Gaya &Pertimbangan Workholding
Teknisi memiliki sejumlah variabel yang perlu dipertimbangkan saat menyiapkan perangkat untuk operasi pemesinan. Ketika berbicara tentang cnc workholding, ada beberapa perbedaan utama antara memegang bagian duplikat yang ditoleransi secara longgar dengan waktu siklus 10 menit dan memegang bagian khusus yang ditoleransi dengan ketat dengan waktu siklus 10 jam. Menentukan metode mana yang paling cocok untuk pekerjaan pemesinan Anda sangat penting untuk mempertahankan operasi yang efisien.
Perangkat Kerja CNC
Perangkat workholding yang ideal memiliki pengaturan yang mudah diulang. Untuk alasan ini, beberapa mesin memiliki perangkat workholding standar. Vises umumnya digunakan dengan mesin penggilingan sementara chuck atau collet digunakan saat menjalankan mesin bubut. Kadang-kadang, bagian mungkin memerlukan pengaturan workholding cnc yang disesuaikan untuk mengamankan bagian dengan benar selama pemesinan. Perlengkapan dan jig adalah contoh perangkat yang disesuaikan.
Perlengkapan dan Jig
Jig adalah perangkat penahan kerja yang menahan, menopang, dan menempatkan benda kerja dan memandu pahat ke dalam operasi tertentu (biasanya melalui penggunaan satu atau lebih busing). Fixture pada dasarnya adalah jenis perangkat yang sama, tetapi perbedaan utamanya adalah tidak memandu pahat ke dalam operasi yang ditentukan. Perlengkapan biasanya digunakan dalam operasi penggilingan sementara jig umumnya digunakan dalam pengeboran, reaming, tapping dan membosankan. Jig dan perlengkapan lebih presisi dibandingkan dengan perangkat workholding cnc standar, yang mengarah pada toleransi yang lebih ketat. Mereka juga dapat diindeks, memungkinkan mereka untuk mengontrol gerakan alat pemotong serta gerakan benda kerja. Jig dan fixture terdiri dari komponen dasar yang sama:badan fixture, locator, penyangga, dan klem.
4 Badan Perlengkapan
Ada 4 tipe dasar badan perlengkapan:pelat muka, pelat dasar, pelat sudut, dan batu nisan.
Faceplate: Biasanya digunakan dalam operasi bubut, di mana komponen diamankan ke pelat muka dan kemudian dipasang ke spindel.
Pelat dasar: Umum dalam operasi penggilingan dan pengeboran dan dipasang ke meja kerja.
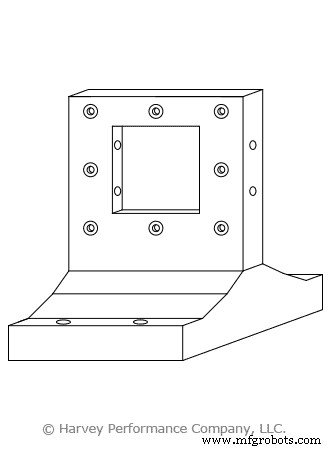
Pelat sudut: Dua pelat tegak lurus satu sama lain tetapi beberapa dapat disesuaikan atau disesuaikan untuk mengubah sudut benda kerja.
Batu nisan :Perlengkapan persegi panjang berorientasi vertikal besar yang mengarahkan benda kerja tegak lurus ke meja kerja. Batu nisan juga memiliki dua sisi untuk menampung banyak bagian.
Pencari Lokasi
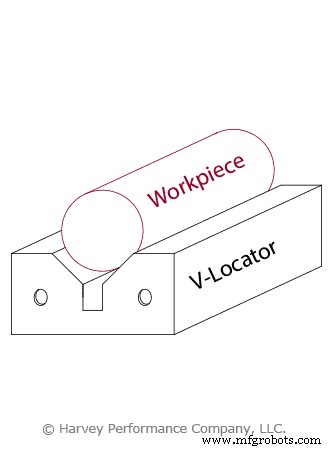
Locator dicirikan oleh empat kriteria:dirakit, integral, tetap, dan dapat disesuaikan. Pencari yang dirakit, dapat dipasang dan dilepas dari perlengkapan, yang bertentangan dengan pencari integral yang dibangun ke dalam perlengkapan. Pencari tetap memungkinkan tidak ada komponen yang bergerak, sementara pencari yang dapat disesuaikan memungkinkan pergerakan melalui penggunaan ulir dan/atau pegas, dan dapat menyesuaikan dengan ukuran benda kerja. Ini dapat digabungkan untuk memberikan rasio kenyamanan perakitan-kekakuan yang sesuai. Misalnya, perlengkapan V-locator adalah kombinasi dari locator yang dirakit dan tetap. Itu dapat diamankan ke perlengkapan tetapi tidak memiliki komponen yang bergerak.
