Penjelasan Interpolasi Edaran Mesin Milling CNC HAAS dengan Contoh
Haas CNC Milling Circular Interpolation Penjelasan Pemrograman dengan contoh program cnc, contoh ini menunjukkan bagaimana IJK atau R dapat diberikan dalam program cnc saat memprogram Interpolasi Edaran dengan kode G G02 G03.
Interpolasi Edaran Haas
Mengapa Menggunakan IJK saat R Lebih Mudah Diprogram?
R lebih mudah untuk didefinisikan, meskipun lebih mudah untuk membuat kesalahan dan mendapatkan radius yang salah. Jika R digunakan, dan Anda membuat kesalahan dengan titik awal atau titik akhir, dan mesin masih dapat melakukan radius, dan melakukannya, radius Anda akan salah.
Jika Anda melakukan kesalahan dengan metode I, J , K, mesin akan cenderung berhenti dan memberi Anda alarm sebelum menjalankannya.
Meskipun menggunakan R di G02 atau G03 masih lebih mudah dan metode yang lebih disukai untuk memprogram arc secara manual.
Apa itu R
R adalah jarak dari titik awal ke pusat lingkaran.
Apa itu IJK
“I” =Jarak tambahan dari Titik Awal ke pusat busur di “sumbu X”.
“J” =Jarak tambahan dari Titik Awal ke pusat busur di “sumbu Y”.
“K” =Jarak tambahan dari Titik Awal ke pusat busur di “sumbu Z”.
Kapan Menggunakan R Negatif
Dengan R positif, kontrol akan menghasilkan jalur melingkar 180 derajat atau kurang, tetapi untuk menghasilkan jalur melingkar lebih dari 180 derajat, tentukan R negatif. Jika R digunakan, busur 360 derajat lengkap tidak mungkin dilakukan. X, Y, atau Z diperlukan untuk menentukan titik akhir yang berbeda dari titik awal. Jadi apa pun di bawah busur 360 derajat dapat dilakukan dengan perintah R di G02 atau G03.
Cara Memotong Busur 360 Derajat atau Lingkaran Penuh
Penggunaan I, J, atau K adalah satu-satunya cara untuk memotong busur 360 derajat sepenuhnya; dalam hal ini, titik awal sama dengan titik akhir dan tidak diperlukan X, Y, atau Z. Untuk memotong lingkaran penuh 360 derajat (360°), Anda tidak perlu menentukan titik akhir X, Y, atau Z; cukup program I, J, atau K untuk menentukan pusat lingkaran.
Contoh Program
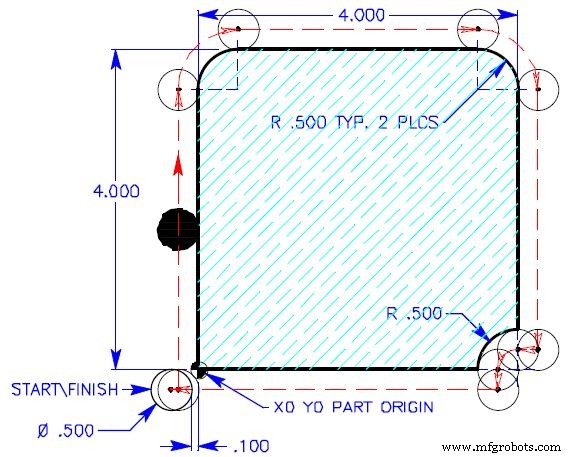
CATATAN: Contoh gerakan melingkar tidak menggunakan kompensasi pemotong, jadi gerakan melingkar ditentukan dari pusat pemotong di sekitar busur.
G02 G03 dengan R
O0010 (INTERPOLATION EXERCISE)
T1 M06 (1/2 DIA. 4FLT. END MILL)
G90 G54 G00 X-0.35 Y-0.25
S1450 M03
G43 H01 Z0.1 M08
G01 Z-0.625 F50.
X-0.25 F14.5
Y3.5
G02 X0.5 Y4.25 R0.75
G01 X3.5
G02 X4.25 Y3.5 R0.75
G01 Y0.25
X4.
G03 X3.75 Y0. R0.25
G01 Y-0.25
X-.35
G00 Z1. M09
G28 G91 Z.0 M05
M30
G02 G03 dengan IJK
O0010 (INTERPOLATION EXERCISE)
T1 M06 (1/2 DIA. 4FLT. END MILL)
G90 G54 G00 X-0.35 Y-0.25
S1450 M03
G43 H01 Z0.1 M08
G01 Z-0.625 F50.
X-0.25 F14.5
Y3.5
G02 X0.5 Y4.25 I0.75 J0.
G01 X3.5
G02 X4.25 Y3.5 I0. J-0.75
G01 Y0.25
X4.
G03 X3.75 Y0. I0. J-0.25
G01 Y-0.25
X-.35
G00 Z1. M09
G28 G91 Z.0 M05
M30


