Mengganti Manufaktur EDM dengan Penggilingan CNC untuk Efisiensi
Baca artikel ini dalam:Deutsch (Jerman)
Banyak proses manufaktur yang berbeda digunakan untuk memproduksi perkakas untuk pembuatan cetakan. Sebagian besar pembuatan cetakan melibatkan penggilingan CNC atau pemrosesan material secara subtraktif. Operasi lain selain penggilingan digunakan, termasuk manufaktur aditif dan operasi EDM.
Produsen saat ini berada di bawah tekanan untuk membuat suku cadang lebih cepat dari sebelumnya. Meskipun pembuatan EDM berlaku dalam banyak kasus, penting untuk mengeksplorasi apakah beberapa casing dapat diganti dengan metode yang lebih cepat, seperti permesinan CNC.
Apa itu EDM?
EDM adalah singkatan dari Electrical Discharge Machining, terkadang disebut sebagai “spark machining” atau “EDM sinking”. Ini adalah tempat arus listrik dilewatkan melalui elektroda dalam media dielektrik. Elektroda dibuat dalam bentuk bahan yang perlu dikeluarkan dari perkakas cetakan. Percikan mengikis material untuk membentuk bentuk akhir yang diinginkan. Lazarenko Brothers mengembangkan EDM sebagai proses di Uni Soviet saat itu selama Perang Dunia II.
Elektroda biasanya terbuat dari grafit karbon. Namun, tembaga, kuningan, paduan tembaga, dan bahan lainnya dapat digunakan sebagai elektroda. Elektroda umumnya perlu dibuat sebelum dapat digunakan dalam mesin EDM.

Kasus penggunaan untuk EDM
Ada beberapa keuntungan yang dirasakan sejak lama menggunakan pemesinan EDM, termasuk:
Sudut dalam yang tajam
Ini adalah salah satu keuntungan terbesar manufaktur EDM:menciptakan sudut internal yang tajam yang membutuhkan perkakas CNC berdiameter kecil atau tidak mungkin dilakukan pada pabrik CNC.
Area cetakan yang dalam
Proses EDM sering digunakan sebagai pengganti penggilingan CNC karena tidak mungkin mendapatkan pahat yang cukup dalam untuk menggiling bentuk yang benar.
Geometri yang sangat kompleks
Kebijaksanaan konvensional adalah bahwa bentuk kompleks lebih mudah didapat melalui pembuatan EDM.
Pemesinan rusuk
Iga dalam cetakan biasanya tipis dan bisa sangat dalam. Operasi EDM sering terjadi di area tertentu.
Operasi tanpa pengawasan
Di masa lalu, toko lebih cenderung menjalankan mesin pemberat EDM tanpa pengawasan, daripada pabrik CNC.
Di mana permukaan akhir EDM ditentukan
Hasil akhir dari operasi EDM konsisten, tanpa pemesinan scallop atau pola pusaran. Terkadang hasil akhir ini ditentukan sebagai bagian dari bagian.
Kerugian Menggunakan EDM
Tempat di mana Anda tidak dapat menggunakan EDM adalah di area HAZ, atau Zona Terkena Panas. Ini adalah zona, mungkin area las, di mana panas dari operasi EDM akan menyebabkan lebih banyak masalah daripada penyelesaiannya.
Karena toleransi tumpukan elektroda dan holder, ditambah tidak mengetahui ukuran pasti dari percikan listrik, area yang membutuhkan presisi tinggi seringkali tidak cocok untuk EDM .
EDM Lambat
Kerugian terbesar menggunakan EDM adalah prosesnya lama. Pertama, Anda perlu menggunakan pabrik CNC untuk menggiling elektroda. Seringkali Anda perlu menggiling beberapa elektroda untuk satu operasi EDM karena mereka juga terkikis, dan dapat membawa beberapa elektroda ke satu area EDM. Kemudian Anda memiliki proses EDM, yang memiliki tingkat penghilangan logam lebih lambat daripada penggilingan.
Tidak hanya proses EDM lebih lambat, tetapi Anda masih perlu menggunakan mesin CNC untuk menggiling satu atau lebih elektroda sebelum Anda dapat menggunakan mesin EDM. Selain itu, elektroda grafit penggilingan menciptakan banyak debu. Tanpa pabrik CNC khusus, dengan sistem vakum kelas atas, untuk debu grafit, Anda memiliki waktu henti mesin setiap kali Anda beralih dari penggilingan logam ke karbon hanya untuk pembersihan.
Jika EDM adalah bagian dari proses manufaktur Anda dan ingin meningkatkan output agar tetap kompetitif, mengganti sebanyak mungkin pekerjaan EDM dengan permesinan CNC adalah salah satu cara untuk melakukannya .
Meskipun mungkin tidak banyak yang dapat dilakukan penggilingan CNC di dalam sudut tajam, ada teknologi perangkat keras dan perangkat lunak yang lebih baru yang mengurangi keunggulan lain yang pernah ditawarkan EDM .