Mendukung
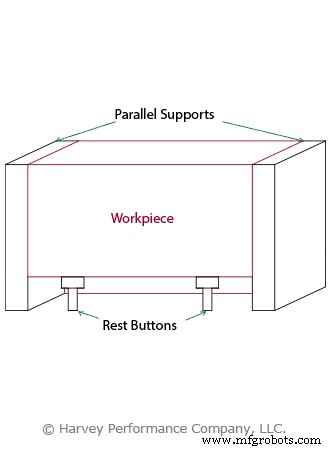
Dukungan melakukan persis seperti namanya, mereka mendukung benda kerja selama proses pemesinan untuk menghindari deformasi benda kerja. Komponen-komponen ini dapat berfungsi ganda sebagai pencari dan juga menjadi tetap, dapat disesuaikan dan integral, atau dirakit. Umumnya, penopang ditempatkan di bawah benda kerja selama pembuatan tetapi ini juga tergantung pada geometri benda kerja, mesin yang dioperasikan dan di mana pahat akan melakukan kontak. Dukungan dapat datang dalam berbagai bentuk dan ukuran. Misalnya, tombol istirahat adalah komponen pendukung yang lebih kecil yang digunakan secara seri baik dari bawah benda kerja atau dari samping. Secara bersamaan, penyangga paralel ditempatkan di kedua sisi bagian untuk memberikan dukungan umum.
Klem
Klem adalah perangkat yang digunakan untuk memperkuat atau menahan sesuatu, dan tersedia dalam berbagai bentuk, ukuran, dan kekuatan. Vises dan chuck memiliki rahang yang dapat digerakkan dan dianggap sebagai klem standar. Salah satu contoh atipikal adalah klem sakelar, yang memiliki pin pivot yang berfungsi sebagai tumpuan untuk sistem tuas. Salah satu jenis yang lebih nyaman adalah sistem power clamping. Ada dua jenis metode penjepitan daya:hidrolik dan pneumatik.
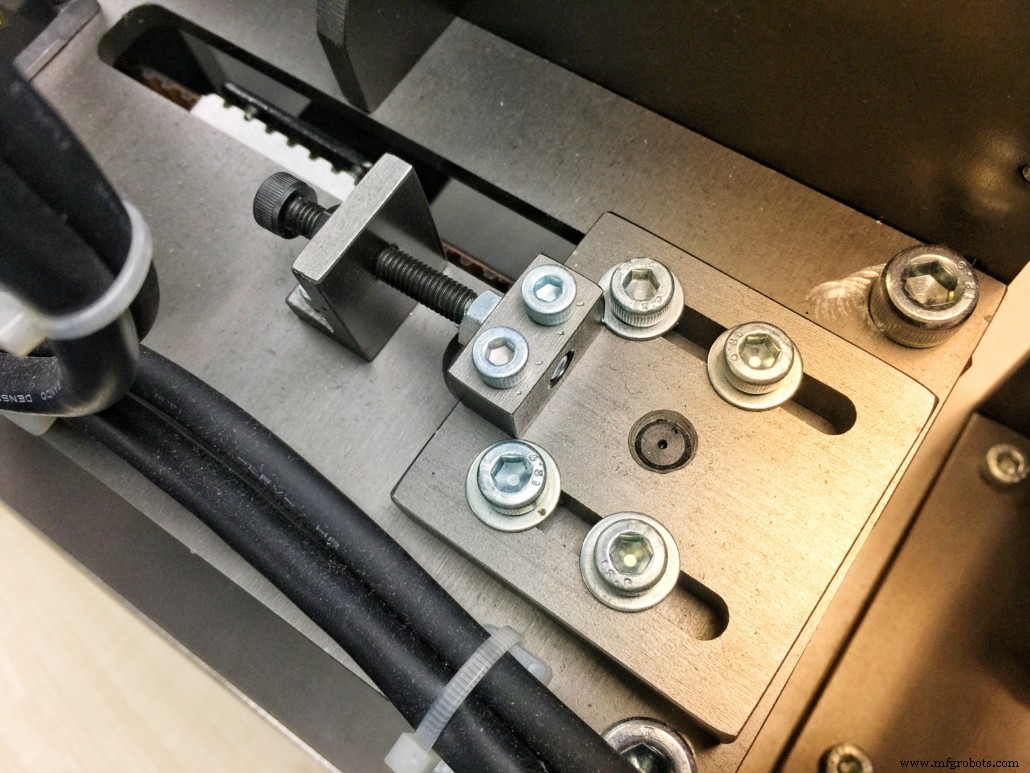
Contoh pengaturan perlengkapan standar.
