Siklus Pembalikan G90
Format Siklus Putar G90
Siklus balik G90 disebut dengan banyak nama seperti,
G90 Fixed Cycle, G90 Straight Cutting Cycle, G90 Rough Turning Cycle, G90 Rough Turning Canned Cycle, G90 Box Cycle.
Siklus putaran G90 digunakan untuk putaran sederhana, namun beberapa lintasan dimungkinkan dengan menentukan lokasi sumbu X dari lintasan tambahan.
Terkait: G90 Turning Cycle Fanuc – Kode Contoh Program CNC
Siklus kaleng putaran kasar G90 dapat digunakan untuk
- Belok lurus.
- Operasi yang membosankan.
- Pemotongan lancip.
Pemrograman
G90 X... Z... I...
atau
G90 X... Z... R...
Parameter
| Parameter | Deskripsi |
|---|
| X | Diameter yang akan dipotong. |
| Z | Titik akhir di sumbu z. |
| Q | Sudut pada titik awal. |
| I atau R | Jarak dan arah lancip (nilai Radius). |
Catatan – beberapa kontrol cnc menggunakan “I” untuk taper pada siklus pemotongan lurus G90 dan beberapa kontrol cnc yang lebih baru menggunakan “R” untuk nilai taper.
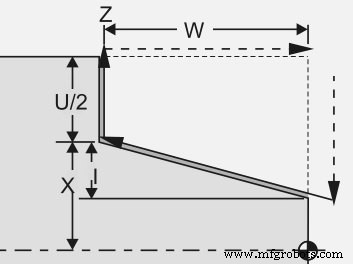
Nilai Tambahan
Anda dapat menggunakan nilai inkremental seperti U dan W, bukan X dan Z dalam siklus balik G90.
G90 U... W...
U – jarak inkremental sumbu x ke target.
W – jarak inkremental sumbu z ke target.
Bekerja/ Operasi
- Ambil alat ke posisi awal.
- Lakukan pemotongan dengan siklus balik G90 dengan memberikan nilai X Z
- Lakukan pemotongan/pemotongan tambahan hanya dengan memberikan nilai sumbu X (penerusan tambahan bersifat opsional)
- Akhiri siklus putar G90 dengan membuat perintah gerakan dengan G00, G01 dll.
Siklus balik G90 memberi kami kemampuan untuk mengontrol setiap kedalaman lintasan.
Contoh Program CNC
G30 U0 W0
G50 S2000 T0100
G96 S200 M03
G00 X56.0 Z2.0 T0101 M08
G90 X51.0 W-32.0 F0.25
X46.0
X41.0
X36.0
X31.0
X30.0
G30 U0 W0
M30
Penjelasan Kode
Seperti yang Anda lihat pada kode program cnc di atas,
Pemotongan pertama dilakukan pada X51
Pemotongan kedua dilakukan pada X46
Pemotongan ketiga dilakukan pada X41
…
Pemotongan terakhir dilakukan pada X30
Pembatalan Siklus Putar G90
Siklus balik G90 adalah kode modal G.
Kode G “Modal” artinya tetap berlaku sampai dibatalkan atau diganti dengan kode G yang kontradiktif.
Ini berarti siklus balik G90 tetap aktif hingga perintah gerakan lain diberikan seperti G00, G01 dll. Seperti pada contoh program cnc di atas kode G90 G dibatalkan dengan kode G30 G.
Sederhananya siklus putar G90 harus diakhiri dengan membuat perintah gerak seperti G00, G01 dll.
Siklus Belok G90 vs Siklus Belok G71
Siklus belok G90 hanya dapat membuat potongan lurus dan lancip, Anda tidak dapat memotong busur apa pun (interpolasi melingkar) dengan siklus belok G90.
Sebaliknya, Siklus Belok G71 memotong lurus, lancip, dan melengkung juga.


