Masalah Apa yang Harus Diperhatikan Dalam Proses Penggilingan CNC?
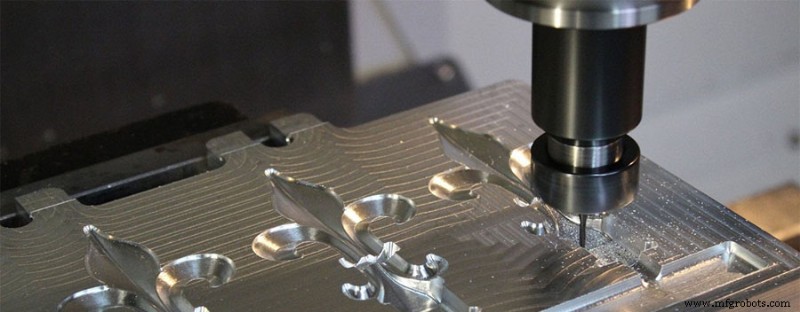
Penggilingan muka, penggilingan bahu, penggilingan profil, penggilingan rongga, penggilingan slot, penggilingan balik, penggilingan ulir, penggilingan terjun, penggilingan ramp dan penggilingan interpolasi busur dapat diselesaikan di pusat permesinan. Dalam beberapa tahun terakhir, penerapan pusat permesinan telah meningkat. Dan penggilingan adalah metode pemrosesan yang paling umum untuk pusat permesinan. Saat memilih konten penggilingan CNC, keunggulan dan peran kunci mesin penggilingan CNC harus dimanfaatkan sepenuhnya. Berikut ini secara singkat memperkenalkan masalah yang perlu diperhatikan dalam proses penggilingan.
1. C hoice O f P menyakitkan D arah
Dalam proses penggilingan, benda kerja dapat diumpankan sepanjang atau relatif terhadap arah putaran pahat, yang akan mempengaruhi karakteristik awal dan akhir pemotongan. Terlepas dari persyaratan peralatan mesin, perlengkapan dan benda kerja, penggilingan bawah adalah metode yang lebih disukai. Namun, jika pahat didorong ke dalam benda kerja, laju umpan akan meningkat secara tidak teratur, yang akan menyebabkan ketebalan pemotongan menjadi terlalu besar dan menyebabkan pahat runtuh. Dalam aplikasi tersebut, penggilingan up-cut harus dipilih. Selain itu, jika kelonggaran pemesinan sangat berubah, akan lebih menguntungkan jika memilih up-milling.
2. Alat D diameter A dan P posisi
Pemilihan diameter milling cutter biasanya didasarkan pada lebar benda kerja dan daya efektif alat mesin. Terutama saat melakukan face milling, lebar milling benda kerja akan langsung menentukan penentuan diameter milling cutter, karena membantu memastikan pembentukan chip yang baik dan beban cutting edge yang tepat. Idealnya, posisi pemotong frais harus selalu sedikit di tengah, karena potongan yang dibentuk oleh setiap bilah saat ini sangat kecil, dan masuk dan keluarnya bilah kondusif untuk pembentukan chip dan mencegah beban benturan.
Tetapi jika pahat benar-benar diposisikan ke tengah, ketika ujung tombak masuk atau keluar dari sayatan, gaya radial rata-rata akan terus berubah arah, poros pahat mesin akan bergetar, dan bilah dapat patah, menghasilkan kualitas permukaan yang buruk. . . Posisi pemotong frais relatif terhadap benda kerja, pahat pemotong, dan kontak dengan gigi pemotong semuanya merupakan faktor yang sangat penting untuk keberhasilan penyelesaian proses.
3. Masuk A dan E keluar C kondisi
(1) Setiap kali pisau pemotong frais memasuki sayatan, ujung tombak mungkin terpengaruh oleh beban benturan. Ini tergantung pada penampang chip, material benda kerja, dan jenis chip. Untuk proses penggilingan, sangat penting bahwa jenis kontak awal dan akhir antara ujung tombak dan bahan benda kerja sesuai. Selain itu, posisi pahat yang akurat juga penting untuk masuk dan keluar dari mata potong.
(2) Lebar benda kerja lebih besar atau sama dengan diameter pemotong frais
Dalam hal ini, garis tengah pahat benar-benar berada di luar lebar benda kerja, dan ujung pahat terluar akan sangat terpengaruh saat bilah memotong. Ini berarti bahwa bagian pahat yang paling sensitif rentan terhadap beban dampak awal. Bilah juga akan meninggalkan sayatan dan hanya menjaga kontak ujung, yang berarti bahwa gaya potong akan diterapkan sepenuhnya ke ujung terluar dari bilah dan akan tetap ada sampai bilah tiba-tiba meninggalkan benda kerja, ini adalah gaya pembongkaran impak.
(3) Diameter pemotong frais sedikit lebih besar dari lebar benda kerja
Dalam hal ini, garis tengah pahat dan tepi benda kerja berada pada garis lurus yang sama. Saat ketebalan chip mencapai maksimum, blade akan meninggalkan potongan, dan beban benturan akan sangat tinggi saat blade memotong dan memotong.

4 B dia A keuntungan O f B dia P menyakitkan P proses
(1) Dibandingkan dengan pemesinan biasa, waktu pemrosesan dapat dipersingkat, dan efisiensi produksi serta tingkat pemanfaatan peralatan mesin dapat ditingkatkan.
(2) Deformasi termal kecil dari benda kerja, akurasi pemesinan tinggi, kualitas permukaan yang baik, berbagai teknologi pemrosesan, cocok untuk memproses bagian berdinding tipis, kurang kaku, dan mudah mengalami deformasi termal.
(3) Alat pendingin dari alat mesin pemesinan berkecepatan tinggi mengadopsi pendinginan semi-kering kabut minyak, menggunakan minyak pemotong berkecepatan tinggi khusus, dan pasokan minyak pelumas minimum. Lapisan oli tipis terbentuk di permukaan benda kerja, yang dapat sangat meningkatkan kualitas permukaan benda kerja dibandingkan dengan cara tradisional menggunakan pendingin atau pendingin udara.
5 B dia S pemilihan O f H tinggi- S kencing C mengeluarkan O il
(1) Saat memotong tembaga, paduan aluminium dan logam non-ferrous dan logam ringan, gaya potong dan suhu pemotongan tidak tinggi. Anda dapat memilih minyak pemotongan khusus untuk paduan tembaga dan aluminium dengan proporsi bahan anti-aus yang rendah tetapi ketahanan korosi yang baik.
(2) Saat memotong baja paduan, jika volume pemotongan rendah dan kekasaran permukaan kecil, seperti broaching dan pemotongan benang memerlukan minyak pemotongan dengan kinerja tekanan ekstrim yang sangat baik, minyak pemotongan tekanan ekstrim dengan ester asam lemak tersulfurisasi sebagai aditif utama dapat dipilih.
(3) Ketika besi cor dan perunggu adalah bahan rapuh, chipping chip sering terbentuk selama pemotongan, yang mudah mengalir dengan minyak pemotongan dan mengalir ke rel perkakas mesin untuk menyebabkan kerusakan pada bagian-bagiannya. Gunakan minyak potong dengan kinerja pendinginan dan pembersihan yang baik dan lakukan penyaringan yang baik. .
(4) Saat memotong paduan titanium, kinerja tekanan ekstrem dari minyak pemotongan sangat menuntut. Selain itu, perlu dilakukan pengujian menyeluruh terhadap fluiditas dan sifat korosi minyak untuk mencegah penggetasan hidrogen dan masalah tepi yang menumpuk selama proses pemesinan.


