Program Contoh Haas G71
Bubut cnc Haas menggunakan sintaks satu baris dari siklus pengasaran kasar G71.
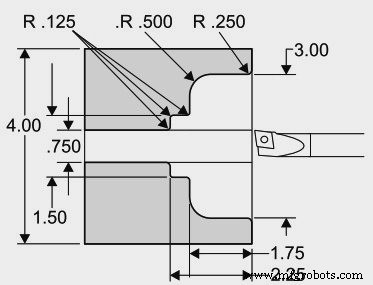
Contoh program cnc ini menunjukkan penggunaan siklus balik G71 untuk pengasaran ID (Pengasaran bagian dalam).
Anda mungkin suka
- Format Satu Baris Siklus Putar Kasar G71
- CNC Fanuc G71 Turning Cycle atau Stock Removal Canned Cycle (Format dua baris)
- Fanuc G70 G71 Contoh Program Rough and Finish Turning Cycle
- Contoh Pemrograman CNC dengan Fanuc G71 Rough Turning Cycle dan G70
Dalam contoh pemrograman cnc di bawah ini
1 – Boring bar digunakan untuk seluruh operasi roughing dengan G71 Rough Turning Cycle.
2 – Batang bor yang sama digunakan untuk pemotongan akhir dengan G70 Finishing Cycle.
Contoh penggunaan Haas G71 untuk I.D. Pengerasan dan Penyelesaian.
Contoh Program Haas CNC
Program Contoh Haas G71
O1136
N1 T101
N2 G97 S2000 M03
N3 G54 G00 X0.7 Z0.1 M08
N4 G71 P5 Q12 U-0.01 W0.005 D0.08 F0.01
N5 G00 X4.5
N6 G01 X3. R.25 F.005
N7 Z-1.75 R.5
N8 X1.5 R.125
N9 Z-2.25 R.125
N10 X.75 R.125
N11 Z-3.
N12 X0.73
N13 G70 P5 Q12
N14 M09
N15 G53 X0
G53 Z0
M30
Penjelasan Program Haas CNC
N1 – Alat 1 Offset 1
N3 – Cepat untuk memulai posisi
N4 – U minus untuk G71 I.D. Roughing
N5 – N5 adalah awal dari geometri jalur bagian yang ditentukan oleh P5 di garis G71
N12 – N12 adalah akhir dari geometri jalur bagian yang ditentukan oleh Q12 di garis G71
N13 – G70 Mendefinisikan lintasan akhir untuk jalur P5 hingga Q12
N15 – Untuk mengirim mesin ke rumah untuk penggantian alat