Sistem Workholding Hidraulik
Sistem Hidraulik menciptakan gaya cengkeraman dengan memperoleh daya dari mengompresi cairan. Jenis klem daya ini umumnya digunakan dengan benda kerja yang lebih besar karena biasanya membutuhkan lebih sedikit ruang dibandingkan dengan klem pneumatik.
Klem pneumatik
Klem pneumatik mencapai kekuatan cengkeramannya dari kekuatan yang diciptakan oleh gas terkompresi (biasanya udara). Sistem ini umumnya lebih besar dan digunakan untuk benda kerja yang lebih kecil yang membutuhkan lebih sedikit ruang di meja kerja. Penjepitan daya menawarkan beberapa keunggulan dibandingkan penjepitan konvensional. Pertama, sistem ini dapat diaktifkan dan dinonaktifkan dengan cepat untuk menghemat waktu pergantian. Kedua, mereka menempatkan tekanan seragam pada bagian, yang membantu mencegah kesalahan dan deformasi. Kerugian signifikan yang ditimbulkannya adalah biaya sistem, tetapi ini dapat dengan cepat diimbangi dengan penghematan waktu produksi.
Pedoman Utama untuk Diikuti
Terakhir, ada beberapa panduan yang harus diikuti saat memilih perlengkapan workholding CNC atau pengaturan jig yang sesuai.
Pastikan Toleransi yang Tepat
Toleransi perangkat workholding yang digunakan harus 20% -50% lebih ketat dibandingkan dengan benda kerja.
Gunakan Lokasi &Bagian Pendukung yang Dapat Diterima
Penempatan dan penopang potongan harus dibuat dari bahan yang dikeraskan untuk mencegah keausan dan memungkinkan untuk beberapa penggunaan tanpa benda kerja yang mereka dukung jatuh di luar toleransi. Penopang dan pencari lokasi juga harus distandarisasi sehingga dapat dengan mudah diganti.
Tempatkan Klem Workholding di Lokasi yang Benar
Klem harus ditempatkan di atas lokasi penopang untuk memungkinkan gaya klem masuk ke penopang tanpa merusak bentuk benda kerja. Klem, locator, dan penyangga juga harus ditempatkan untuk mendistribusikan gaya potong secara merata ke seluruh bagian. Penyiapan harus memungkinkan penjepitan yang mudah dan tidak memerlukan banyak perubahan seiring waktu
Maksimalkan Fleksibilitas Pemesinan
Desain perlengkapan atau jig harus memaksimalkan jumlah operasi yang dapat dilakukan dalam satu orientasi. Selama operasi pemesinan, penyiapan harus kaku dan stabil.
Intinya
Workholding dapat dicapai dalam beberapa cara yang berbeda dan menyelesaikan tugas yang sama dengan berhasil mencengkeram bagian selama operasi pemesinan dengan hasil akhirnya dalam toleransi. Kualitas workholding ini mungkin sangat berbeda karena beberapa pengaturan akan lebih efisien daripada yang lain. Misalnya, tidak ada alasan untuk membuat jig yang rumit untuk membuat celah kecil di tengah bata aluminium persegi panjang; pegangan catok akan bekerja dengan baik. Memaksimalkan efisiensi dan efektivitas penyiapan workholding cnc operator akan meningkatkan produktivitas dengan menghemat penggantian, waktu, serta biaya suku cadang yang dibuang di luar toleransi.