Area Dalam Penggilingan
Menggunakan elektroda dan proses EDM adalah umum untuk area cetakan yang dalam, tetapi pertumbuhan pabrik CNC 5-sumbu ke komunitas pembuat cetakan telah mengubah ini paradigma. Selama pembuatan cetakan, sebagian besar mesin 5-sumbu beroperasi dalam operasi sumbu 3+2, bukan pemesinan 5-sumbu simultan penuh.
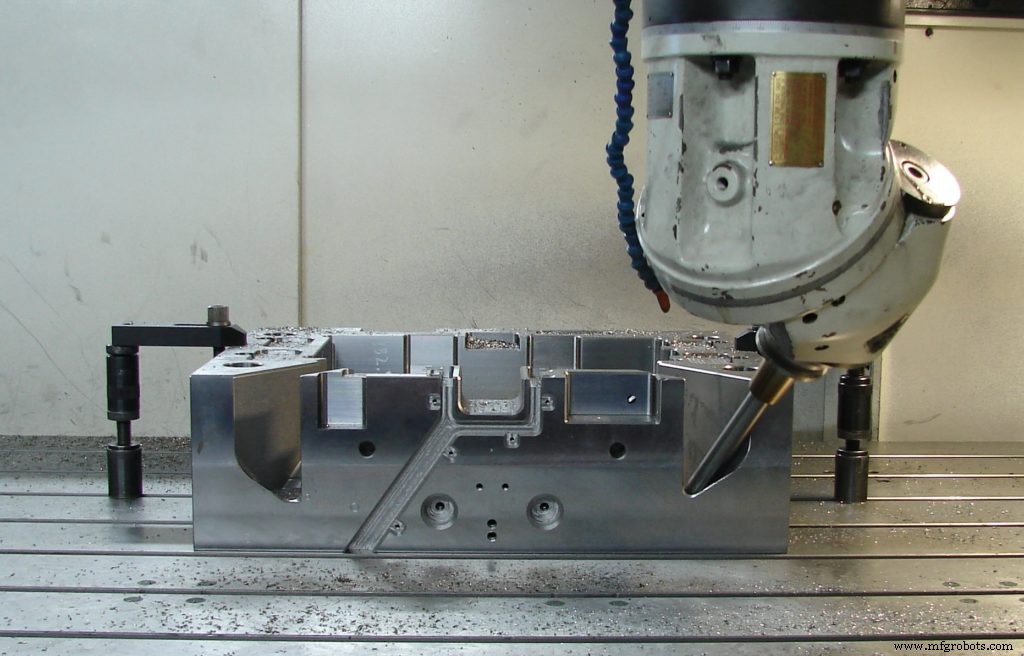
Operator dan pemrogram dapat memutar sumbu pahat ke sesuatu selain lurus ke atas di Z dan area dalam alat berat tanpa memerlukan operasi EDM. Untungnya, perangkat lunak CAD/CAM modern seperti Fusion 360 telah meningkatkan dan menyederhanakan kemampuan pemesinan multi-sumbu, sama seperti mesin itu sendiri yang telah ditingkatkan. Memanfaatkan Fusion 360 dapat mengurangi waktu tunggu dan membantu Anda mengeluarkan suku cadang dengan lebih cepat.
Berhasil menggiling area dalam dengan pemesinan 3+2 atau 5-sumbu memerlukan penghindaran tabrakan dan simulasi pahat dan pemegang pahat, poros, dan bagian lain dari mesin yang berpotensi bertabrakan dengan bagian yang sedang digiling. Langkah ini biasanya dilakukan dalam sistem CAM seperti Fusion 360 atau melalui simulasi pihak ketiga dan paket perangkat lunak verifikasi seperti CAMplete.
Pemesinan Tulangan
Menggiling rusuk di dalam cetakan bisa jadi sulit, karena memerlukan perkakas dengan rasio LD (panjang ke diameter) yang besar. Alat-alat ini lebih tepat untuk membelokkan, bergetar atau pecah. Selain itu, evakuasi chip di dalam rib menjadi pertimbangan penting.
Meskipun kesulitan, penggilingan rusuk bisa jauh lebih cepat daripada menggunakan EDM untuk membuatnya. Sistem CAM khusus yang mencakup fungsi khusus untuk pemesinan rusuk membuat pekerjaan memprogramnya lebih mudah. Program-program ini dapat turun di sepanjang sumbu pahat atau berubah atau mengikuti kontur rusuk. Dalam kedua kasus tersebut, kedalaman pemotongan aksial yang kecil memungkinkan penggilingan tulang rusuk yang aman.
Dalam hal apa yang dibutuhkan di sisi CNC, perkakas biasanya menggunakan penahan panas menyusut untuk kekakuan, dan pemotong yang digunakan akan memungkinkan evakuasi chip yang baik, dengan banjir atau udara yang kuat untuk membantu mengevakuasi serpihan.
Geometri Kompleks
Geometri kompleks pernah digunakan secara umum untuk proses EDM, tetapi banyak yang dapat diganti dengan pemesinan. Ini karena peningkatan di semua bidang permesinan CNC:
- Shrink fit tool holder dan teknologi tooling lainnya menawarkan kekakuan yang lebih
- Mesin penggilingan lebih halus dengan kemampuan Pemesinan Berkecepatan Tinggi bawaan dan operasi perataan.
