ke bidang pembersihan, 3) diumpankan ke kedalaman, dan 4) cepat keluar. Itu akan menjadi empat baris kode dalam program yang harus diulang untuk setiap posisi bor baru! Dengan siklus kalengan G81, hanya lokasi lubang yang perlu ditentukan setelah aktivasi. Siklus kalengan seperti G81 secara signifikan mengurangi jumlah kode dengan menggabungkan beberapa gerakan menjadi satu kode.
Dalam kode-G, beberapa siklus kalengan umum lainnya ada untuk pengeboran peck, counter boring, dan tapping.
Grup Kode Modal
Grup kode modal memungkinkan ada beberapa kode dalam satu baris, tetapi hanya boleh ada satu kode dari setiap grup dalam satu baris. Ini karena kode dalam grup akan saling menimpa.
Grup modal untuk kode-G adalah:
- Grup 1 (gerakan):G00, G01, G02, G03, G80, G81, G82, G84, G85, G86, G87, G88, G89
- Grup 2 (pemilihan bidang – XY, YZ, ZX):G17, G18, G19
- Grup 3 (mode absolut/tambahan):G90, G91
- Grup 5 (mode kecepatan umpan):G93, G94
- Grup 6 (satuan – inci/milimeter):G20, G21
- Grup 7 (kompensasi radius pemotong – CRC):G40, G41, G42
- Grup 8 (offset panjang pahat – TLO):G43, G49
- Grup 10 (mode kembali dalam siklus kalengan):G98, G99
- Grup 12 (pemilihan sistem koordinat kerja – WCSS):G54, G55, G56, G57, G58, G59)
Postprocessors
Postprocessor adalah penerjemah yang menerjemahkan gambar yang dihitung dari jalur alat di layar komputer Anda ke dalam bahasa untuk kontrol mesin. Anda dapat membuat postprocessor dengan mencari contoh program yang sesuai dengan mesin Anda dan kemudian mengubah program agar sesuai dengan mesin Anda.
Tips Pemrograman G-code
- Beberapa mesin dan pengontrol mengabaikan spasi. G01 X1 Y1 Z1 mungkin memiliki arti yang sama dengan G01 X1Y1Z1.
- Sumbu Z positif ke arah atas. Z1 akan memunculkan alat, sedangkan Z-1 akan menurunkan alat.
- Dialek kode-G mesin Anda akan menentukan apakah nol di depan diperlukan (seperti di G01, bukan G1).
- Dialek juga akan menentukan apakah titik desimal selalu diperlukan (mis. G01 X1. Y1. Z0.5)
- Adalah ide yang baik untuk menjalankan program contoh yang disertakan dalam manual mesin Anda sebelum Anda mencoba menjalankan program besar. Seringkali, contoh program tidak berfungsi dan Anda perlu mencatat masalah dan menetapkan tolok ukur Anda sendiri.
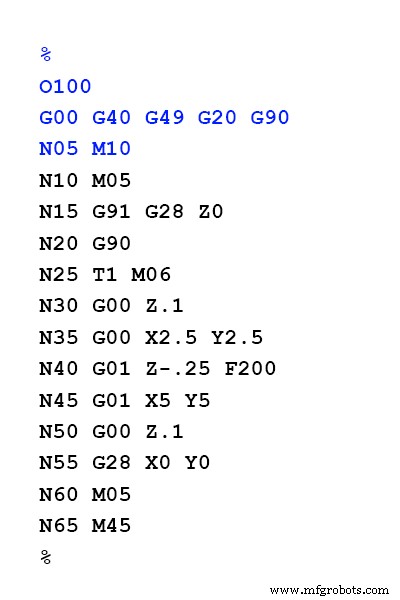
Memulai G-Code
Siap untuk mulai menggunakan G-code untuk memprogram mesin Anda? Mulailah dengan meninjau bagan pengkodean unik mesin Anda. Ingat, setiap mesin sedikit berbeda. Kode Haas untuk suatu fungsi mungkin tidak sama dengan kode Anilam untuk fungsi tersebut. Anda harus tahu kode mana yang digunakan mesin khusus Anda untuk tugas yang Anda inginkan.
Program akan sering dimulai dengan kode inisialisasi (%), diikuti dengan nomor program. Kemudian, akan ada sederet kode keselamatan. Selanjutnya akan ada baris untuk perubahan alat. Ini menempatkan alat yang sesuai di dalam mesin dan mengatur kecepatan yang akan digunakan. Sebagian besar program kemudian akan menjadi gerakan dan pemosisian mesin.
Jika menggunakan penomoran baris, ada baiknya untuk memberi nama setiap baris dengan kelipatan setidaknya lima. Dengan cara ini, jika nanti Anda perlu menambahkan baris kode, baris tersebut akan tetap diberi label secara berurutan.
Setelah selesai memprogram kode-G, Anda biasanya akan mengakhiri program dengan serangkaian fungsi yang menghentikan dan menyetel ulang mesin sehingga siap untuk digunakan di lain waktu.
Jika digunakan dengan benar, kode-G adalah alat yang sangat berharga bagi para ahli mesin CNC, yang memungkinkan Anda memanfaatkan sepenuhnya kemampuan mesin Anda. Solusi CAD/CAM terintegrasi seperti Fusion 360 terus merampingkan proses pengkodean CNC, jadi Anda tidak perlu memprogram bagian dengan tangan menggunakan kode-G. Memproduksi suku cadang berkualitas tinggi tidak pernah secepat ini dengan pemrograman kode-G.



