Contoh Pemrograman Bubut C-Axis dengan Live Tooling di Haas CNC
Pemrograman Bubut Perkakas Langsung dengan C-Axis
Ini adalah contoh pemrograman bubut perkakas langsung yang menunjukkan penggunaan pahat yang digerakkan (perkakas langsung) dan C-Axis pada mesin bubut cnc Haas.
Untuk pengenalan singkat perkakas langsung dan M-Codes terkait pada mesin bubut cnc Haas, baca
- Definisi Perkakas Langsung Bubut CNC dan Kode M Haas CNC Terkait
- Kode-M Bubut CNC Haas
- G-Codes Bubut CNC Haas
Contoh program cnc ini mengontrol spindel utama dengan perintah C-Axis, tetapi contoh program yang sama yang menggunakan Spindle Orientation M19 dapat ditemukan di sini
Kode Pemrograman Live Tooling Lathe – Spindle Orientation Haas CNC
Contoh Pemrograman Bubut C-Axis
Contoh Pemrograman Bubut C-Axis dengan Live Tooling
O0050
N10 T101
N15 G54
N20 G00 X3.0 Z0.1
N25 G98
N30 M154
N35 C0
N40 M133 P2000
N45 G01 Z-0.5 F40.0
N50 G00 Z0.1
N55 C120
N60 G01 Z-0.5
N65 G00 Z0.1
N70 C240
N75 G01 Z-0.5
N80 G00 Z0.1
N85 M155
N90 M135
Penjelasan Kode CNC
Umpan N25 G98 per menit.
N30 M154 C-Axis Mengaktifkan.
N85 M155 C-Axis Melepaskan.
Kode ini mengaktifkan dan menghidupkan dan mematikan motor sumbu C.
Sumbu C memberikan bi- presisi tinggi gerakan spindel terarah yang sepenuhnya diinterpolasi dengan gerakan X dan/atau Z.
N40 M133 P2000 Hidupkan alat hidup maju 2000 rpm.
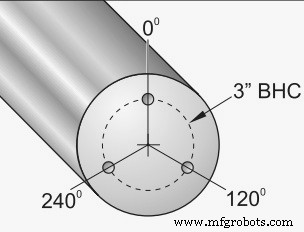
N35 C0
N55 C120
N70 C240
Perintah C-Axis memutar spindel utama 0.120.240 derajat.
Penghentian Drive Alat Langsung N90 M135