- Perangkat lunak pemrograman CAM seperti Fusion 360 memiliki lebih banyak opsi dan metode pemrograman, termasuk pemesinan istirahat otomatis, untuk menggiling bentuk yang rumit.
Pemesinan Tanpa Pengawasan
Meskipun tampaknya menakutkan untuk menjalankan mesin 5-sumbu yang mahal tanpa pengawasan, inilah yang dilakukan oleh banyak toko canggih untuk meningkatkan efisiensi dan meningkatkan waktu kerja pabrik. Tentu saja, semakin banyak mesin waktu berjalan, semakin cepat suku cadang keluar dari pintu dan semakin banyak bisnis yang bisa Anda menangkan.
Perangkat lunak simulasi yang disebutkan sebelumnya untuk pemesinan multi-sumbu juga dapat memverifikasi bahwa program bebas benturan dan dapat dijalankan tanpa pengawasan. Algoritme dapat secara otomatis mengganti alat pemotong dengan yang baru setelah sejumlah penggunaan tertentu, memungkinkan waktu pengoperasian yang lebih lama tanpa pengawasan. Ini sangat berguna untuk sebagian besar.
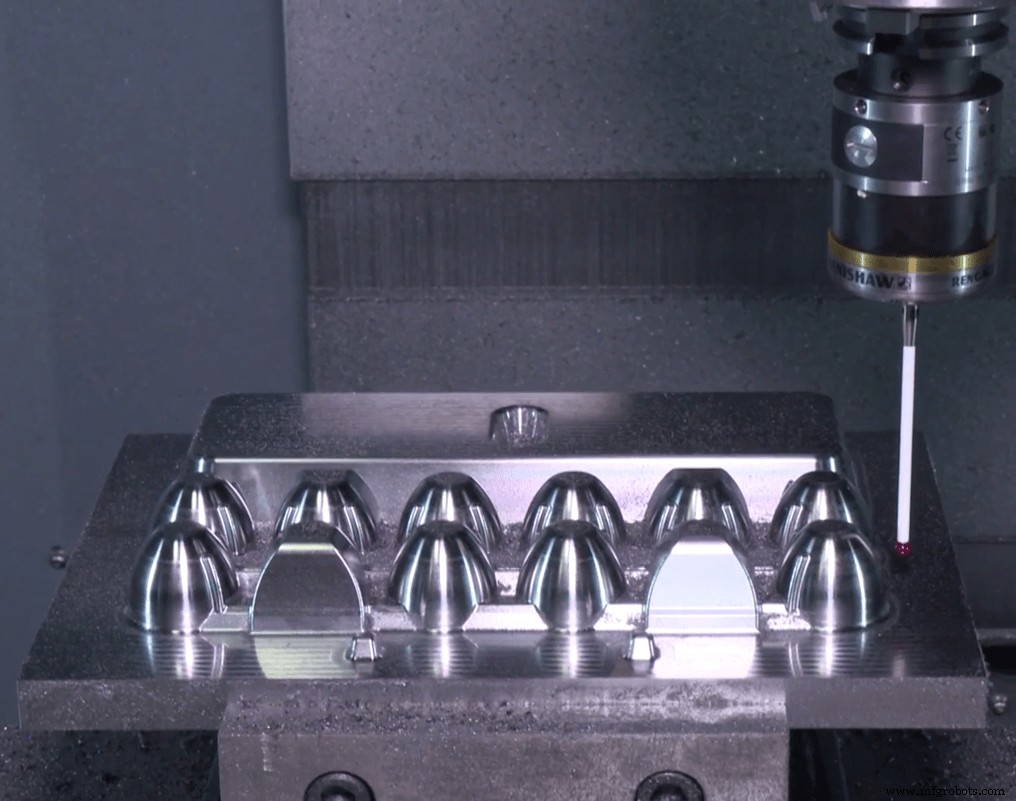
Inspeksi juga merupakan bagian penting dari pemesinan tanpa pengawasan. Fusion 360 mencakup operasi pemeriksaan dalam proses yang terintegrasi sehingga fitur utama dapat diperiksa untuk mengetahui ukurannya sehingga suku cadang berikutnya tetap dalam toleransi bahkan saat alat ini aus. Operasi lain menghentikan alat berat jika suatu fitur ditemukan di luar toleransi dalam ukuran atau posisi. Ini mencegah kesalahan fatal yang dapat mengganggu produksi.
Beralih ke Penggilingan CNC
Operasi penggilingan dalam pembuatan cetakan menawarkan tingkat pelepasan yang lebih cepat daripada operasi EDM. Beralih dari proses EDM dapat membantu Anda mengurangi waktu pengiriman dan meningkatkan hasil. Kemajuan dalam penahan pahat, mesin 5-sumbu, dan perangkat lunak pemrograman CAM seperti Fusion 360 memungkinkan penggantian banyak operasi EDM dengan operasi penggilingan CNC.
Apakah Anda siap untuk beralih dari manufaktur EDM ke penggilingan CNC? Pelajari lebih lanjut tentang cara memaksimalkan mesin Anda dengan Fusion 360.



